Изобретение относится к газотермическому напылению покрытий на неметаллические материалы, в частности к металлизации тканей алюминием и его сплавами, и может быть использовано для придания тканым материалам:
специальных свойств: термостойкости, отражательной способности, электропроводности и др.
Цель изобретения - повышение проч.ности сцепления покрытия, его отраг жательной способности и уменьшение пористости.
При нанесении на ткань покрытия на основе алюминия ткань в зойе напьг- ления изгибают на угол 90-100 с одновременным растяжением, а после
нанесения покрытия производят обратное формоизменение ткани при темпера- туре нанесенного покрытия 450-470 с. Изгибание зоны напыления с одновременным ее растяжением обеспечивает условия для максимально полного заполнения металлом ячеек между нитями, а также для осаждения порошка на максимально возможной поверхности нитей. Осуществление обратного формоизменения ткани в определенном диапазоне температур позволяет доуплот- нйть покрытие, а также вдавить металл в объем нитей, что в конечном счете обеспечивает повышение физико- механических свойств покрытия и прочности его сцепления с основой.
Способ осуществляют следующим образом.
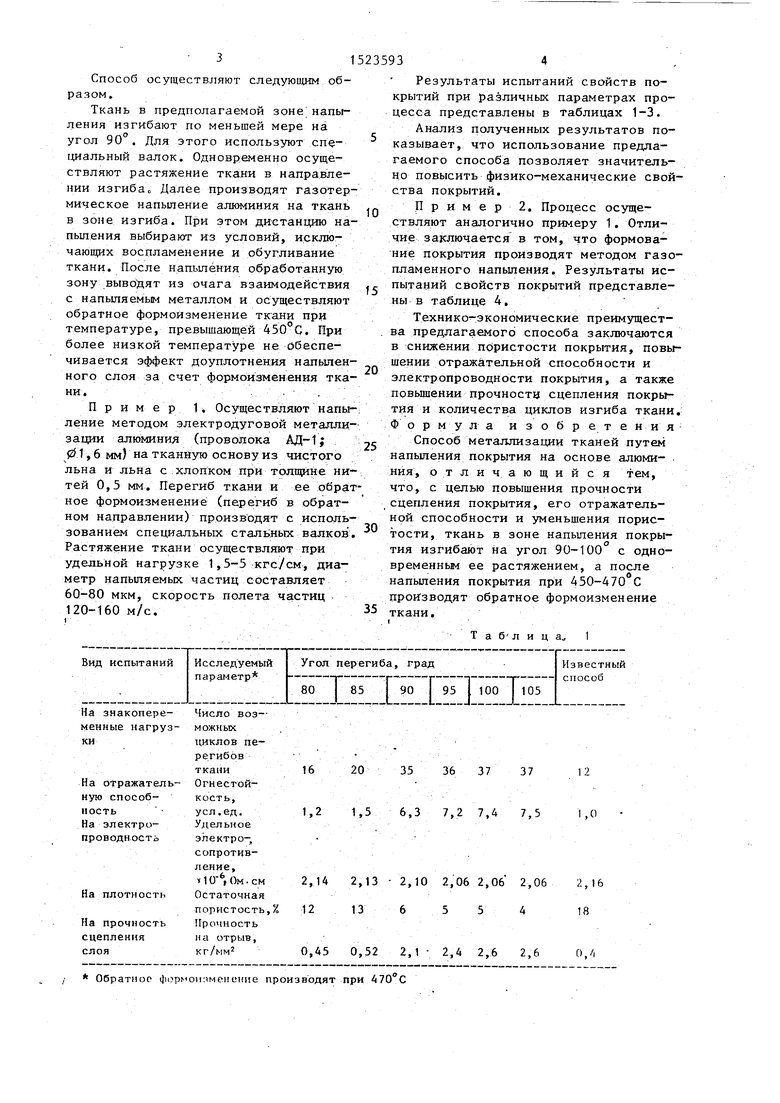
Ткань в предполагаемой зоне напыления изгибают по меньшей мере на угол 90 . Для этого используют 1:1иальный валок. Одновременно осуществляют растяжение ткани в направлении изгиба Далее производят газотермическое напыление алюминия на ткань в зоне изгиба. При этом дистанцию напыления выбирают из условий, исключающих воспламенение и обугливание ткани. После напыления обработанную зону вьшо);ят из очага взаимодействия с напьгаяемым металлом и осуществляют обратное формоизменение ткани при температуре, превышающей 450°С. При более низкой температуре не Обеспечивается эффект доуплотнения напьшен- ного слоя за счет формоизменения ткани. .
Пример , Осуществляют напыление методом электродуговой металяи зации алюминия {проволока АД-1; 01,6 мм) на тканную основу из чистого льна и льна с хлопком при толпр не нитей 0,5 мм. Перегиб ткани и ее обратное формоизменение (перегиб в обратном направлении) производят с использованием специальных стальных валков Растяжение ткани осуществляют при удельной нагрузке 1,5-5 кгс/см, диаметр напьитяемьк частиц составляет 60-80 мкм, скорость полета частиц . 120-160 м/с.
0
5
5
0
0
5
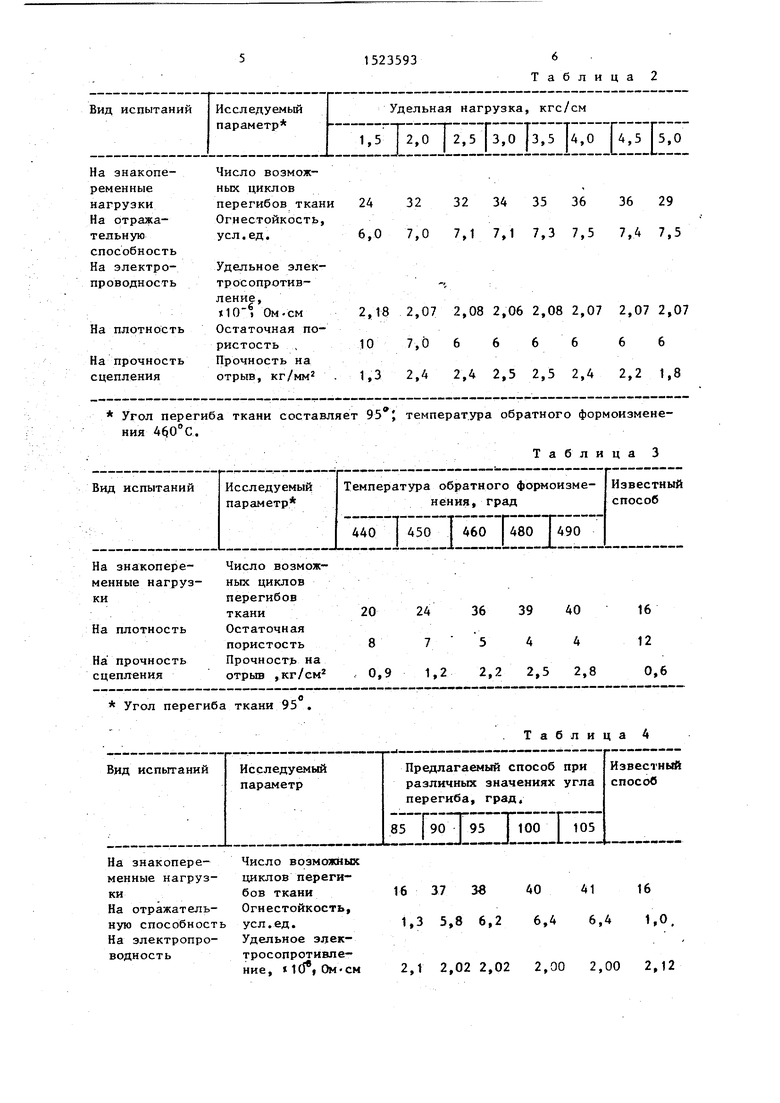
Результаты испытаний свойств покрытий при различных параметрах процесса представлены в таблицах 1-3.
Анализ полученных результатов показывает, что использование предлагаемого способа позволяет значительно повысить физико-механические свойства покрытий.
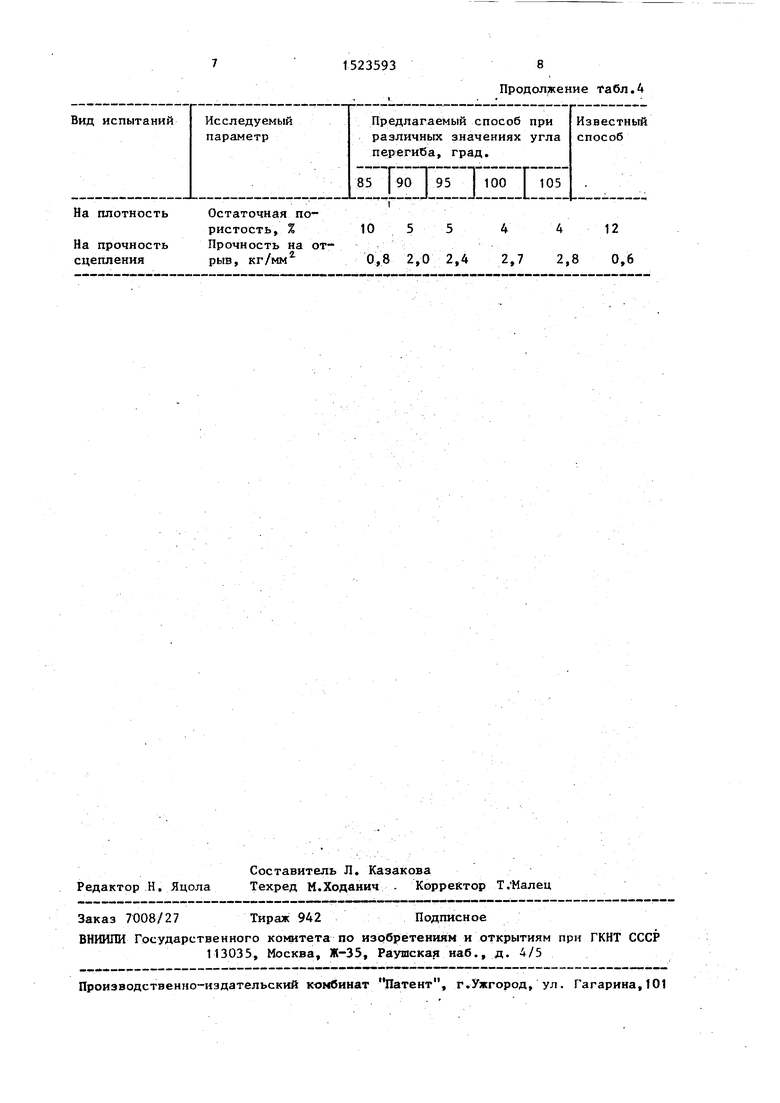
Пример2. Процесс осуществляют аналогично примеру 1. Отличие заключается в том, что формование покрытия производят методом газопламенного напыления. Результаты испытаний свойств покрытий представлены в таблице 4.
Технико экономические преимущества предлагаемого способа заключаются в снижении пористости покрытия, повышении отражательной способности и электропроводности покрытия, а также повышении прочности сцепления покрытия и количества циклов изгиба ткани. Формула и 3 о б р е т е ни я
Способ металлизации тканей путем напыления покрытия на основе алюми- ния, отличающийся тем, что, с целью повыщения прочности сцепления покрытия, его отражательной способности и уменьщения пористости, ткань в зоне напьтения покрытия изгибают на угол 90-100 с одновременным ее растяжением, а после напыления покрытия при 450-470 С производят обратное формоизменение
ткани.
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ металлизации тканей | 1991 |
|
SU1813792A1 |
| Способ металлизации ткани | 1988 |
|
SU1525230A1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ СЛЯБОВ | 1998 |
|
RU2145982C1 |
| Способ нанесения двухслойного покрытия на детали газотурбинного двигателя | 2017 |
|
RU2686429C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАНЕСЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ОСНОВЕ АЛЮМИНИДА ЖЕЛЕЗА НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ, РАБОТАЮЩИХ В УСЛОВИЯХ ВЫСОКОТЕМПЕРАТУРНОЙ ГАЗОВОЙ КОРРОЗИИ | 2022 |
|
RU2781578C1 |
| Способ получения многослойных металлокерамических покрытий на поверхности эндопротезов | 2021 |
|
RU2790959C1 |
| Способ получения гибридных композитных материалов с электропроводящим покрытием | 2018 |
|
RU2699120C1 |
| Состав для напыления антифрикционных покрытий | 1989 |
|
SU1705402A1 |
| СПОСОБ НАНЕСЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ОСНОВЕ АЛЮМИНИДА ЖЕЛЕЗА НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ, РАБОТАЮЩИХ В УСЛОВИЯХ ВЫСОКОТЕМПЕРАТУРНОЙ ГАЗОВОЙ КОРРОЗИИ | 2021 |
|
RU2772342C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ДРЕВЕСИНЫ | 2012 |
|
RU2509826C2 |
Изобретение относится к газотермическому напылению покрытий на неметаллические материалы, в частности к металлизации тканей алюминием и его сплавами, и может быть использовано для придания тканым материалам специальных свойств. Целью изобретения является повышение прочности сцепления покрытия, его отражательной способности и уменьшение пористости. Для этого ткань в зоне напыления изгибают на угол 90-100°С одновременным растяжением и после напыления при температуре покрытия 450-470°С осуществляют обратное формоизменение. Это обеспечивает максимально полное заполнение металлом ячеек между нитями и максимально возможную поверхность нитей, а при обратном формоизменении при повышенной температуре происходит доуплотнение покрытия и вдавливание металла в объем нитей, что приводит к повышению физико-механических свойств покрытия. 4 табл.
испытаний
Исследуемый параметр
Угол перегиба, град
80
Т 85 Г 90 95 I 100 Т 105
Число воз-- можиых
циклов перегиббвткани 16
- Огнестойкость,
усл.ед.1,2
Удельное
электро-,
сопротивление, , Ом.см2,14
Остаточная
пористость,% 12
Прочность
на отрыв,
кг/мм
20 1,5
35
36 37
37
6,3 7,2 7,4 7,5
2,13 - 2,10 2,06 2,06 2,06 13 6 5 5 4
0,45 0,52 2,1 2,4 2,6 2,6 p oи:lмclIeнlle производят при 470 С
Известный способ
35
36 37
37
6,3 7,2 7,4 7,5
2,10 2,06 2,06 2,06 6 5 5 4
2,1 2,4 2,6 2,6 С
1,0
2, 16 18
О,/,
Число возможных циклов перегибов ткани Огнестойкость, уел. ед.
Удельное электросопротивление, иЮ Ом.см Остаточная пористость . Прочность на отрыв, кг/мм
Угол перегиба ткани составляет 95 J температура обратного формоизменения 460°С.
Т а б л и ц а 3
Угол перегиба ткани 95 .
Вид испытаний
Исследуемый параметр
ь
Число возможных циклов перегибов ткани Огнестойкость, усл.ед.
Удельное электросопротивление, 1(5, Ом-см
Таблица 2
3232 34 35 3636 29
7,07,1 7,1 7,3 7,57,4 7,5
2,072,08 2,06 2,08 2,072,07 2,07
7,0666666
2,42,4 2,5 2,5 2,42,2 1,8
Таблица 4
Предлагаемый способ при различных значениях угла перегиба, град,
85 j ТюО Г 105
16 37 3«404116
1,3 5,8 6,2 6,4 6,4 1,0,
2,1 2,02 2,02 2,00 2,00 2,12
1523593
Вид испытаний
Исследуемый параметр
Остаточная пористость, % Прочность на отрыв, кг/мм
8 Продолжение табл.4
Предлагаемый способ различных значениях пер егиба, град.
85 I 90 I 95 1 100 I 105
10 55 4 4 12 0,8 2,0 2,4 2,7 2,8 0,6
| Казначея Б.Я | |||
| Гальванопластика в промьшшенности | |||
| - М.: Местпромиз- дат, 1955, с | |||
| Рельсовый башмак | 1921 |
|
SU166A1 |
| Катц Н.В | |||
| и др | |||
| Металлизация распылением | |||
| - М: Машиностроение, 1966, с, 191-196. | |||
