2/
сд to
4 СО С5 00
Изобретение относится к порошковой металлургии, к устройствам для восстановления и упрочнения внутренних поверхностей цилиндрических и конических деталей.
Цель изобретения - упрощение конструкции и повышение производительности. На чертеже представлено устройство, общий, вид, разрез.
Деталь 1 установлена в стакане 2 и зафиксирована винтом 3. Стакан 2 закреплен в токарном патроне 4, сидящем на валу электродвигателя 5. Л1еталлическое покрытие, наносимое на деталь 1 в виде порошка или ленты из металлического порошка, скрепленного пластификатором, обозначено позицией 6, а источник нагрева 7. Устрой ство содержит оправку 8, к которой с воз можностью вращения прикреплены деформи рующие элементы 9 и 10 на осях 11. Оправка 8 выполнена пустотелой с внутренней резьбой, в которой проходит випт 12 со сферическим наконечником 13, контактирующим с отбортовками 14 и 15, выполненными па П-образных вилках 16 и 17, в которых установлены деформируюище элементы 9 и 10. Вилки 16 и 17 сидят на общей оси 18, причем между отбортовками 14 и 15 и указанной осью 18 установлена пружина растяжения 19, прикрепленная концами к обеим вилкам 16 и 17 на осях 20. Для вращения випта 12 на его вершине установлена рукоятка 21. Фиксация оправки 8 в требуемом вертикальном 11()ложе}1ии осуществляется винтом 22, проходяихим в корпусе 23. Угол разворота деформирующих элементов обозначен (|. Корпус 23 жестко прикреплен к суппорту 24 токарного станка винтами 25.
Устройство работает следующим образом. Деталь с предварительно нанесенным слоем мета.;1.1ического порошка 6 или .ленты устапав. 1инак)т в стакан 2 и закрепляют винтом 3. Вращают рукоятку 21 по резьбе оправки 8. Сферический наконечник 13 перемещается вверх или вниз, контактируя с отбортовками 14 и 15. Воздействуя на отбортовки 14 и 15, сферическая головка поворачивает П-образные вилки 16 и 17 вокруг общей оси 18. В результате между осями вращения деформирующих элементов 9 и 10 образуется требуемый угол (|i. Пружина растяжения надежно фиксирует П-образные вилки 16 и 17 в требуемом положении. Отвинчивают винт 22 и перемещают оправку 8 вниз до тех пор, пока цилиндрические образующие деформирующих элементов 9 и 10 не коснутся внутренней конической поверхности упрочняемой детали 1. Включают источник нагрева ТВЧ и при достижении температуры детали 500-600°С включают ее вращение (двигатель 5) и подачу суппорта 24 товарного станка, причем величину подачи выбирают равной 0,03 0.05 мм/об. В результате цилиндрические ролики обкатывают коничес0
0
5
0
5
0
5
0
кую поверхность упрочняемой детали вместе с покрытием 6, перемещаясь вертикально вниз на расстояние 0,5-0,6 мм. Через 40- 60 с процесс заканчивается, индукционную установку и двигатель вращения отключают, а деталь снимают после ее охлаждения.
Использование предлагаемого устройства позволяет наносить качественные металлические покрытия на внутренние конические поверхности деталей - тел вращения в широком диапазоне углов от 30 до 170°С. Точность установки угла в устройстве дает возможность получения геометрии конической поверхности не ниже 8 квалитета.
Выполнение оправки пустотелой с внутренней резьбой и проходящим в ней винтом (}беспечивает преобразование вращательного движения винта в поступательное и позволяет получить весьма малое перемещение (вертпка.-ibHoe) винта за один его оборот. Это, в свою очередь, точность регулирования требуемого угла ф и,следова- те;П)НО, ге п1етрическую точность формообра- .ования уп)очняемой поверхности.
Вьпюлнение П-образных вилок }ia одной оси п установка между сферической головкой вита и общей осью поворота П-об- разньгх вилок пружины растяжения обеспечивает возможность надежной фиксации деформи)ующих элементов в требуемом положении, что в свою очередь обеспечивает получение высококачественпых конических поверхностей высокой точности.
В связи с тем, что длина цилиндри- ческо11 образующей цилиндрических роликов не менее длины образующей конического отверстия упрочняемой детали, накатка ко;:ической поверхности детали производится с высокой производительностью, превышающей производительность процесса, обеспечиваемую известными техническими решениями, не менее, чем в 10-12 раз.
Устройство является простым в конструктивном исполнении, падежным в работе и легко переналаживаемым.
Формула изобретения
Устройство для нанесения покрытий из порошковых материалов на внутренние поверхности изделий, преимущественно на конические, содержащее оправку, деформирующие элементы, установленные с возможностью вращения на осях, шарнир, привод вращения и источник нагрева, отличающееся тем, что, с целью упрощения конструкции и гювышения производительности, оно снабжено винтом со сферическим наконечником, П-образными вилками с отбортовками и пружиной растяжения, оправка выполнена полой с внутренней резьбой, оси деформирующих элементов размещены в П-образных вилках, установленных на шар51524968
нире и соединенных между собой пружинойрическим наконечником с отбортовкамн Прастяження, а винт размещен в полости оп-образных вилок для изменения угла между
равки с возможностью контактирования сфе-осями деформирующих элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования металлического покрытия на наружной поверхности изделия | 1986 |
|
SU1398990A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние сферические поверхности изделий | 1988 |
|
SU1547956A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние цилиндрические поверхности изделий | 1986 |
|
SU1423284A1 |
| РЕГУЛИРУЕМАЯ ГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2259910C1 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ И ЭКСЦЕНТРИКОВЫХ ВАЛОВ | 2004 |
|
RU2259909C1 |
| СПОСОБ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447983C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447964C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| Устройство для нанесения металлического покрытия на внутренние поверхности сложной формы | 1986 |
|
SU1421456A1 |
| Устройство для обкатывания ступенчатых поверхностей | 1989 |
|
SU1798033A1 |
Изобретение относится к порошковой металлургии, в частности к устройствам для нанесения покрытий из порошковых материалов на внутренние поверхности изделий, преимущественно на конические поверхности. Цель изобретения - упрощение конструкции и повышение производительности. Деталь с предварительно нанесенным слоем металлического порошка устанавливают в стакан 2 и закрепляют винтом 3. Вращением рукоятки 21 по резьбе оправки 8 перемещают сферическую головку 13, которая, контактируя с отбортовками 14 и 15, поворачивает П-образные вилки 16 и 17. В результате, между осями вращения деформирующих элементов 9 и 10 образуется требуемый угол φ. Включают источник нагрева ТВЧ и осуществляется подача суппорта 24 токарного станка, причем величина подачи 0,03-0,05 мм/об. Процесс заканчивается за 40-60 с. Устройство является простым в конструктивном исполнении, надежным в работе и легко переналаживаемым. 1 ил.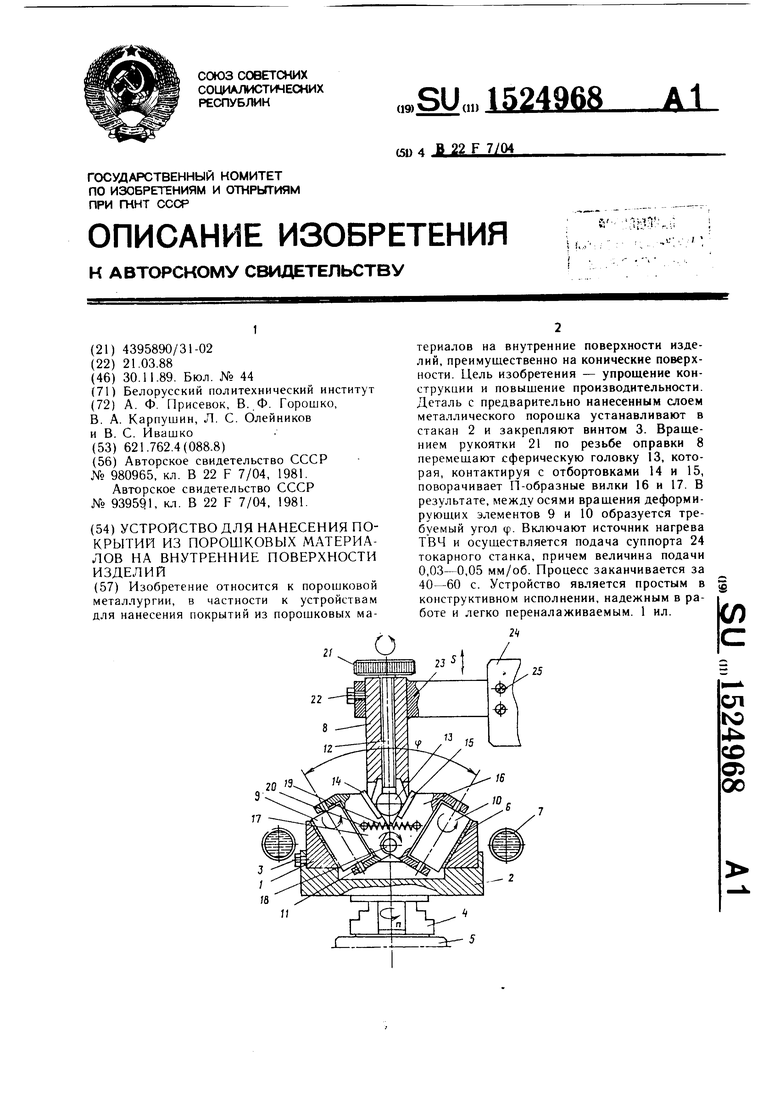
| Способ нанесения покрытий из металлического порошка | 1981 |
|
SU980965A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для нанесения покрытий из порошковых материалов на внутренние поверхности тел вращения | 1981 |
|
SU939591A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
