31
30
4
Р fe
Изобретение относится к области порошковой металлургии, в частности к устройствам для нанесения и уплотнения покрытий на внутренних поверхностях сложной формы металлических деталей - тел вращения.
Целью изобретения является упрощение конструкции.
На чертеже показано предлагаемое устройство, общий вид в разрезе.
Устройство содержит корпус 1, в котором установлена деталь 2, и индуктор 3 ТВЧ (источник нагрева). Узел вращения вала 4 выполнен в виде реверсивного, двигателя 5, щкивов 6 и 7, а также ремня 8. Деформирующие элементы 9 и 10 установлены на валу 4 на щарнирном параллело- трамме, состоящем из звеньев 11 -14 и щар- ниров 15-17. Между звеньями параллелограмма помещена пружина 18 сжатия на одной оси с грузом 19, контактирующим с верхним кольцом 20 параллелограмма. Нижнее кольцо 21 параллелограмма опирается на торцовую плоскость буртика 22, : выполненного на валу 4. На средней части вала выполнены шлицы 23, на которых ус- :тановлен шкив 7, а на нижней части вала выполнена резьба (винт 24), ограниченная буртиком 25. Шкив 7, установленный на шлицах 23 вала 4, ограничен по торцам двумя плоскостями паза 26, выполненного в корпусе 1. Деталь 2 крепится в стакане 27 корпуса 1 винтами 28, а перемещение груза 19 ограничивается гайкой 29, установленной на валу 4. Покрытие обозначено позицией 30, а деформирующие элементы 9 и 10 вращаются на осях 31.
Устройство работает следующим образом.
Деталь 2 помещают в стакан 27 и закрепляют винтами 28. На вал 4 помещают требуемый по весу груз 19, например ЮН, и устанавливают гайку 29. Установку груза производят после введения вала вместе с деформирующими элементами внутрь полости детали 2. Под действием собственного веса груз 19 опускается по оси вала 4, давит на кольцо 20, которое, в свою очередь, сжимает шарнирный параллелограмм (звенья 11 - 14).
В результате деформирующие элементы 9 и 10 прижимаются своими рабочими (бочкообразными) поверхностями к внутренней поверхности 30, подлежащей упрочнению. Включают источник 3 нагрева и после того, как температура детали достигнет 400-450°С, что контролируется пирометром с исчезающей нитью, включают ре- версивный двигатель 5. Шкив 7, вращаясь на шлицах вала 4, осуществляет вращение винтового соединения (винта 24 в резьбе корпуса), за счет чего вал 4 перемещается вверх или вниз вместе с деформирую- щими элементами 9 и 10, которые окатывают упрочняемую поверхность 30. Направление перемещения оправки определяется
5
0
Q 5 0
с
0
направлением вращения реверсивного двигателя 5, а величина вертикального хода оправки, примерно равная высоте упрочняемой детали, регулируется конечными упорами, которые переключают направление вращения оправки. Шкив 7 ограничен с торцов плоскостями паза 26, выполненного в корпусе 1, поэтому при вертикальном перемещении вала 4 внутренняя щлицевая часть щкива скользит по щлицам, выполненным на валу 4, а сам щкив остается на месте. После нескольких двойных ходов вала 4 в детали 2 источник нагрева и привод детали отключают, деталь охлаждают и вы- нимают из стакана 27. Процесс ведется 2-2,5 мин. Температура нагрева детали 1050°С, материал детали - сталь 45, покрытие - сплавы СН ГМ, ПГ-ХН 80 СР 2, 3, 4,
В результате применения предлагаемого устройства обеспечивается возможность нанесения высокочастотных металлических покрытий на внутренние поверхности практически любой конфигурации с высокой производительностью процесса формообразования.
Выполнение деформирующих элементов на оправке на щарнирном параллелограмме, между звеньями которого помещены пружины сжатия, на одной оси со сменным грузом обеспечивает возможность постоянного контактирования деформирующих элементов с упрочняемой поверхностью с одинаковым усилием прижатия. Это позволяет копировать образующую упрочняемой поверхности независимо от ее формы и создавать покрытия одинаковой прочности сцепления и пористости по всей внутренней поверхности. Кроме того, усилие прижатия деформирующих элементов можно регулировать также за счет центробежных сил, действующих на деформирующие элементы при вращении оправки.
Выполнение на средней части вала щли- цев, связанных со щкивом приводного двигателя, а на нижней части оправки - резьбы обеспечивает возможность перемещения (возвратно-поступательного) вала в вертикальном направлении и его вращения, что в совокупности с движением формообразующих деформирующих элементов дает возможность восстанавливать внутренние поверхности любой конфигурации. Винтовая пара обеспечивает плавное перемещение вала, что положительно сказывается на качестве наносимых покрытий, отсутствуют отслоения и растрескивания покрытия, так как вибрации установки снижаются.
Устройство обеспечивает нанесение металлических покрытий с прочностью сцепления с основой не ниже 12 кГ/мм и пористостью не выше 5%.
Наличие сменного груза позволяет регулировать физико-механические свойства наносимых покрытий в широком диапазоне.
В отличие от известного предлагаемое устройство имеет всего один привод, позволяющий осуществлять как вращательное движение вала, так и его вертикальное возвратно-поступательное движение. Кроме того, изобретение исключает применение сменного щаблона-корпуса при нанесении покрытий на внутренние поверхности различной формы, что значительно упрощает конструкцию устройства.
Формула изобретения Устройство для нанесения металличеспривод вращения вала, отличающееся тем, что, с целью упрощения конструкции, оно снабжено сменным грузом и шкивом, узел крепления деформирующих элементов выполнен в виде щарнирного параллелограмма, опирающегося на размещенные на валу кольца, одно из которых имеет возможность возвратно-поступательного перемещения, и пружин сжатия, расположенных меж-ду звеньями параллелограмма параллельно оси 10 вала, сменный груз установлен на валу с возможностью контактирования с подвижным кольцом, вал выполнен со шлицевой и резьбовой частями, корпус выполнен с
прямоугольным пазом и резьбовым отверс- кого покрытия на внутренние поверхности . тием, щкив установлен на щлицевой части сложной формы, содержащее корпус с ва-вала в пазу корпуса, а привод вращения
лом, деформирующие элементы с узлом креп-вала выполнен в виде реверсивного двигаления их на валу, источник нагрева ителя, соединенного со щкивом.
привод вращения вала, отличающееся тем, что, с целью упрощения конструкции, оно снабжено сменным грузом и шкивом, узел крепления деформирующих элементов выполнен в виде щарнирного параллелограмма, опирающегося на размещенные на валу кольца, одно из которых имеет возможность возвратно-поступательного перемещения, и пружин сжатия, расположенных меж-ду звеньями параллелограмма параллельно оси вала, сменный груз установлен на валу с возможностью контактирования с подвижным кольцом, вал выполнен со шлицевой и резьбовой частями, корпус выполнен с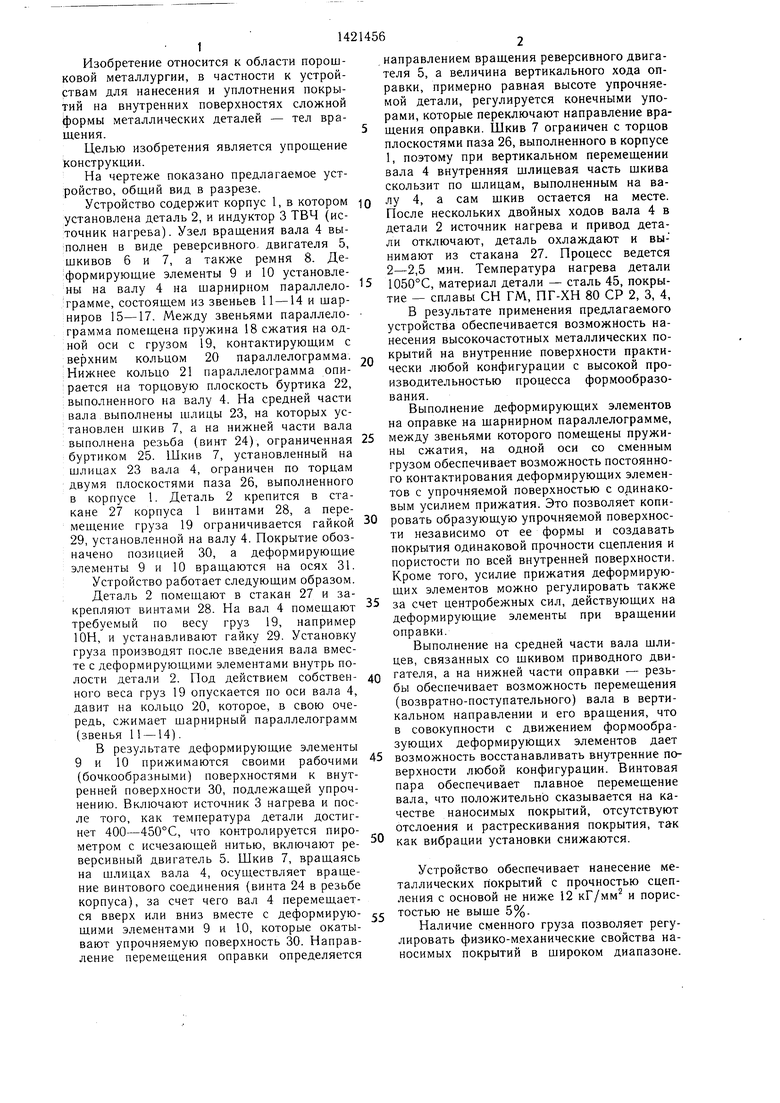
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНОМЕХАНИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ | 2012 |
|
RU2503753C1 |
| Устройство для нанесения покрытий из порошковых материалов на внутренние поверхности изделий | 1988 |
|
SU1524968A1 |
| Устройство для формирования металлического покрытия на наружной поверхности изделия | 1986 |
|
SU1398990A1 |
| Установка для нанесения металлических покрытий | 1987 |
|
SU1421457A1 |
| Устройство для одновременного нанесения покрытий на внешние поверхности по крайней мере двух изделий | 1990 |
|
SU1724439A1 |
| Установка для нанесения металлического покрытия на наружную цилиндрическую поверхность | 1988 |
|
SU1668041A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние сферические поверхности изделий | 1988 |
|
SU1547956A1 |
| Устройство для получения покрытий | 1976 |
|
SU599929A2 |
| Устройство для ленточного шлифования отверстий | 1976 |
|
SU724325A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние цилиндрические поверхности | 1987 |
|
SU1438927A1 |
Изобретение относится к устро.йствам для нанесения металлического покрытия на внутренние поверхности сложной формы. Цель изобретения - упрощение конструкции. Деталь помещают в стакан 27 и закрепляют винтами 28. На вал 4 помещают требуемый по весу груз 19 и устанавливают гайку 29. Под действием собственного веса груз 19 опускается по оси вала 4, давит на кольцо 20, которое сжимает щарнирный параллелограмм (звенья 11 -14). В результате деформирующие элементы 9, 10 прижимаются свои.ми рабочими поверхностями к внутренней поверхности детали, подлежащей уплотнению. Включают источник нагрева 3 и после того, как температура детали достигнет 400-500°С, включают реверсивный привод 5. Шкив 7, вращаясь на щлицах вала 4, осуществляет вращение винтового соединения (винта 24 в резьбе корпуса), за счет чего вал 4 перемещается вверх или вниз вместе с дефор- мирующи.ми элементами 9, 10, которые окатывают упрочняемую поверхность. Процесс ведется 2-2,5 мин. 1 ил. i (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Авторское свидетельство СССР № , кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
