Изобретение относится к электромашиностроению, в частности к способу изготовления зубцовой зоны ротора электрической машины по малоотходной технологии.
Цель изобретения - уменьшение отходов электротехнической стали.
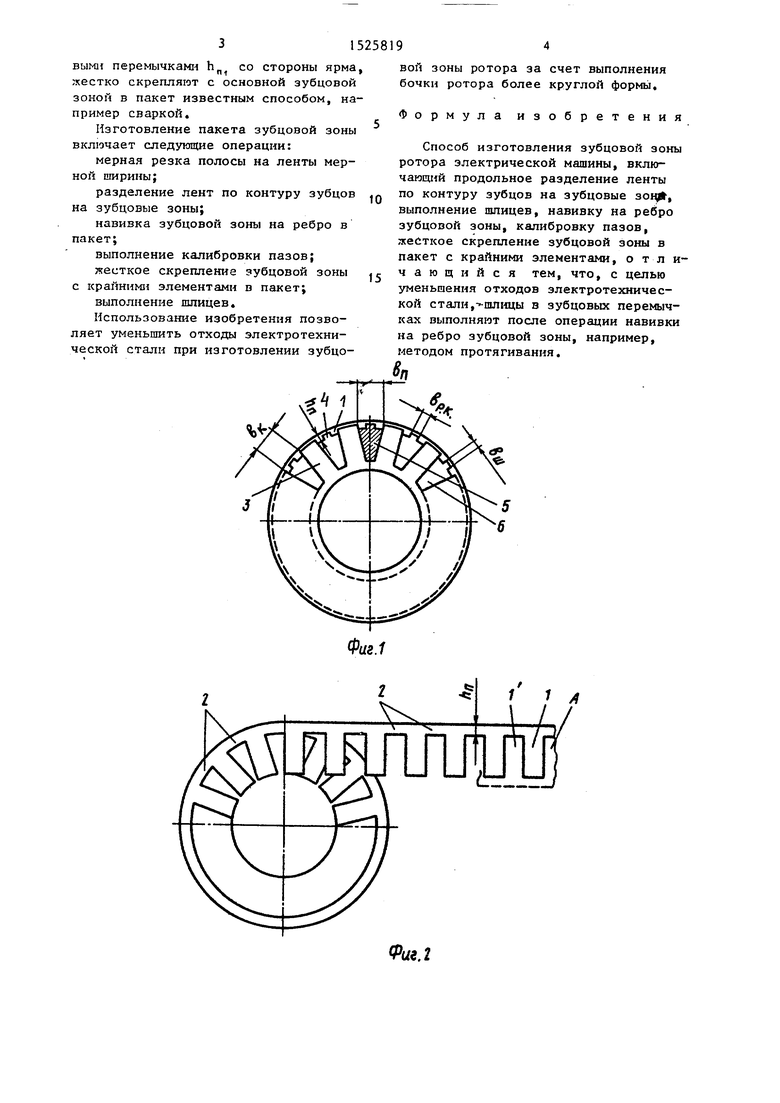
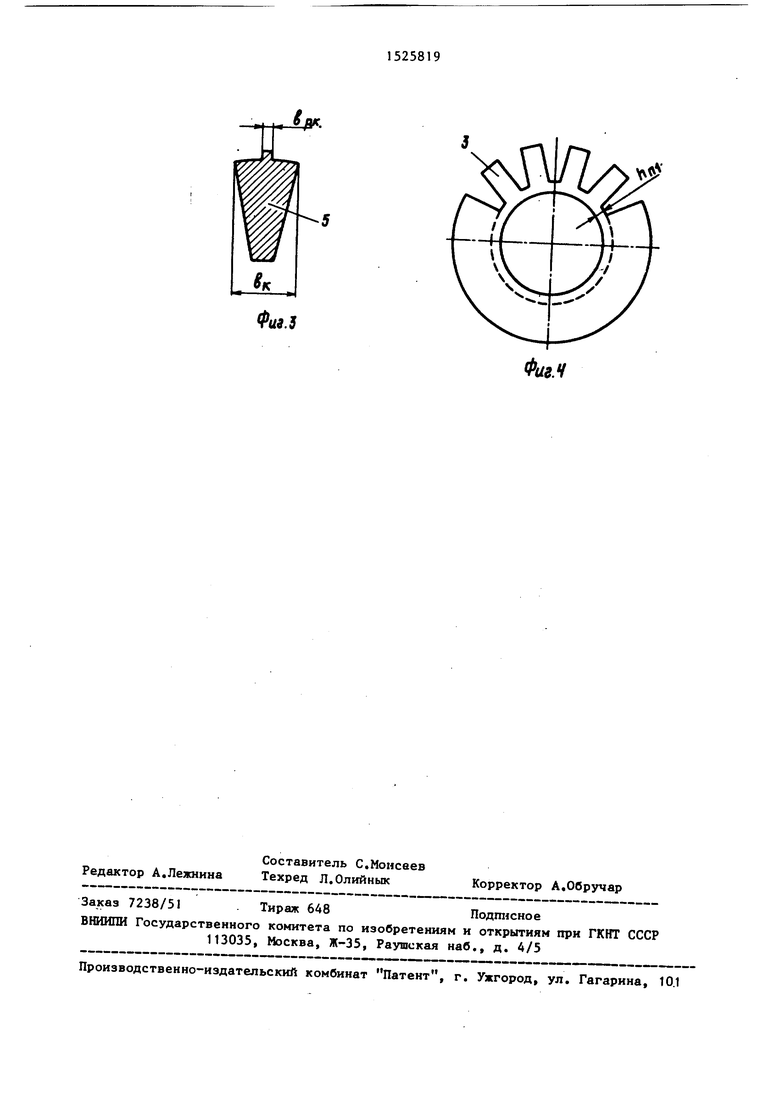
На фиг. 1 показана зубцовая зона ротора; на фиг. 2 - зубцовая зона без крайних элементов в процессе ее навивки на ребро; на фиг, 3 - элемент инструмента для протягивания пазов, поперечное сечение; на фиг. 4 - крайний элемент пакета зубцовой зоны.
Пакет зубцовой зоны состоит из зубцов основной зубцовой зоны 1, скрепленных между собой зубцовыми перемычками 2, и двух крайних элементов 3, расположенных по торцам пакета и жестко скрепленных между собой..
Способ реал 1зу1от следую1Д 1м обра, зом.
Основную зубцовую зону изготавливают из мерной ленты А путем ее продольного разделения по контуру зубцов на две зубцовые зоны j i 1 безотходным способом и навивают на ребро известным способом, при этом получают более круглую форму зубцовой зоны ротора. Наицы 4 шириной Ьщ и высотой h выполняют в пакете методом протягнван 1я специальным инструментом 5 с шириной режущей кромки Ъ., равной ширине шлица Ь, и формой тела, повторяющей форму паза 6 с в верхней части Ь, равной ширине паза Ъ, Крайние крепящие элементы 3, изготовленные в виде выштампованных
Отдельных листов или витков, вьшол- ненньк малоотходным способом с зубцоСП to
ел
00
iMli
о
выми перемычками h со стороны ярма жестко скрепляют с основной зубцовой зоной в пакет известным способом, например сваркой.
Изготовление пакета зубцовой зоны включает следующие операции:
мерная резка полосы на ленты мерной пшрины;
разделение лент по контуру зубцов на зубцовые зоны;
навивка зубцовой зоны на ребро в пакет;
выполнение калибровки пазов;
жесткое скрепление зубцовой зоны с крайними элементами в пакет;
выполнение шлицев.
Использование изобретения позволяет уменьшить отходы электротехнической стали при изготовлении зубцоЯ)
вой зоны ротора за счет выполнения бочки ротора более круглой формы.
Формула изобретения
Способ изготовления зубцовой зоны ротора электрической машины, включающий продольное разделение ленты по контуру зубцов на зубцовые зоа, выполнение шлицев, навивку на ребро зубцовой зоны, калибровку пазов, лсеСткое скрепление зубцовой зоны в пакет с крайними элементами, о т л и- чающийся тем, что, с целью уменьшения отходов электротехнической стали,-шлицы в зубцовых перемычках выполняют после операции навивки на ребро зубцовой зоны, например, методом протягивания.
Sn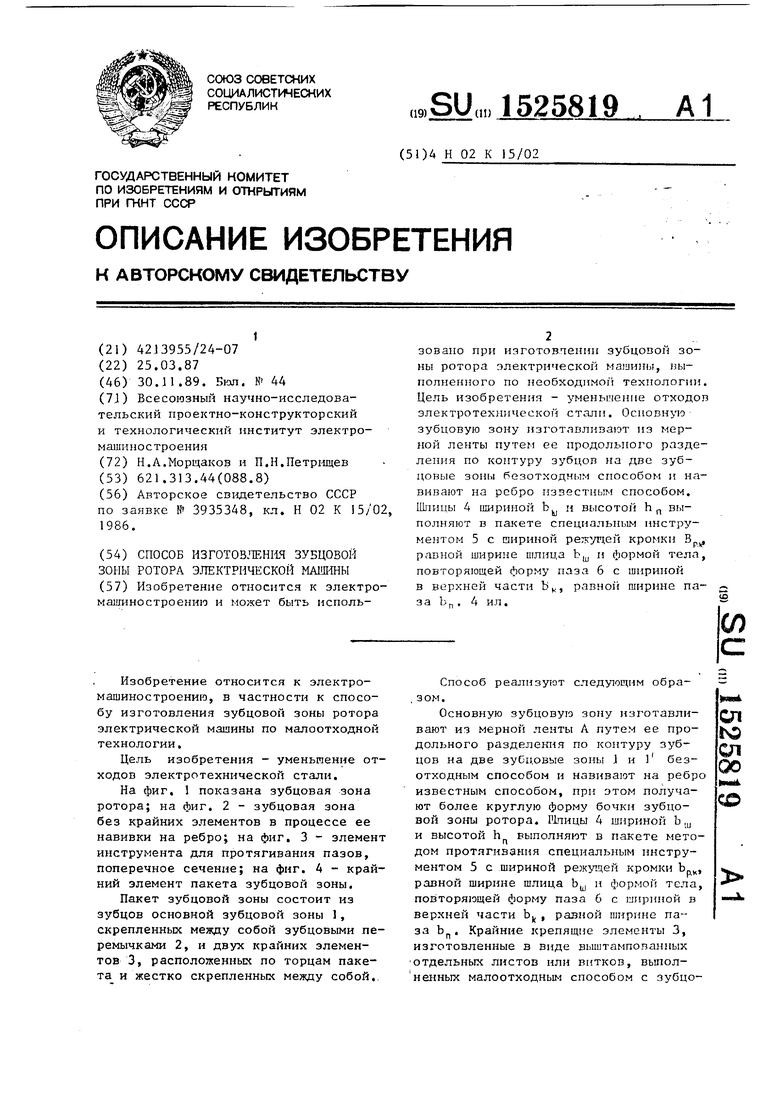
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1985 |
|
SU1292111A1 |
| Способ изготовления витого штампованного магнитопровода со скосом зубцов | 1988 |
|
SU1739440A1 |
| Магнитопровод ротора электрической машины | 1984 |
|
SU1334276A1 |
| Ротор электрической машины | 1985 |
|
SU1350758A1 |
| Магнитопровод электрической машины и способ изготовления магнитопровода электрической машины | 1986 |
|
SU1534637A1 |
| Ротор электрической машины | 1987 |
|
SU1511806A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Способ изготовления магнитопроводов электрических машин | 1984 |
|
SU1314419A1 |
| Способ изготовления магнитопровода электрической машины | 1989 |
|
SU1697201A1 |
| Способ изготовления зубцовой зоны магнитопровода электрической машины | 1986 |
|
SU1457089A1 |
ИЗОБРЕТЕНИЕ ОТНОСИТСЯ К ЭЛЕКТРОМАШИНОСТРОЕНИЮ И МОЖЕТ БЫТЬ ИСПОЛЬЗОВАНО ПРИ ИЗГОТОВЛЕНИИ ЗУБЦОВОЙ ЗОНЫ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, ВЫПОЛНЕННОГО ПО НЕОБХОДИМОЙ ТЕХНОЛОГИИ. ЦЕЛЬ ИЗОБРЕТЕНИЯ - УМЕНЬШЕНИЕ ОТХОДОВ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ. ОСНОВНУЮ ЗУБЦОВУЮ ЗОНУ ИЗГОТАВЛИВАЮТ ИЗ МЕРНОЙ ЛЕНТЫ ПУТЕМ ЕЕ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ ПО КОНТУРУ ЗУБЦОВ НА ДВЕ ЗУБЦОВЫЕ ЗОНЫ БЕЗОТХОДНЫМ СПОСОБОМ И НАВИВАЮТ НА РЕБРО ИЗВЕСТНЫМ СПОСОБОМ. ШЛИЦЫ 4 ШИРИНОЙ ВШ И ВЫСОТОЙ HN ВЫПОЛНЯЮТ В ПАКЕТЕ СПЕЦИАЛЬНЫМ ИНСТРУМЕНТОМ 5 С ШИРИНОЙ РЕЖУЩЕЙ КРОМКИ ВРК, РАВНОЙ ШИРИНЕ ШЛИЦЫ ВШ, И ФОРМОЙ ТЕЛА, ПОВТОРЯЮЩЕЙ ФОРМУ ПАЗА 6 С ШИРИНОЙ В ВЕРХНЕЙ ЧАСТИ ВК, РАВНОЙ ШИРИНЕ ПАЗА ВП. 4 ИЛ.
1 /I
Фаг. 2
Физ.З
Фиг. ч
| Авторское свидетельство СССР по заявке № 3935348, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
