Изобретение относится к области электротехники, и может быть использовано при изготовлении катушек электрических машин и трансформаторов, а также в других областях техники, где применяются намотка профилей прямоугольного сечения на ребро.
При изготовлении электрических машин и трансформаторов в некоторых случаях возникает необходимость применения катушек, намотанных из полосы прямоугольного сечения на ребро. В процессе намотки таких катушек полоса под действием различных усилий стремится повернуться и расположиться плашмя. Чтобы избежать этого применяют различные станки и приспособления.
Известно устройство для намотки полосового провода на ребро при изготовлении электрических катушек (SU №660107, 30.04.1979), содержащее намоточную оправку с зажимом для закрепления конца провода и корпус с направляющими роликами. Недостатком указанного устройства является высокая сложность конструкции, что делает нерациональным его использование в единичном и мелкосерийном производстве, а также зависимость размеров некоторых деталей от размеров наматываемых катушек.
Наиболее близким аналогом является устройство для навивки полосы в спираль на ребро (SU №1225642 A, 23.04.1986), содержащее оправку с кольцевым выступом и приводом вращения, приспособление для зажима переднего конца полосы на оправке, направляющий ролик для полосы и ролик, формирующий спираль и имеющий кольцевой выступ с рабочим торцом, перпендикулярным оси ролика, с приводами перемещения этого ролика параллельно и перпендикулярно оси оправки. Недостатками данного устройства являются:
- высокая сложность конструкции, включающей в себя множество деталей и упорный подшипник, что затрудняет применение устройства в единичном и мелкосерийном производстве;
- отсутствие возможности регулировки шага намотки; намотка возможна только с плотным прилеганием витков друг к другу;
- необходимость применения оправок разных диаметров для намотки катушек с разными внутренними диаметрами, при этом винтовая поверхность на торце большего диаметра оправки вносит дополнительные трудности при ее изготовлении;
- для закрепления полосы на оправке необходимо изгибать ее передний конец под углом 90°, что не всегда является допустимым в конструкции катушки.
Задачей, на решение которой направлен предлагаемый способ, является снижение трудоемкости изготовления цилиндрических катушек с произвольным шагом, намотанных из полосы прямоугольного сечения на ребро, в единичном и мелкосерийном производстве.
Поставленная задача достигается тем, что полосу прямоугольного сечения шириной a и высотой b навивают на вращающуюся цилиндрическую оправку, на поверхности которой выполнен винтовой канал, представляющий собой прямоугольную резьбу с шириной впадин (1,1…1,2)a, высотой профиля, равной высоте сечения b полосы, с внутренним диаметром, равным внутреннему диаметру d катушки, и с шагом, равным шагу p катушки; начало полосы укладывают во впадину резьбы и закрепляют на оправке; оправку приводят во вращение и навивают полосу на ребро, направляя ее по винтовому каналу резьбы; начало и конец навитой катушки удерживают так, чтобы она не поворачивалась вместе с оправкой, и, вращая оправку, свинчивают с нее катушку.
Техническим результатом предлагаемого способа является снижение трудоемкости изготовления цилиндрических катушек, навитых из полосы прямоугольного сечения на ребро с произвольно выбранным шагом, в единичном и мелкосерийном производстве и повышение качества катушек.
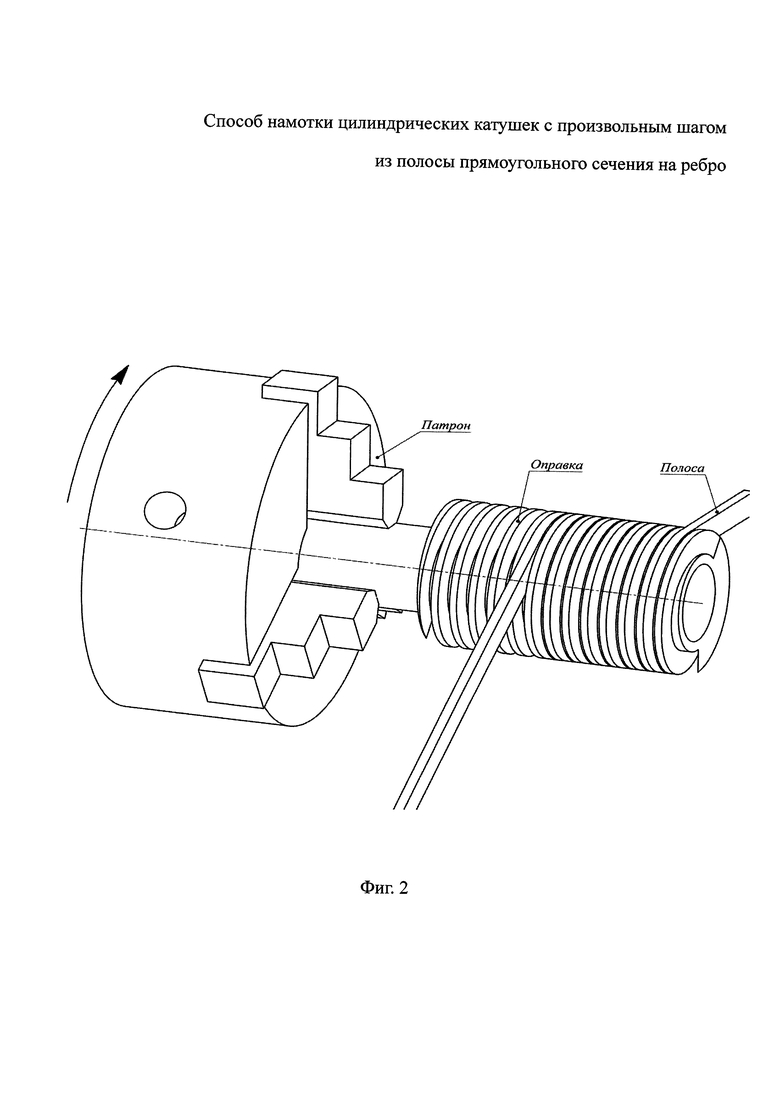
Способ поясняется чертежами. На фиг. 1 показан общий вид оправки для намотки, на фиг. 2 представлена иллюстрация процесса намотки.
Способ осуществляется следующим образом.
Заготовку для изготовления оправки закрепляют на токарном станке, протачивают до необходимого наружного диаметра и нарезают резьбу прямоугольного профиля с необходимым шагом p и внутренним диаметром резьбы d, с высотой профиля, равной высоте сечения b полосы. Так как в процессе намотки сечение полосы принимает форму трапеции, нижнее основание которой больше начальной ширины a, то во избежание заклинивания катушки в резьбе ширину впадины резьбы выполняют на 10…20% больше ширины сечения полосы a. Для удобства закрепления в патроне на конце оправки может быть выполнен цилиндрический хвостовик.
Полученную оправку закрепляют на токарном или намоточном станке, укладывают начало полосы во впадину резьбы и закрепляют на оправке.
Оправку приводят во вращение и навивают полосу прямоугольного сечения шириной a и высотой b, направляя ее по винтовому каналу резьбы. Полосу при навивке удерживают вручную или с применением механизмов натяжения, при этом боковые стенки впадины резьбы предотвращают поворот сечения полосы.
После намотки начало и конец навитой катушки удерживают так, чтобы катушка не поворачивалась вместе с оправкой, и, вращая оправку, свинчивают с нее катушку.
Если материал полосы обладает высокой упругостью или полоса при намотке находится под натяжением, то в навитой катушке возникают внутренние напряжения, которые стремятся «раскрутить» катушку, в результате чего увеличивается ее внутренний диаметр и уменьшается число витков. Чтобы избежать этого, конец катушки закрепляют на оправке и катушку вместе с оправкой подвергают термообработке для снятия внутренних напряжений. После чего свинчивают катушку с оправки.
Способ применялся при изготовлении электрических катушек трансформаторов и реакторов на ПАО "Электромеханика", г. Ржев.
Пример 1. Вторичная обмотка высоковольтного трансформатора осциллятора ОСППЗ-350 состоит из левой и правой катушек с внутренним диаметром d=58 мм. Для изготовления катушек использовался медный провод прямоугольного сечения с размерами a=5,3 мм и b=14 мм. Катушка содержит 11,5 витков, намотанных на ребро с шагом p=10 мм. Для осуществления способа были изготовлены две оправки с левой и правой резьбой с шагом резьбы p=10 мм, с шириной впадин 6,2 мм, высотой профиля 14 мм, с внутренним диаметром резьбы d=58 мм.
Пример 2. Обмотка сглаживающего реактора состоит из двух одинаковых катушек с внутренним диаметром d=65 мм. Для изготовления катушек использовался медный провод прямоугольного сечения с размерами a=4 мм и b=11,2 мм. Катушка содержит 10 витков, намотанных на ребро с шагом p=8 мм. Для осуществления способа была изготовлена оправка с шагом резьбы p=8 мм, с шириной впадин 4,8 мм, высотой профиля 11,2 мм, с внутренним диаметром резьбы d=65 мм.
В результате применения способа были изготовлены катушки высокого качества, а также значительно снижена трудоемкость и себестоимость изготовления осциллятора.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| Технологический комплекс для производства изделий дренажных систем и водоотведения | 2022 |
|
RU2818201C1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОЗАТЯГИВАЮЩИХСЯ СТРОПОВ ИЗ КОЛЬЦЕВОГО ЖГУТА | 1994 |
|
RU2101118C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СПИРАЛЕЙ | 1971 |
|
SU290330A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК ИНДУКТИВНОСТИ | 2014 |
|
RU2577322C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРУЖИН | 1992 |
|
RU2008121C1 |
| Способ изготовления пружин с некруглым профилем витка | 1992 |
|
SU1811429A3 |
| Оправка для навивки пружин и пружинных деталей | 1980 |
|
SU910291A1 |

Изобретение относится к электротехнике. Технический результат состоит в снижении трудоемкости изготовления и повышении качества. Полосу прямоугольного сечения шириной a и высотой b навивают на вращающуюся цилиндрическую оправку. На поверхности оправки выполнен винтовой канал в виде прямоугольной резьбы с шириной впадин (1,1…1,2)a, высотой профиля, равной высоте сечения b полосы, с внутренним диаметром, равным внутреннему диаметру d катушки, и с шагом, равным шагу p катушки. Начало полосы укладывают во впадину резьбы и закрепляют на оправке. Оправку приводят во вращение и навивают полосу на ребро, направляя ее по винтовому каналу резьбы. Начало и конец навитой катушки удерживают так, чтобы она не поворачивалась вместе с оправкой, и, вращая оправку, свинчивают с нее катушку. 2 ил.
Способ намотки цилиндрических катушек с произвольным шагом из полосы прямоугольного сечения на ребро, заключающийся в навивке полосы прямоугольного сечения шириной a и высотой b на вращающуюся цилиндрическую оправку, отличающийся тем, что на поверхности оправки выполнен винтовой канал, представляющий собой прямоугольную резьбу с шириной впадин (1,1…1,2)a, высотой профиля, равной высоте сечения b полосы, с внутренним диаметром, равным внутреннему диаметру d катушки, и с шагом, равным шагу p катушки; начало полосы укладывают во впадину резьбы и закрепляют на оправке; оправку приводят во вращение и навивают полосу на ребро, направляя ее по винтовому каналу резьбы; начало и конец навитой катушки удерживают так, чтобы она не поворачивалась вместе с оправкой, и, вращая оправку, свинчивают с нее катушку.
| RU 2003138031 A, 10.06.2005 | |||
| Устройство для намотки полосового провода на ребро при изготовлении электрических катушек | 1976 |
|
SU660107A1 |
| 0 |
|
SU279801A1 | |
| Катушка индуктивности | 1984 |
|
SU1164793A1 |
| Способ изготовления бескаркасных катушек | 1978 |
|
SU792325A1 |
| Способ получения безводного фосфата галия | 1978 |
|
SU715475A1 |
| US 2939506 A, 07.06.1960. | |||

