Изобретение относится к порошковой металлургии, в частности к способам индукционного спекания длинномерных изделий, преимущественно фильтрующих трубо
Целью изобретения является повышение качества изделий и увеличение производительности труда.
Способ индукционного спекания длинномерных изделий заключается в том, что поочередный зонный нагрев ведут по всей длине заготовки с последовательным включением отдельных секций индуктора таким образом, чтобы включенные секции равномерно чередовались с выключенными.
Участки заготовки, охватываемые включенными секциями индуктора, разогреваются до температуры спекания, а те зоны, которые охвачены выключенными секциями, остаются.относительно
холодными. Их температура не превышает 0,3 температуры горячих участков „ После выдержки, необходимой для завершения процесса спекания горячих участков заготовок, осуществляется переключение секций индуктора
П р и м е РО Заготовку длиной 1,0 м, наружным диаметром 0,1 м, толщиной стенки 0,08 м изготавливают способом гидростатического прессования из отсевов титановой губки марки ТГ-ТВ фракции (- 0,63 + 0,18)10 м. Прессование проводят в гидростате, установленном на столе пресса ПММ-500. Давление прессования составляет 100 МПа. Заготовка герметизируется в кварцевом контейнере (внутренний диаметр 0,1б м, длина 1,2 м, толщина стенки 0,005 м) и устанавливается в индуктор (60-витковую катушку из медной водоохлаждаемой трубки) Индуктор
31526
имеет четыре включающихся секции по 15 витков каждая. В кварцевом контейнере насосом ( создают вакуум 1,0 Па Затем включают индукционный нагрев. Поочередно вкшочая и выключая отдельные секции индуктора, проводят зонное спекание длинномерной заготовки. Первоначально включается нижняя и третья снизу секции индуктора. Охваты ваемые ими участки . заготовки нагреваются до 1130°С о При этом температура участков заготовки, охватываемых невключенными секциями, состав- |ляет ОО С. После выдержки заготовки в таких условиях в течение 300 с осуществляют переключение секций индуктора. Сначала отключают работающие секции и после чего, как температура заготовки снизится до ( (120 с), подают напряжение на верхнюю и вторую снизу секции индуктора. Охватываемые ими заготовки нагреваются до ПЗО С, а температура соседних зон не превы
шает tOO С„ Включенные участки выдер- живают при 1150°С в течение 300 с. После этого нагрев выключается и вся заготовка охлаждается до 200°С в течение 600 Со Таким образом процесс зонного спекания длинномерной заго- товки завершен.
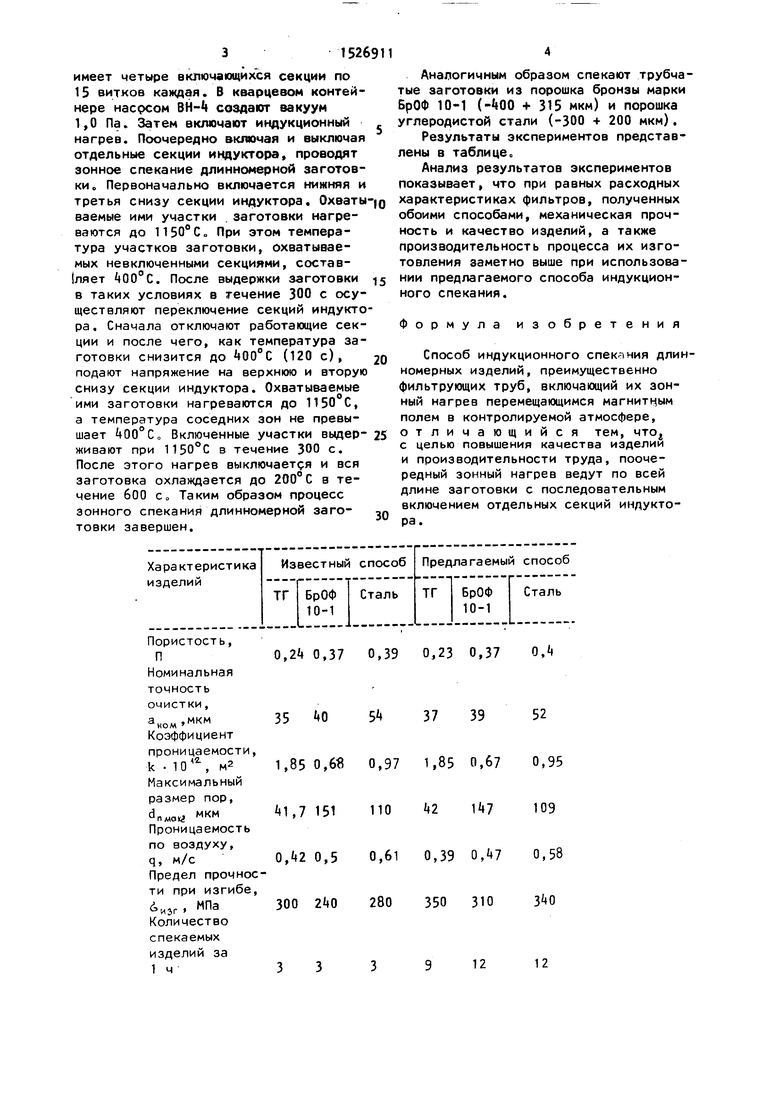
Аналогичным образом спекают трубчатые заготовки из порошка бронзы марки БрОФ 10-1 (-АОО + 315 мкм) и порошка углеродистой стали (-300 + 200 мкм),
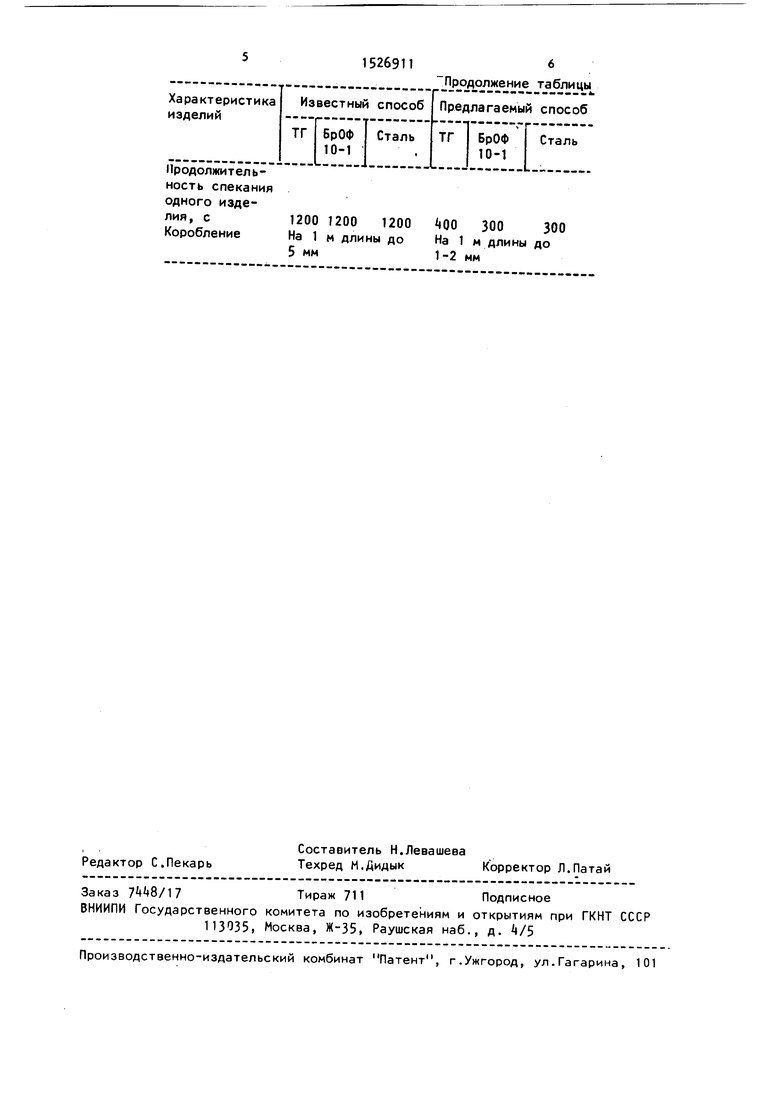
Результаты экспериментов представлены в таблице.
Анализ результатов экспериментов показывает, что при равных расходных характеристиках фильтров, полученных обоими способами, механическая прочность и качество изделий, а также производительность процесса их изготовления заметно выше при использовании предлагаемого способа индукционного спекания.
Формула изобретения
Способ индукционного спекания длинномерных изделий, преимущественно фильтрующих труб, включающий их зонный нагрев перемещающимся магнитным полем в контролируемой атмосфере, отличающийся тем, что с целью повышения качества изделии и производительности труда, поочередный зонный нагрев ведут по всей длине заготовки с последовательным включением отдельных секций индуктора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОГО ИНДУКЦИОННОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2017587C1 |
| СПОСОБ ИНДУКЦИОННОГО ГРАДИЕНТНОГО НАГРЕВА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2151201C1 |
| Способ получения трубчатых фильтров из порошков титана | 1986 |
|
SU1359076A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ СМЕСИ ПОРОШКОВ НА ОСНОВЕ ВОЛЬФРАМА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПИТАТЕЛЬ УСТРОЙСТВА | 2005 |
|
RU2305024C2 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1719161A1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА КОМПАКТИРОВАННЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1999 |
|
RU2165826C1 |
| СПОСОБ ШТУЧНОГО НАГРЕВА ЗАГОТОВОК ИЗ ФЕРРОМАГНИТНОГО МАТЕРИАЛА ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1993 |
|
RU2112328C1 |
| Способ изготовления длинномерных изделий из порошка | 1980 |
|
SU908528A1 |
| Способ создания градиента температур в заготовке перед прессованием и устройство для его осуществления | 2024 |
|
RU2831021C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2148475C1 |
Изобретение относится к области порошковой металлургии, в частности к способам индукционного спекания длинномерных изделий, преимущественно фильтрующих труб. Целью изобретения является повышение качества изделий и увеличение производительности труда. Предложенный способ заключается в том, что поочередный зонный нагрев ведут по всей длине заготовки с последовательным включением отдельных секций индуктора. Предложенный способ позволяет избежать коробление изделий, устраняет необходимость перемещения заготовки и индуктора. 1 табл.
,
А1,7 151
0, 0,5
, 300
33
0,2 0,37 0,39 0,23 0,37 0,Ц
35 itO
1,85 0,6в
912
12
912
12
1200 1200 1200 На 1 м длины до 5 мм
Продолжение таблицы
«ОС 300 300 На 1 м длины до 1-2 мм
