(21)4211022/23-33
(22)18.03.87
(46) 07.12.89.БЮЛ. № 45
(71)Специализированная проектно- конструкторская технологическая организация Росавтоматстром
(72)В.Б.Воротников
(53)666.3.022.97 (088.8)
(56)Авторское свидетельство СССР № 814757, кл. В 28 В 13/00, 1978.
(54)УСТРОЙСТВО ДЛЯ СЪЕМА КИРПИЧА С ПРЕССА И УКЛАДКИ ЕГО НА ЗАПАРОЧНУЮ ВАГОНЕТКУ
(57)Изобретение относится к области производства строительных изделий,
а именно к устройствам для съема кирпича-сырца с пресса и укладки его на запарочную вагонетку. Изобретение позволяет повысить производительность за счет увеличения загрузки вагонеток и повышения устойчивости пакета кирпичей благодаря тому, что устройство снабжено формирователем 4 слоя кирпичей, выложенным в виде рамы с толкателями 12,13, и механизмами группового В и одиночных 9,10,11 захватов, имеющими возможность разворота на 90 и 180°, при этом рама формирователя 4 слоя соединена с перегрузочной тележкой 2 посредством вертикальной телескопической направляющей 15. 1 ил.
С
(Л
ел to vi
Ki 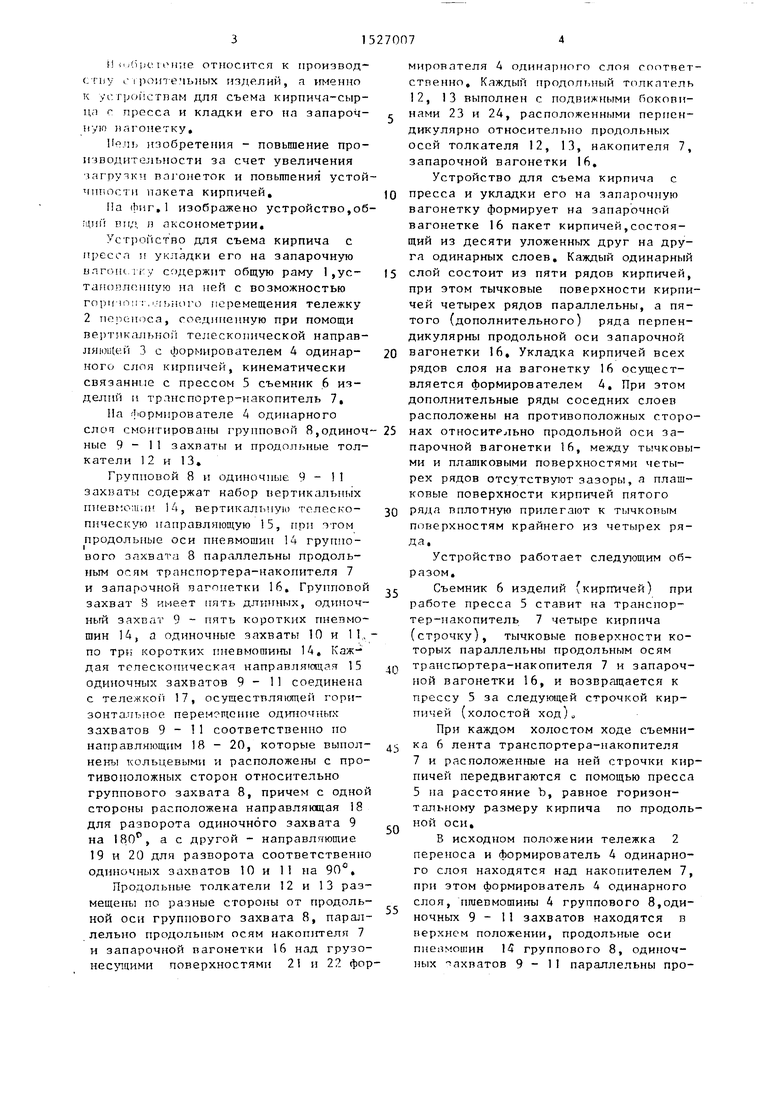
Изобретение относится к области производства строительных изделий, а именно к устройствам для съема кирпича-сырца с пресса и укладки его на запарочную вагонетку. Изобретение позволяет повысить производительность за счет увеличения загрузки вагонеток и повышения устойчивости пакета кирпичей благодаря тому, что устройство снабжено формирователем 4 слоя кирпичей, выложенным в виде рамы с толкателями 12,13, и механизмами группового 8 и одиночных 9,10,11 захватов, имеющими возможность разворота на 90 и 180°, при этом рама формирователя 4 слоя соединена с перегрузочной тележкой 2 посредством вертикальной телескопической направляющей 15. 1 ил.
f j х Х / t
И i ; ,ipe I iMine относится к производ- CTijy L-I роитечьиых изделий, a к устройстпам для съема кирпича-сыр- цп с пресса и кладки его на запарочную нагонетку,
Поль изобретения - повышение производительности за счет увеличения магруякт вагонеток и повытения устой чпиости пакета кирпичей,
Па ilinr.l изображено устройство,общий ви/, н аксонометрии,
Устройство для съема кирпича с п)сссп и укладки его на запарочную Бnront, 1 гу содержит общую раму 1 ,ус- таиоилеииую на ией с возможностью гори )01Г , 1,г, ьиого перемещения тележку 2 iifiixiiioca, соединеиную при помощи вертпкалыюГ телескопической направ- ляплДей 3 с формирователем 4 одинарного слоя кирпичей, кинематически связанние с прессом 5 съемник 6 изделий и трл гспортер-накопитель 7,
На юрмирователе 4 одинарного слоя смонтированы групповой 8,одиночные 9-11 захваты и продольные толкатели 12 и 13
Групповой 8 и одиночные 9-11 захваты содержат набор вертикальных пиевмсмиин 14, вертикальную телескопическую направляющую 15, при ITOM продольные оси пневмошин 14 группового захвата 8 параллельны продольным осям транспортера-накопителя 7 и запарочной вагонетки 16, Групповой захват 8 имеет пять длинных, одиноч- ньй захват 9 - пять коротких пневмошин 14, а одиночные захваты 10 и П„ по три коротких иневмошины 14, Каждая телескопическая направляющая 15 одиночных захватов 9-11 соединена с тележкоГт 17, осуществляюдей горизонтальное перемещение одиночных захватов 9-11 соответственно по направляющим 18 - 20, которые выполнены кольцевыми и расположены с противоположных сторон относительно группового захвата 8, причем с одной стороны расположена направляющая 18 для разворота одиночного захвата 9 на 180, а с другой - направляющие 19 и 20 для разворота соответственно одиночных захватов 10 и 11 на 90°,
Продольные толкатели 12 и 13 размещены по разные стороны от продольной оси группового захвата 8, параллельно продольным осям накопителя 7 и запарочной вагонетки 16 над грузо- нес чцими поверхностями 21 и 22 формирователя 4 одинарного слоя соответственно. Каждый продолтзный толкатель 12, 13 выполнен с подвижными боковинами 23 и 24, расположенными перпендикулярно относительно продольных осой толкателя 12, 13, накопителя 7, запарочной вагонетки 16,
Устройство для съема кирпича с
пресса и укладки его на запарочную вагонетку формирует на запарочной вагонетке 16 пакет кирпичей,состоящий из десяти уложенных друг на друга одинарных слоев. Каждый одинарный
слой состоит из пяти рядов кирпичей, при этом тычковые поверхности кирпичей четырех рядов параллельны, а пятого (дополнительного) ряда перпендикулярны продольной оси запарочной
вагонетки 16, Укладка кирпичей всех рядов слоя на вагонетку 16 осуществляется формирователем 4, При зтом дополнительные ряды соседних слоев расположены на противоположных сторонах относительно продольной оси запарочной вагонетки 16, между тычковыми и платковыми поверхностями четырех рядов отсутствуют зазоры, а плаш- ковые поверхности кирпичей пятого
ряда вплотную прилегают к Т1)1чковым поверхностям крайнего из четырех ряда.
Устройство работает следующим образом,
Съемник 6 изделий (кирпичей) при работе пресса 5 ставит на транспортер-накопитель 7 четыре кирпича
(строчку), тычковые поверхности которых параллельны продольным осям
транспортера-накопителя 7 и запарочной вагонетки 16, и возвращается к прессу 5 за следующей строчкой кирпичей (холостой ход)о
При каждом холостом ходе съемника 6 лента транспортера-накопителя
7 и расположенные на ней строчки кирпичей передвигаются с помощью пресса 5 па расстояние Ь, равное горизон- тапьр ому размеру кирпича по продольной оси,
В исходном положении тележка 2 переноса и формирователь 4 одинарного слоя находятся над накопителем 7, при зтом формирователь 4 одинарного слоя, пшевмошины 4 группового 8,одиночных 9-11 захватов находятся в верхнем положении, продольные оси пневмошин 14 группового 8, одиночных захватов 9-11 параллельны про
долтчиоГ оси накопителя 7, толкатели 12 и 13 и их боковшгы 23 и 24 ялхо- длтсл в раздпинутых относительно продольной оси накопителя 7 положениях,
/1ля формирова гия одинарного слоя съемником 6 укладывается на накопитель 7 необходимое число строчек кирпичей.
При прохождении первой строчки кирпичей одинарного слоя (i I, 2, ..., Ю) под пневмошинами 14 ади- ночного захвата 9 и второй строчки кирпичей i-ro слоя (i 1, 3, 5, 7) под пневмошинами 14 одиночных захватов 10 и II пневмошины 14 с помощью вертикапьных телескопических направляющих 15 опускаются на транспортер накопитель 7, При нахождении пневмо- шин 14 одиночных захватов9 - I1 на накопителе 7 в них подается сжатый воздух, и пневмошины 14 поднимаются в исходное состояние. При этом в пневмошинах 14 одиночного захвата 9 находится четыре, а в пневмошинах 14 одиночных захватов 10 и II - по два кирпича. Далее продолжается укладка следующих строчек кирпичей.При этом с помощью тележек 17 одиночные захваты 9-11 перемещаются соответственно по направляющим 18 - 20 формирователя 4 одинарного слоя,причем при i 1, 3, 5, 7, 9 одиночный захват 9 перемещается по направляющей 18, например, в левуро, а при i 2, 4, 6, 8, 10 - в правую от исходного состояния сторону на 90 , а одиночные захваты 10 и 11 - соответственно в левую и правую стороны от исходного состояния на 90.
При завершении переме цения одиночных захватов 9 - 1I их пневмошины 14 и находящиеся в них кирпичи оказываются повернутыми на 90 от исходного состояния (т.е. тычковые поверхности кирпичей, находящихся в пневмошинах 14 одиночных захватов 9 - 11, перпендикулярны продольным осям накопит€шя 7 и запарочной вагонетки 16) и расположенными над грузо- несущтгми поверхностями 21 и 22 формирозателя 4 одинарного слоя. При этом например, при i 1, 3, 5, 7, 9 пара одиночных захватов 9 и 10 находится над грузонесущей поверхностью 21, а одиночный захват 11 - над грузонесугцей поверхностью 22, и при i 2, 4, 6, 8, 10 пара одиночных захватов
9и 11 находится над грузонесущрй поверхностью 22, а одиночный захват
10- над грузонесушей поверхностью 21.
Далее опускаются либо на грузо- несущую поверхность 21 пнепмошины
0 14 одиночных захватов 9 и 10, либо на грузонесущую поверхность 22 пневмошины 14 одиночных захватов 9 и 11. Производится выпуск воздуха из них. При этом, при i 7,8,9,10 при утол5 щенком кирпиче при выпуске воздуха из пневмошины 14 одиночных захватов 10 и II освобождается только по одному кирпичу. После выпуска воздуха пневмошины I4 одиночных захватов 9 0 11 поднимаются в исходное состояние, и одиночные захваты 9-11 возвращаются в исходное состояние.
Формула изобретения
25
Устройство для съема кирпича с пресса и укладки его на запарочную вагонетку, содержащее съемник изделий, раму, установленное на ней с
возможностью горизонтального перемещения перегрузочное устройство,механизмы с одиночным групповым захватами, толкатели кирпича,транспортер- накопитель, отличающееся
тем, что, с целью повьш1ения производительности за счет увеличения загрузки вагонеток и повышения устойчивости пакета кирпичей, оно снабжено формирователем слоя кирпичей,выполненным в виде рамы, в нижней части которой расположены направляющие для толкателей, в верхней части направляющие для механизмов с двумя одиночными и одним групповым захватами, выполненные по дуге, причем направляющие одиночных захватов расположены с противоположной стороны относительио поперечной оси рамы с обеспечением возможности разворота
захвата на 90, направляющие группо- вого захвата - с обеспечением разворота захвата на 180, при этом рама формирователя слоя соединена с перегрузочным устройством посредством
вертикальной телескопической направляющей.
