Изобретение относится к производству строительных материалов, в частности к производству кирпича.
Технология проведения термообработки кирпича-сырца требует его укладки в штабель, состоящий из четырех стенок толщиной в один кирпич с овальным контуром верхней части. Это приводит к тому, что верхние слои стенок содержат число кирпичей, уменьшающееся по мере приближения слоя к вершине штабеля. Конкретное число кирпичей в каждом слое определяет карта укладки штабеля. Чем больше верхняя часть штабеля от пирамидальной формы приближается к овальной, тем большее количество кирпичей можно разместить в штабеле, неприемлемая конфигурация штабеля вызывает резкое снижение коэффициента использования объема автоклава.
Известен комплекс для формования и штабелирования кирпича, включающий пресс, в столе которого размещена групповая пресс-форма с гнездами под кирпичи, конвейер, расположенный вдоль оси подачи кирпичей от пресса, запарочную вагонетку, съемник, обеспечивающий передачу кирпича через окно в лицевой части пресса к конвейеру, и штабелировщик, обеспечивающий передачу кирпича от конвейера к запарочной вагонетке. Гнезда пресс-формы стола пресса размещены так, что их продольные стенки параллельны конвейеру. Запарочная вагонетка и съемник размещены с возможностью перемещения вдоль конвейера, а штабелировщик - с возможностью перемещения поперек него (см. Л.М.Хавкин Технология силикатного кирпича. М.: Стройиздат, 1982 г., с.222, рис.V-1.25 Пресс фирмы «Сатклифф и Спикмен» S-S 500).
Такая компоновка комплекса предполагает перенос кирпичей, выдаваемых прессом, через окно в лицевой части пресса вдоль оси конвейера. Съемник движется вдоль конвейера. Основным недостатком компоновки является формирование полного слоя на вагонетке из отдельных групп, так как поперек ленты конвейера невозможно разместить то количество кирпичей, которое необходимо для полного слоя. Увеличение количества кирпичей в строках, одновременно выдаваемых прессом, приводит к увеличению длины группы, что вызывает образование больших уступов в контуре штабеля. Это не позволяет увеличить производительность комплекса.
Наиболее близким по технической сущности, достигаемому результату и выбранным в качестве прототипа является комплекс для формования и штабелирования кирпича, включающий пресс, в столе которого размещена групповая пресс-форма с гнездами под кирпичи, конвейер, расположенный вдоль оси подачи кирпичей от пресса, запарочную вагонетку, установленный с возможностью перемещения вдоль конвейера съемник, обеспечивающий передачу кирпича от пресса к конвейеру, и штабелировщик, обеспечивающий передачу кирпича от конвейера к запарочной вагонетке. Продольные стенки гнезд пресс-формы и путь, на котором с возможностью перемещения установлена запарочная вагонетка, размещены перпендикулярно конвейеру, причем гнезда пресс-формы размещены в четыре ряда, которые параллельны конвейеру, а в каждом ряду размещено, по крайней мере, шесть гнезд (см. п. РФ №2243891 по кл. В28В 13/04, заявл. 9.06.03, опубл. 10.01.05 «Комплекс для формования и штабелирования силикатного кирпича сырца»).
Такая компоновка комплекса позволяет получить от пресса кирпичи, сориентированные относительно конвейера и запарочной вагонетки так, что за один ход штабелировщик может отобрать с конвейера и переместить на запарочную вагонетку группу кирпичей, длина которой равна длине слоя на вагонетке. При размещении гнезд в четыре ряда пресс за один цикл работы выдает на конвейер кирпичи для формирования сразу четырех стенок на запарочной вагонетке. Увеличение числа гнезд в ряду позволяет быстрее накопить на конвейере количество кирпичей, достаточное для формирования полного слоя штабеля на вагонетке. Следовательно, такая компоновка комплекса обеспечивает повышение производительности.
Однако изготовление и монтаж комплекса, в котором жестко заданы значения углов между отдельными его элементами, в производственных условиях вызывает затруднения. Это и является недостатком комплекса.
Задачей настоящего изобретения является упрощение изготовления и монтажа комплекса.
Техническим результатом, получаемым при реализации данного изобретения, является расширение диапазона угловых параметров взаимного расположения элементов комплекса.
Указанная задача решается за счет того, что в известном комплексе для формования и штабелирования кирпича-сырца, содержащем пресс, в столе которого размещена групповая пресс-форма с гнездами под кирпичи-сырцы, конвейер для кирпича-сырца, расположенный вдоль оси подачи кирпичей-сырцов от пресса к конвейеру для кирпича сырца, запарочную вагонетку, установленный с возможностью перемещения вдоль конвейера для кирпича-сырца съемник, обеспечивающий передачу кирпича-сырца от пресса к конвейеру для кирпича-сырца, и штабелировщик, обеспечивающий передачу кирпича-сырца от конвейера для кирпича-сырца к запарочной вагонетке, согласно изобретению, продольные стенки гнезд пресс-формы и путь, на котором с возможностью перемещения установлена запарочная вагонетка, размещены под углом в пределах свыше 60°÷ менее 90° или свыше 90°÷ не более 120° к конвейеру для кирпича-сырца, при этом гнезда пресс-формы размещены в четыре ряда, которые размещены под углом в пределах свыше 0°÷ не более 10° к конвейеру для кирпича-сырца, а в каждом ряду размещено, по крайней мере, два гнезда.
Исследования, проведенные по источникам патентной и научно-технической информации, показали, что заявляемый комплекс не известен и не следует явным образом из изученного уровня техники, т.е. соответствует критериям "новизна" и "изобретательский уровень".
Комплекс может быть изготовлен на любом предприятии, специализирующемся в данной отрасли, т. к. для этого требуются известные материалы и стандартное оборудование, и широко использован при производстве кирпича, т.е. является промышленно применимым.
Выполнение комплекса в заявляемом виде позволяет упростить изготовление и монтаж комплекса в производственных условиях из-за расширения диапазона угловых параметров взаимного расположения элементов комплекса.
Изобретение поясняется чертежами, на которых представлены:
Фиг.1 Комплекс, общий вид (пунктиром показано положение вагонетки при движении штабелировщика вдоль конвейера для кирпича-сырца).
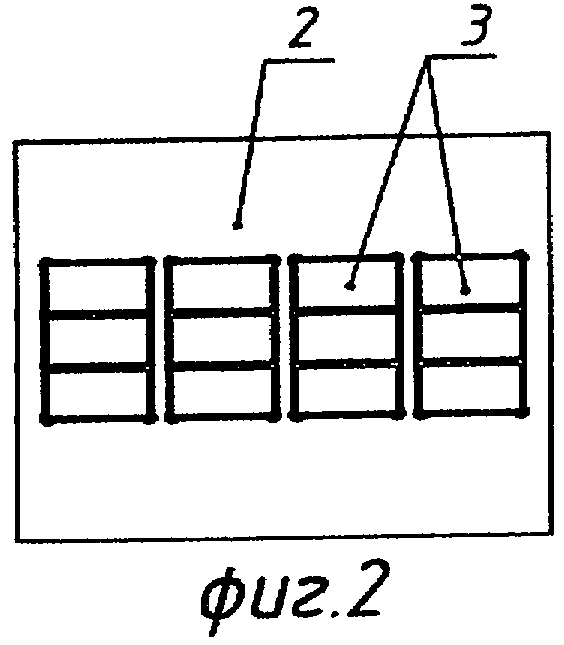
Фиг.2 Пресс-форма стола пресса, вид сверху.
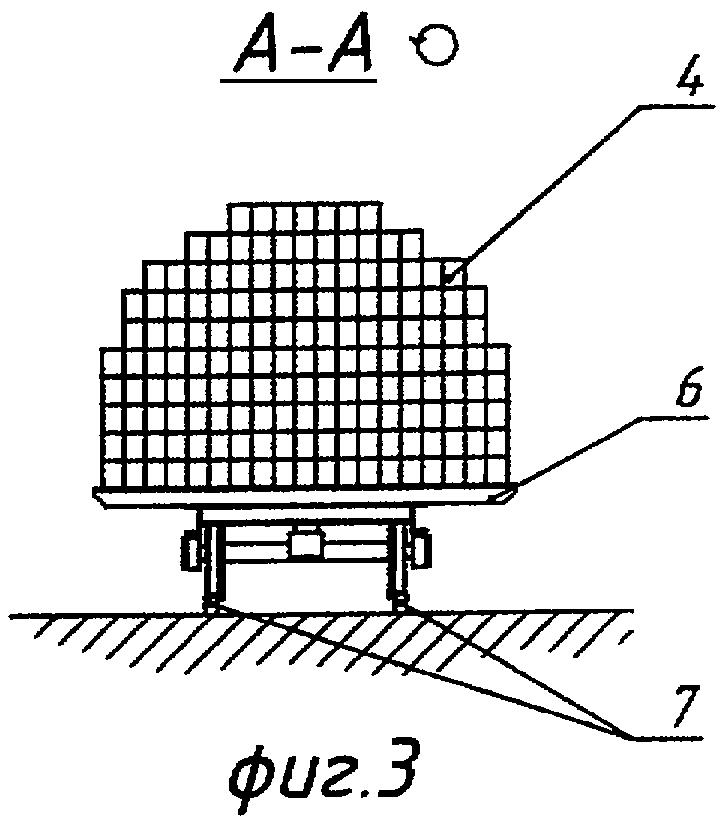
Фиг.3 Вид по А-А на фиг.1.
Комплекс для формования и штабелирования кирпича-сырца содержит гидравлический пресс 1, в столе которого размещена групповая пресс-форма 2 с гнездами 3 под кирпичи-сырцы 4. По оси подачи кирпичей-сырцов 4 от пресса 1 расположен конвейер 5 для кирпичей-сырцов 4. Комплекс включает также запарочную вагонетку 6, установленную на рельсовом пути 7; установленный с возможностью перемещения вдоль конвейера 5 для кирпичей-сырцов 4 съемник 8, обеспечивающий передачу кирпича-сырца 4 от пресса 1 к конвейеру 5 для кирпичей-сырцов 4, а также штабелировщик 9, обеспечивающий подачу кирпичей-сырцов 4 к запарочной вагонетке 6. Продольные стенки гнезд 3 пресс-формы 2 и путь 7, на котором с возможностью перемещения установлена запарочная вагонетка 6, размещены под углом α в пределах свыше 60°÷ менее 90° или свыше 90°÷ не более 120° к конвейеру 5 для кирпичей-сырцов 4. Штабелировщик 9 может быть установлен с возможностью перемещения вдоль и поперек конвейера 5 для кирпичей-сырцов 4 или с возможностью перемещения только вдоль конвейера 5 для кирпичей-сырцов 4. В первом случае вагонетка 6 размещается сбоку от конвейера 5 для кирпичей-сырцов 4, во втором случае вагонетка 6 размещается в конце конвейера 5 для кирпичей-сырцов 4. Гнезда 3 пресс-формы 2 размещены в четыре ряда, под углом в пределах свыше 0°÷ не более 10° к конвейеру 5 для кирпичей-сырцов 4. В каждом ряду размещено не менее двух гнезд. Компактно разместить на столе пресса 1 большое количество гнезд 3 пресс-формы 2 позволяет ориентация гнезд 3 длинной стороной вдоль длинной стороны стола пресса 1. Такое положение гнезд 3 позволяет разместить четыре ряда например по 6-12 гнезд 3, что обеспечивает выдачу 24-48 кирпичей-сырцов 4 за один цикл работы пресса 1.
Комплекс работает следующим образом.
Пресс-форма стола пресса 1 заполняется формовочной смесью при помощи перемещающегося возвратно-поступательно над пресс-формой бункера смеси (на чертежах не показан). После цикла формования пресс 1 выталкивает из пресс-формы 2 группу кирпичей-сырцов 4, расположенных под углом α, например 86°, к конвейеру 5 для кирпичей-сырцов 4. Группа кирпичей-сырцов 4 включает четыре ряда, расположенных под углом, например 3°, к конвейеру 5 для кирпичей-сырцов. Каждый из этих рядов состоит, например, из 6-12 штук. Съемник 8, соединенный с прессом 1, снимает со стола пресса 1 сразу все кирпичи-сырцы 4 группы, зажимая их захватами за тычки, и при переносе сплачивает их, располагая с одинаковым зазором между ними. Ось подачи кирпичей-сырцов 4 съемником 8 от пресса 1 примерно совпадает с продольной осью конвейера 5 для кирпича-сырца 4. Кирпичи-сырцы 4 устанавливаются съемником 8 на конвейер 5 для кирпичей-сырцов 4, выполняющий функцию накопителя. Захваты освобождают кирпичи-сырцы 4, а съемник 8 возвращается для повторного цикла. При возврате съемника 8 к прессу 1 за следующей группой кирпичей-сырцов 4 конвейер 5 для кирпичей-сырцов 4 перемещается на шаг, равный длине группы, увеличенный на небольшой гарантийный зазор. После 2-3 циклов на конвейере 5 для кирпичей-сырцов 4 набирается такое количество строк кирпичей-сырцов 4, какое необходимо для полного слоя на запарочной вагонетке 6, причем эти строки включают по четыре кирпича-сырца 4, что позволяет формировать сразу четыре стенки штабеля на вагонетке 6. За счет перемещения штабелировщика 9 вдоль конвейера 5 для кирпичей-сырцов 4 устанавливают штабелировщик 9 в такое положение, которое обеспечивает захват полного слоя для вагонетки 6. Затем, в случае размещения вагонетки 6 сбоку от конвейера 5 для кирпичей-сырцов 4, штабелировщик 9 перемещают поперек конвейера 5 для кирпичей-сырцов 4 и он устанавливает полный слой на запарочную вагонетку 6. В случае размещения вагонетки 6 в конце конвейера 5 для кирпичей-сырцов 4, штабелировщик 9 перемещают только вдоль конвейера 5 при переносе полного слоя на запарочную вагонетку 6. За время движения штабелировщика 9 к вагонетке 6 на конвейере 5 для кирпичей-сырцов 4 образуется новая группа кирпичей-сырцов 4. Из этой группы штабелировщик 9 отбирает новый очередной слой для вагонетки 6. Причем количество строк кирпичей-сырцов 4 в группе зависит от положения слоя в штабеле.
Таким образом, заявляемый комплекс, обеспечивая формирование штабеля из полных слоев, быстро накапливающихся на конвейере из-за большого количества кирпичей одновременно выдаваемых прессом, позволяет резко повысить производительность комплекса, обеспечить формование штабеля с овальной формой верхней части, а за счет расширения диапазона угловых параметров взаимного расположения элементов комплекса облегчает изготовление и монтаж комплекса в производственных условиях.
Изобретение относится к производству строительных материалов, в частности к производству кирпича. Техническим результатом изобретения является облегчение изготовления и монтажа комплекса в производственных условиях за счет расширения диапазона угловых параметров взаимного расположения элементов комплекса. Комплекс для формования и штабелирования кирпича-сырца содержит пресс, в столе которого размещена групповая пресс-форма с гнездами под кирпичи-сырцы, конвейер для кирпича-сырца, расположенный вдоль оси подачи кирпичей-сырцов от пресса к конвейеру для кирпичей-сырцов, запарочную вагонетку, установленный с возможностью перемещения вдоль конвейера для кирпичей-сырцов съемник, обеспечивающий передачу кирпича-сырца от пресса к конвейеру для кирпичей-сырцов, и штабелировщик, обеспечивающий передачу кирпича-сырца от конвейера для кирпича-сырца к запарочной вагонетке. Продольные стенки гнезд пресс-формы и путь, на котором с возможностью перемещения установлена запарочная вагонетка, размещены под углом в пределах свыше 60° ÷ менее 90° или свыше 90° ÷ не более 120° к конвейеру для кирпича-сырца. Причем гнезда пресс-формы размещены в четыре ряда, которые размещены под углом в пределах свыше 0° ÷ не более 10° к конвейеру для кирпича-сырца, а в каждом ряду размещено, по крайней мере, два гнезда. 3 ил.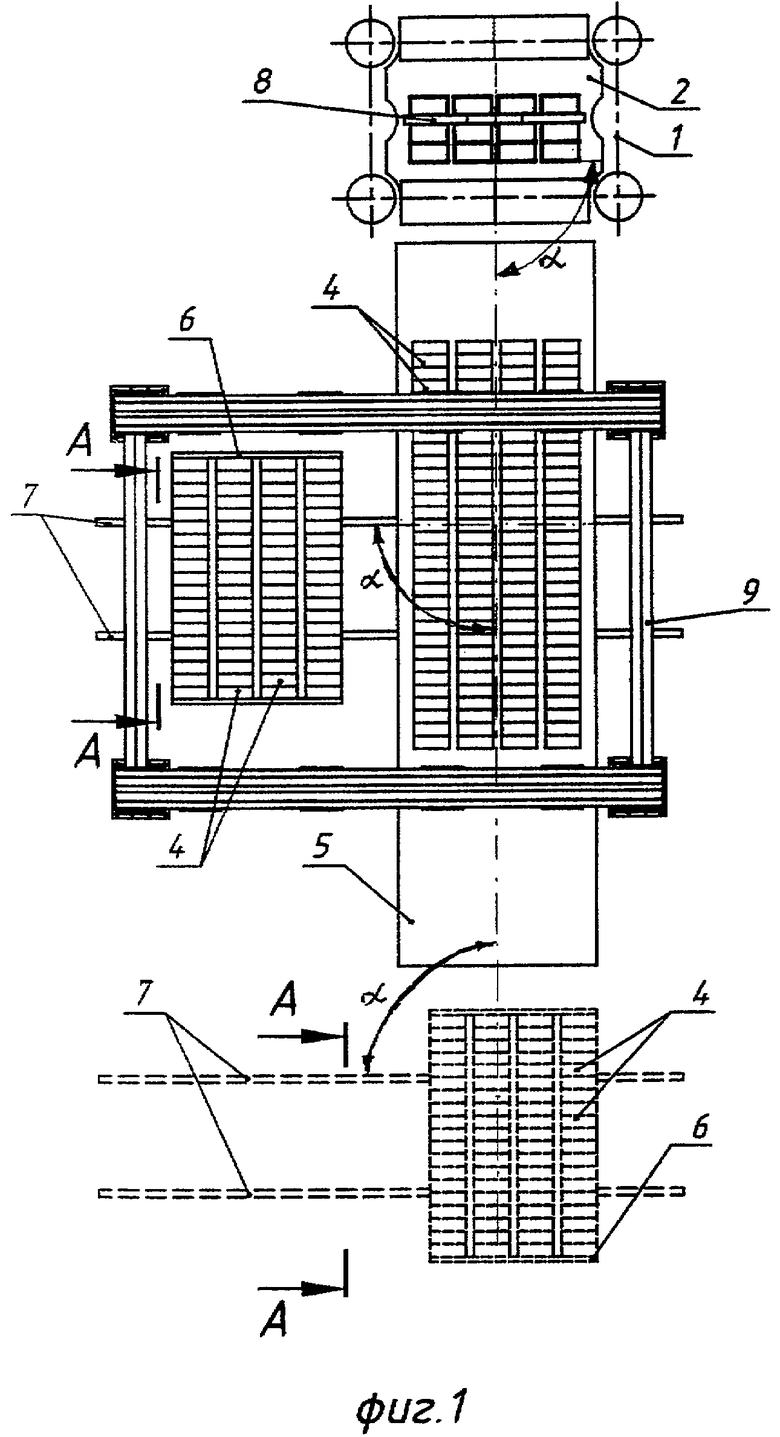
Комплекс для формования и штабелирования кирпича-сырца, содержащий пресс, в столе которого размещена групповая пресс-форма с гнездами под кирпичи-сырцы, конвейер для кирпича-сырца, расположенный вдоль оси подачи кирпичей-сырцов от пресса к конвейеру для кирпичей-сырцов, запарочную вагонетку, установленный с возможностью перемещения вдоль конвейера для кирпичей-сырцов съемник, обеспечивающий передачу кирпича-сырца от пресса к конвейеру для кирпичей-сырцов, и штабелировщик, обеспечивающий передачу кирпича-сырца от конвейера для кирпича-сырца к запарочной вагонетке, отличающийся тем, что продольные стенки гнезд пресс-формы и путь, на котором с возможностью перемещения установлена запарочная вагонетка, размещены под углом в пределах свыше 60 ÷ менее 90° или свыше 90 ÷ не более 120° к конвейеру для кирпича-сырца, причем гнезда пресс-формы размещены в четыре ряда, которые размещены под углом в пределах свыше 0 ÷ не более 10° к конвейеру для кирпича-сырца, а в каждом ряду размещено, по крайней мере, два гнезда.
| КОМПЛЕКС ДЛЯ ФОРМОВАНИЯ И ШТАБЕЛИРОВАНИЯ СИЛИКАТНОГО КИРПИЧА-СЫРЦА | 2003 |
|
RU2243891C1 |
| ГИДРАВЛИЧЕСКАЯ ПЕРЕДАЧА | 1932 |
|
SU38672A1 |
| Автомат для съема силикатного кирпича со стола формовочного пресса и укладки его на автоклавную вагонетку | 1959 |
|
SU131657A1 |
| Устройство для перегрузки сырых кирпичей с формовочного стола пресса на вагонетки пропарочной камеры | 1950 |
|
SU109610A1 |
| DE 19654144 A1, 03.07.1997. | |||

