////////////////////У////////////////////////////////////////
фигЗ
перемещения телескопических направляющих 11, дополнительно введены измерительные преобразователи плотности кирпича, размещенные в щечных захватах съемника 2, очистители, каждый из которых снабжен клапаном подачи вакуума, телескопической направляющей 27 с приводом 28 ее перемещения, желобы, каждый из которых снабжен внутренними пневмошинами и клапанами подачи сжатого воздуха в пневмошины, укладчики каждый из которых снабжен телескопической направляющей 43 с приводом 44 ее перемещения, парой внутренних пнев- моупоров 4, клапаном 46 подачи сжатого
воздуха в пневмоупоры при наличии управляющих сигналов со схемы управления, съемник-укладчик 47 со щечным захватом 48 и клапаном 49 подачи сжатого воздуха в щечный захват 48, транспортер-питатель 50 с приводом 51 перемещения ленты и приводом перемещения транспортера-питателя 50, тележку 53 перпендикулярного и тележку 54 параллельного относительно продольной оси транспортера-накопителя 8 передвижения. Тележка 53 снабжена приводом 55, а тележка 54 - приводом 56, сквозной прорезью и направляющими. 4 з.п. ф-лы, 8 ил.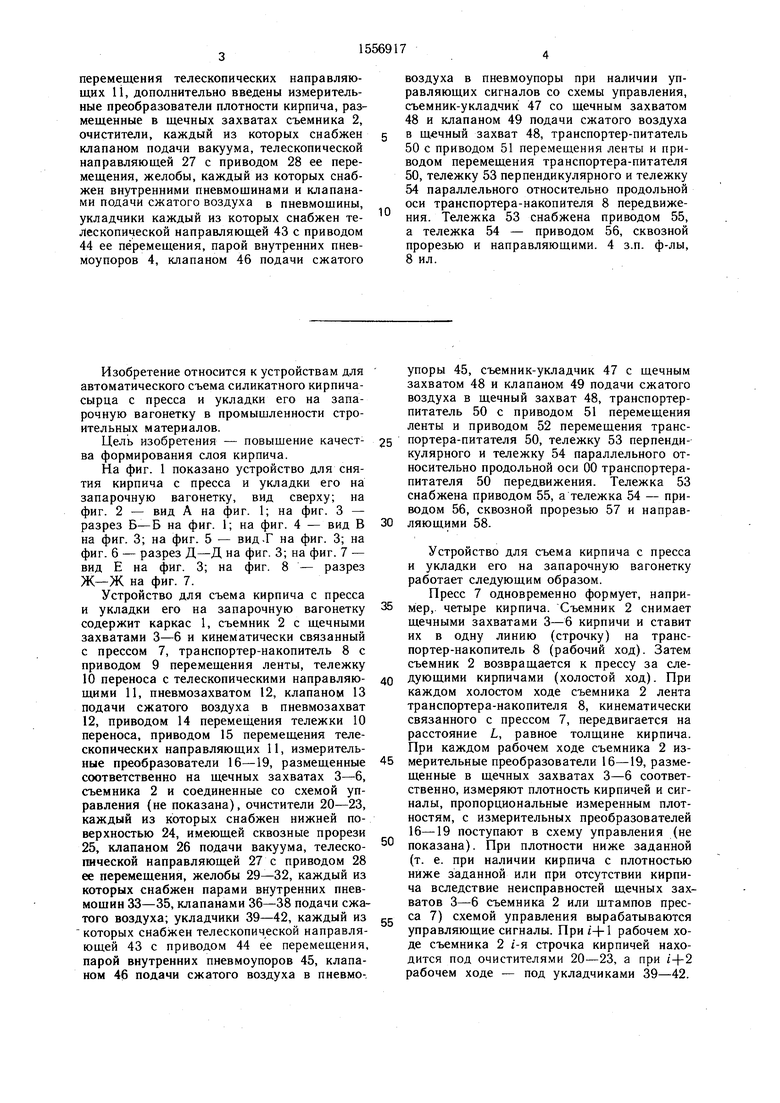
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для съема кирпича с пресса и укладки его на запарочную вагонетку | 1987 |
|
SU1527007A1 |
| Устройство для управления автоматом-укладчиком силикатного кирпича | 1987 |
|
SU1529178A1 |
| Устройство для управления автоматом укладки кирпича | 1987 |
|
SU1560711A1 |
| Устройство для съема кирпича с прессаи уКлАдКи ЕгО HA зАпАРОчНую ВАгОНЕТКу | 1978 |
|
SU814757A1 |
| Устройство автоматического управления автоматом для укладки кирпича | 1988 |
|
SU1648779A1 |
| Агрегат для брикетирования штучных изделий | 1976 |
|
SU653136A1 |
| УСТРОЙСТВО для СЪЕМА КИРПИЧА-СЫРЦА С ПРЕССА И УКЛАДКИ НА ЗАПАРОЧНЫЕ ВАГОНЕТКИ | 1971 |
|
SU289929A1 |
| Укладчик-разгрузчик керамических изделий | 1988 |
|
SU1698068A1 |
| УКЛАДЧИК КИРПИЧА НА ПЕЧНЫЕ ВАГОНЕТКИ | 1973 |
|
SU375193A1 |
| Способ формирования группы кирпичей и устройство для его осуществления | 1980 |
|
SU960021A1 |
Изобретение относится к устройствам для автоматического съема силикатного кирпича-сырца с пресса и укладки его на запарочную вагонетку в промышленности строительных материалов. Целью изобретения является повышение качества формирования слоя кирпича. В устройство, содержащее каркас 1, съемник 2 со щечными захватами, кинематически связанный с прессом 7, транспортер-накопитель 8 с приводом 9 перемещения ленты, тележку переноса 10 с телескопическими направляющими 11, пневмозахват 12, клапан 13 подачи сжатого воздуха в пневмозахват 12, привод 14 перемещения тележки переноса 10, привод 15 перемещения телескопических направляющих 11, дополнительно введены измерительные преобразователи плотности кирпича, размещенные в щечных захватах съемника 2, очистители, каждый из которых снабжен клапаном подачи вакуума, телескопической направляющей 27 с приводом 28 ее перемещения, желобы, каждый из которых снабжен внутренними пневмошинами и клапанами подачи сжатого воздуха в пневмошины, укладчики, каждый из которых снабжен телескопической направляющей 43 с приводом 44 ее перемещения, парой внутренних пневмоупоров, клапаном 46 подачи сжатого воздуха в пневмоупоры 45 при наличии управляющих сигналов со схемы управления, съемник-укладчик 47 со щечным захватом 48 и клапаном 49 подачи сжатого воздуха в щечный захват 48, транспортер-питатель 50 с приводом 51 перемещения ленты и приводом перемещения транспортера-питателя 50, тележку 53 перпендикулярного и тележку 54 параллельного относительно продольной оси транспортера-накопителя 8 передвижения. Тележка 53 снабжена приводом 55, а тележка 54 - приводом 56, сквозной прорезью и направляющими. 4 з.п.ф-лы, 8 ил.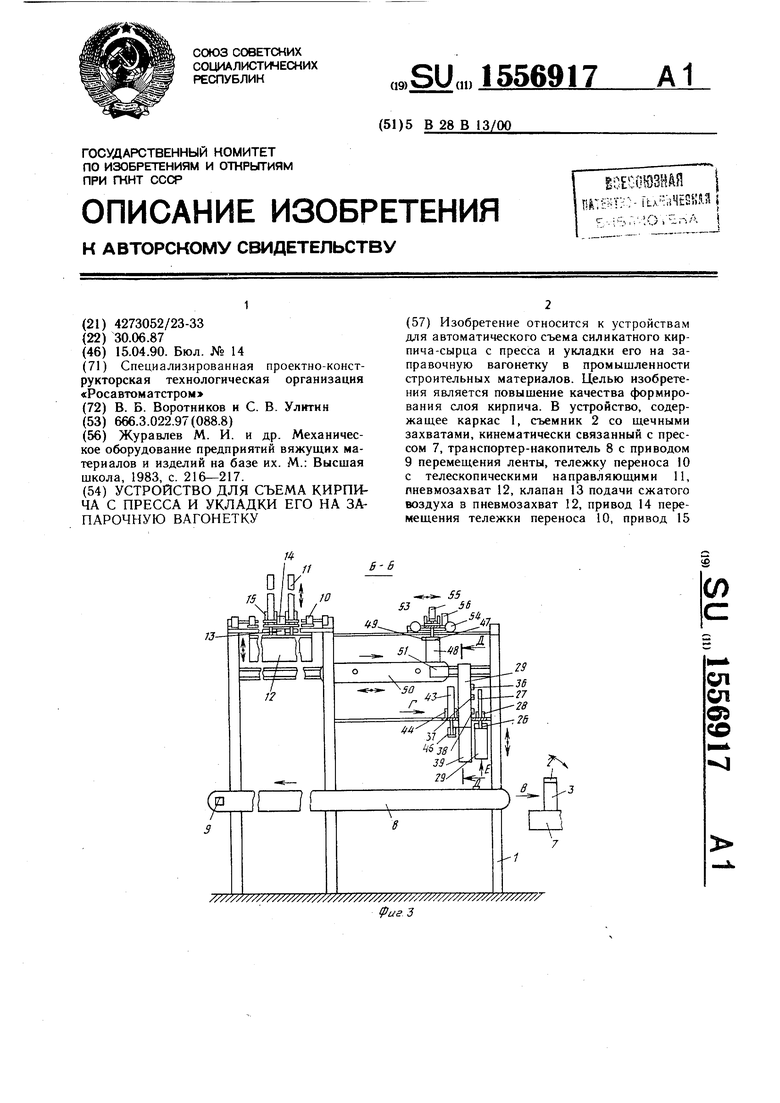
Изобретение относится к устройствам для автоматического съема силикатного кирпича- сырца с пресса и укладки его на запарочную вагонетку в промышленности строительных материалов.
Цель изобретения - повышение качества формирования слоя кирпича.
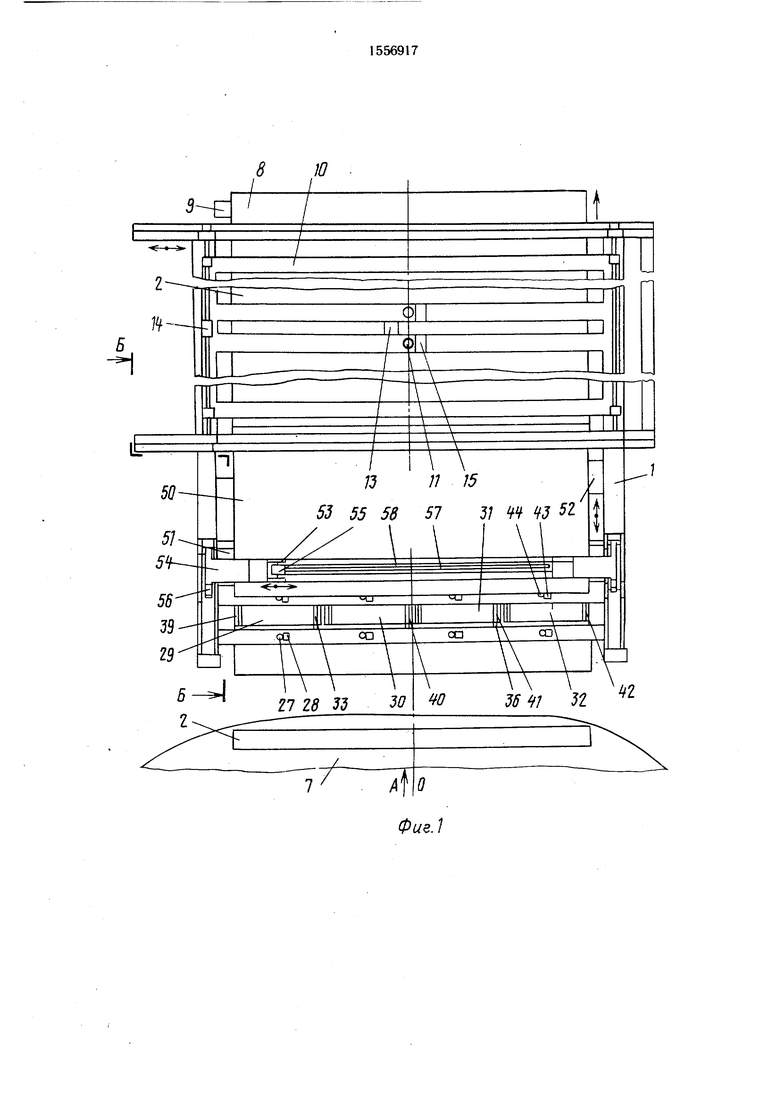
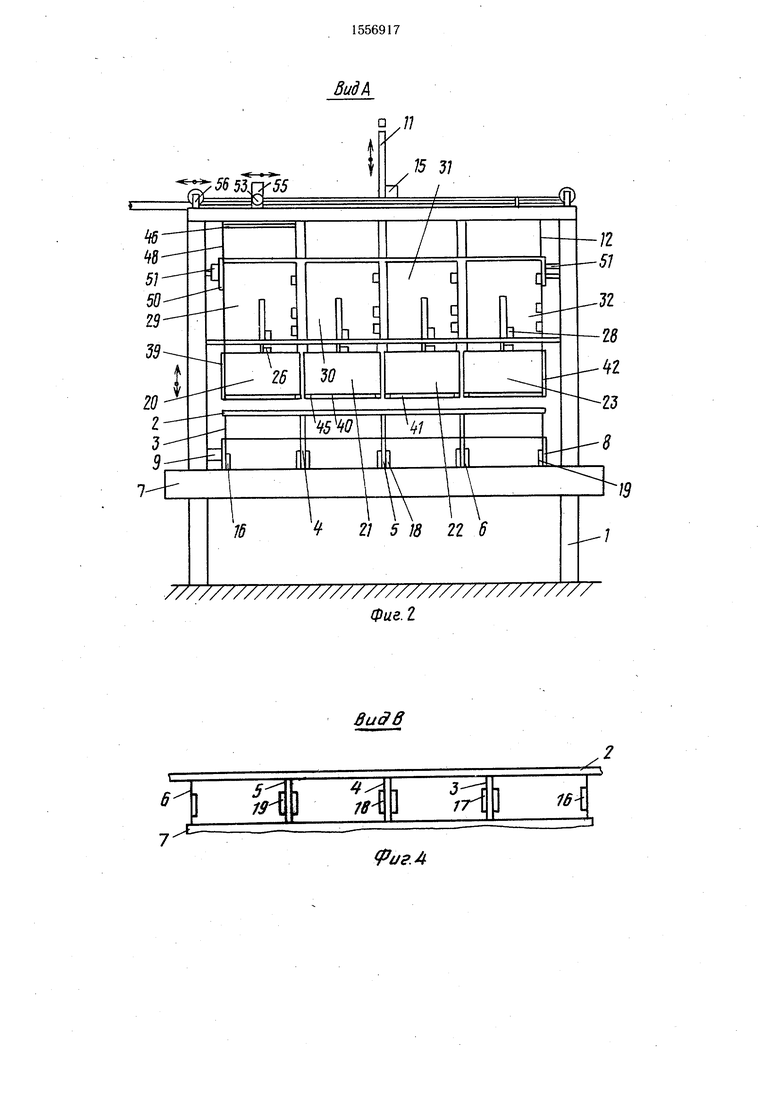
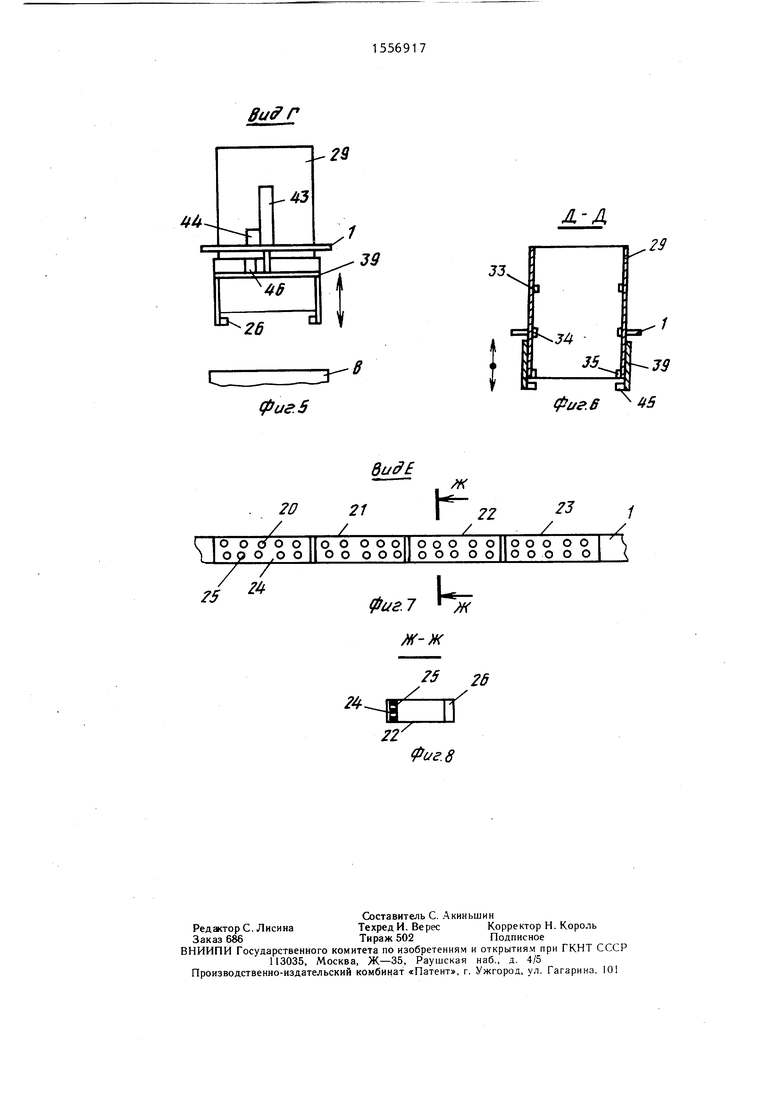
На фиг. 1 показано устройство для снятия кирпича с пресса и укладки его на запарочную вагонетку, вид сверху; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 3; на фиг. 5 - вид-Г на фиг. 3; на фиг. 6 - разрез Д-Д на фиг 3; на фиг. 7 - вид Е на фиг. 3; на фиг. 8 - разрез Ж-Ж на фиг. 7.
Устройство для съема кирпича с пресса и укладки его на запарочную вагонетку содержит каркас 1, съемник 2 с щечными захватами 3-6 и кинематически связанный с прессом 7, транспортер-накопитель 8 с приводом 9 перемещения ленты, тележку 10 переноса с телескопическими направляющими 11, пневмозахватом 12, клапаном 13 подачи сжатого воздуха в пневмозахват 12, приводом 14 перемещения тележки 10 переноса, приводом 15 перемещения телескопических направляющих 11, измерительные преобразователи 16-19, размещенные соответственно на щечных захватах 3-6, съемника 2 и соединенные со схемой управления (не показана), очистители 20-23, каждый из которых снабжен нижней поверхностью 24, имеющей сквозные прорези 25, клапаном 26 подачи вакуума, телескопической направляющей 27 с приводом 28 ее перемещения, желобы 29-32, каждый из которых снабжен парами внутренних пнев- мошин 33-35, клапанами 36-38 подачи сжатого воздуха; укладчики 39-42, каждый из которых снабжен телескопической направляющей 43 с приводом 44 ее перемещения, парой внутренних пневмоупоров 45, клапаном 46 подачи сжатого воздуха в пневмоупоры 45, съемник-укладчик 47 с щечным захватом 48 и клапаном 49 подачи сжатого воздуха в щечный захват 48, транспортер- питатель 50 с приводом 51 перемещения ленты и приводом 52 перемещения транс5 портера-питателя 50, тележку 53 перпендикулярного и тележку 54 параллельного относительно продольной оси 00 транспортера- питателя 50 передвижения. Тележка 53 снабжена приводом 55, а тележка 54 - приводом 56, сквозной прорезью 57 и направ0 ляющими 58.
Устройство для съема кирпича с пресса и укладки его на запарочную вагонетку работает следующим образом.
Пресс 7 одновременно формует, напри5 мер, четыре кирпича. Съемник 2 снимает щечными захватами 3-6 кирпичи и ставит их в одну линию (строчку) на транспортер-накопитель 8 (рабочий ход). Затем съемник 2 возвращается к прессу за сле0 дующими кирпичами (холостой ход). При каждом холостом ходе съемника 2 лента транспортера-накопителя 8, кинематически связанного с прессом 7, передвигается на расстояние L, равное толщине кирпича. При каждом рабочем ходе съемника 2 из5 мерительные преобразователи 16-19, размещенные в щечных захватах 3-6 соответственно, измеряют плотность кирпичей и сигналы, пропорциональные измеренным плотностям, с измерительных преобразователей 16-19 поступают в схему управления (не
0 показана). При плотности ниже заданной (т. е. при наличии кирпича с плотностью ниже заданной или при отсутствии кирпича вследствие неисправностей щечных захватов 3-6 съемника 2 или штампов пресса 7) схемой управления вырабатываются управляющие сигналы. При i+ рабочем ходе съемника 2 i-я строчка кирпичей находится под очистителями 20-23, а при /+2 рабочем ходе - под укладчиками 39-42.
При наличии управляющих сигналов со схемы управления о наличии в t-й строчке кирпича с плотностью ниже заданной соответствующие очистители 20-23 при рабочем ходе съемника 2 опускаются с помощью телескопической направляющей 27 и привода 28 ее перемещения на ленту транспортера-накопителя 8. Одновременно с помощью клапана 26 внутри соответствующего очистителя 20-23 образуется разрежение (вакуум). При опускании очистителей 20- 23 нижняя поверхность 24 своими сквозными прорезями 25 производит разрушение (разрезание) кирпича (или его остатков). Все остатки кирпича поступают внутрь очистителей 20-23 и в результате разрежения уносятся в систему пылеосаждения (не показано). Таким образом лента транспортера-накопителя 8 освобождается от кирпичей, плотность которых ниже заданной, и от остатков кирпичей, разрушившихся при укладке вследствие неисправности щечных захватов 16-19 или штампов пресса 7.
После укладки на транспортер-накопитель 8 К строчек кирпичей, где К - количество строчек кирпичей, умещающихся на ленте транспортера-питателя 50 и определяемое конструкцией транспортера-питателя 50 при К+1 рабочем ходе съемника 2, лента транспортера-накопителя 8 с помощью привода 9 по сигналам схемы управления перемещается к тележке 10 переноса. Одновременно опускается с помощью телескопических направляющих 11 и привода 15 их перемещения пнев- мозахват 12. При нахождении К строчек кирпичей в пневмозахвате 12 в него с помощью клапана 13 подается сжатый воздух и пневмозахват 12 с К строчками кирпича поднимается с ленты транспортера-накопителя 8 в исходное (верхнее) положение. После этого транспортер-питатель 50 с помощью привода 52 перемещается под пневмозахват 12. При нахождении транспортера- питателя 50 под пневмозахватом 12 сжатый воздух выпускается и транспортер-питатель 50 с К строчками кирпичей возвращается в исходное положение.
Данные о наличии кирпичей в каждом из К строчек запоминаются схемой управления. При нахождении транспортера-питателя 50 в исходном положении тележка 53 перпендикулярного передвижения с помощью привода 55 перемещается по направляющим 58 тележки 54 параллельного передвижения над желобами 29-32 в положение, при котором съемник укладчик 47 с щечным захватом 48, перемещаясь в сквозной прорези 57 тележки 54 параллельного передвижения, находится напро тив кирпича, расположенного в К-й строчке на транспортере-питателе 50. После этого тележка 54 параллельного передвижения с помощью привода 56 перемещается по каркасу 1 в положение, при котором в щечный захват 48 съемника-укладчика 47 входит кирпич, расположенный в К-й строчке на транспортере-питателе 50. При этом в щечный захват 48 с помощью клапана 49 подается сжатый воздух и тележка 54 параллельного передвижения возвращается в исходное состояние. Затем щечный захват 48 с помощью тележки 53 перпендикулярного передвижения устанавливается по сигналам схемы управления над одним из желобов 29-32. В каждом желобе 29-32 имеется, например, три паQ ры внутренних пневмошин 33-35, соединенных соответственно с клапанами 36-38. Данные о количестве кирпичей, находящихся з каждом желобе 29-32 хранятся в схеме управления. При отсутствии кирпича, например, в желобе 30 и при нахождении щечною
5 захвата 48 с кирпичей над данным желобом по сигналам схемы управления клапаном 49 выпускается сжатый воздух, одновременно клапаном 36 желоба 30 подается сжатый воздух в первую пару пневмошин 33 жеQ лоба 30. При этом кирпич из щечного захвата 48 переходит в первую позицию желоба 30. После этого съемник-укладчик 47 берет следующий кирпич из К-й строчки кирпича. Одновременно клапаном 37 желоба 30 подает ся сжатый воздух во вторую пару пневмо5 шин 34 желоба 30, а клапаном 36 выпускается сжатый воздух из первой пары пневмошин 33 и кирпич из первой позиции желоба 30 переходит во вторую позицию. После этого сжатый воздух клапаном 38 по дается в третью пару пневмошин 35 желоба 30 и одновременно клапаном 37 выпускается из пары пневмошин 34, и кирпич переходит из второй в третью позицию желоба 30. Аналогично происходит перемещение кирпичей в позиции всех желобов 29-32.
При снятии щечным захватом 48 последнего кирпича из К-й строчки лента транспортера- питателя 50 с помощью привода 51 по сигналам схемы управления перемещается на расстояние L. Затем кирпичи берутся из К-1 строчки кирпича. При отсутствии
0 кирпича на транспортере питателе 50 вновь повторяется укладка К строчек кирпича. Таким образом происходит накопление целых, имеющих прочность не ниже заданной, кирпичей.
5При t+2 рабочем ходе съемника 2 кирпичи, уложенные при рабочем ходе (i-я строчка), устанавливаются под укладчиками 39-42. Последние расположение под желобами 29-32 соответственно. При наличии
0 управляющих сигналов со схемы управления об уборке из строчки, уложенной при i-м рабочем ходе съемника 2 кирпича, плотность которого была ниже заданной, при i-f-2 рабочем ходе съемника 2 в пнев- моупоры 45, например, укладчика 40 с по5 мощью клапана 46 подается сжатый воздух. Одновременно сжатый воздух с помощью клапана 38 выпускается из пневмошин 35 желоба 30 и кирпич переходит из третьей позиции желоба 30 в укладчик 40.
Затем происходит перемещение кирпичей в третью, вторую и помещение кирпича в первую позицию желоба 30. Одновременно укладчик 40 с помощью телескопической направляющей 43 и привода 44 ее переме- щения опускается на ленту транспортера- накопителя 8. Воздух выпускается из пнев- моупоров 45, и укладчик 40 возвращается в исходное положение, а кирпич остается на ленте транспортера-накопителя 8. Ана- логично работают укладчики 39, 41, 42. Таким образом на ленте транспортера-накопителя 8 формируется слой, в котором имеются все кирпичи с прочностью не ниже заданной. При завершении формирования (накопления) слоя пневмозахватом 12 слой снимается и с помощью тележки 10 переноса привода 14 ее перемещения укладывается на запарочную вагонетку.
В устройстве для съема кирпича и укладки его на запорочную вагонетку в результате введения измерительных преобразователей плотности (прочности) кирпича, размещенных в щечных захватах съемника; очистителей, выполненных в виде пустотелых параллелепипедов, нижняя поверхность которых имеет сквозные прорези, снабжен- ных клапанами подачи вакуума, телескопическими направляющими и приводами их перемещения; желобов с внутренними пнев- мошинами и клапанами подачи в них сжатого воздуха, укладчиков, снабженных внутренними пневмоупорами и клапанами подачи сжатого воздуха в них, телескопическими направляющими и приводами их перемещения, съемника-у кладчика с щечным захватом и клапаном подачи в него сжатого воздуха, соединенного с тележкой перпендикулярного передвижения, снабженной приводом и размещенной на тележке параллельного передвижения, имеющей привод сквозную прорезь и направляющие, транспортера-питателя с приводами и ленты перемещений обеспечено повышение качества формирования слоя и повышение качества готовой продукции и уровня механизации съема кирпича с пресса и укладки его на запарочную вагонетку путем контроля качества формуемого слоя (наличие кирпичей и их плотностей), уборки кирпичей, плот- ность которых ниже заданной, накопления целых, имеющих плотность не ниже заданной кирпичей и укладки целых кирпичей взамен отсутствующих.
Формула изобретения
5 0 5
5 0 5
0
0
5
сжатого воздуха в пневмозахват, приводами перемещения тележки переноса и телескопических направляющих, отличающееся тем, что, с целью повышения качества формирования слоя кирпича, устройство снабжено измерительными преобразователями плотности кирпича, очистителями, желобами, укладчиками, съемником-укладчиком, транспортером-питателем, причем измерительные преобразователи плотности размещены в щечных захватах съемника, транспортер-питатель снабжен приводом перемещения и размещен выше транспортера-накопителя и соосно с ним и связан с ним посредством тележки переноса, при этом очистители и укладчики кинематически связаны со съемником со щечными захватами, при этом каждый укладчик размещен под желобом и соединен с размещенной на желобе телескопической направляющей, снабженной приводом ее вертикального перемещения, желоба расположенные после щечного захвата съемника-укладчика, а съемник-укладчик посредством щечного захвата связан с транспортером-питателем, количество очистителей, желобов и укладчиков равно количеству щечных захватов съемника.
5 Устройство по п. 1, отличающееся тем, что съемник-укладчик содержит щечный захват, снабженный клапаном подачи сжатого воздуха в щечный захват и соединенный с тележкой перпендикулярного относительно продольной оси транспортера- накопителя передвижения, имеющей привод передвижения и размещенной на тележке параллельного продольной оси транспортера-накопителя передвижения, имеющей сквозную прорезь и направляющие для перемещения тележки перпендикулярного относительно продольной оси транспортера- накопителя передвижения и щечного захвата
вЮ
В -
/
7f
о
Фие.1
-28 42
-23
Фиг. 2
Видв
ФигЛ
Buff Г
l-29
M
/
-Ц
W 26
фиг 5
20
/
л-л
39
фиг.6 43
ж
23
/
/
/
фиг.
ж
М- ж
Фиг. 8
| Журавлев М | |||
| И | |||
| и др | |||
| Механическое оборудование предприятий вяжущих материалов и изделий на базе их | |||
| М.: Высшая школа, 1983, с | |||
| Приспособление для подвешивания тележки при подъемках сошедших с рельс вагонов | 1920 |
|
SU216A1 |
