Р1зобретенпе относится к оборудованию гальванохимических цехов, а именно к устройствам, содержащим ванны для подготовки поверхности деталей и нанесения покрытий.
Целью изобретения является повышение интенсификации процесса без увеличения энергозатрат и упрощение конструкции.
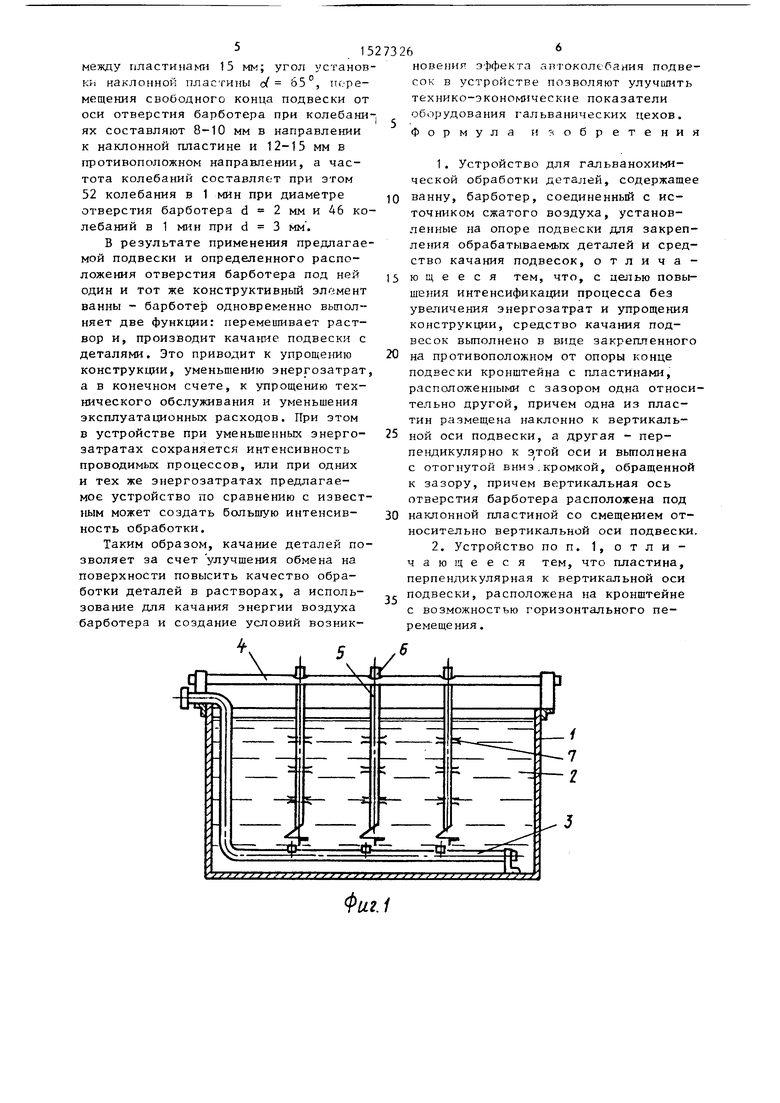
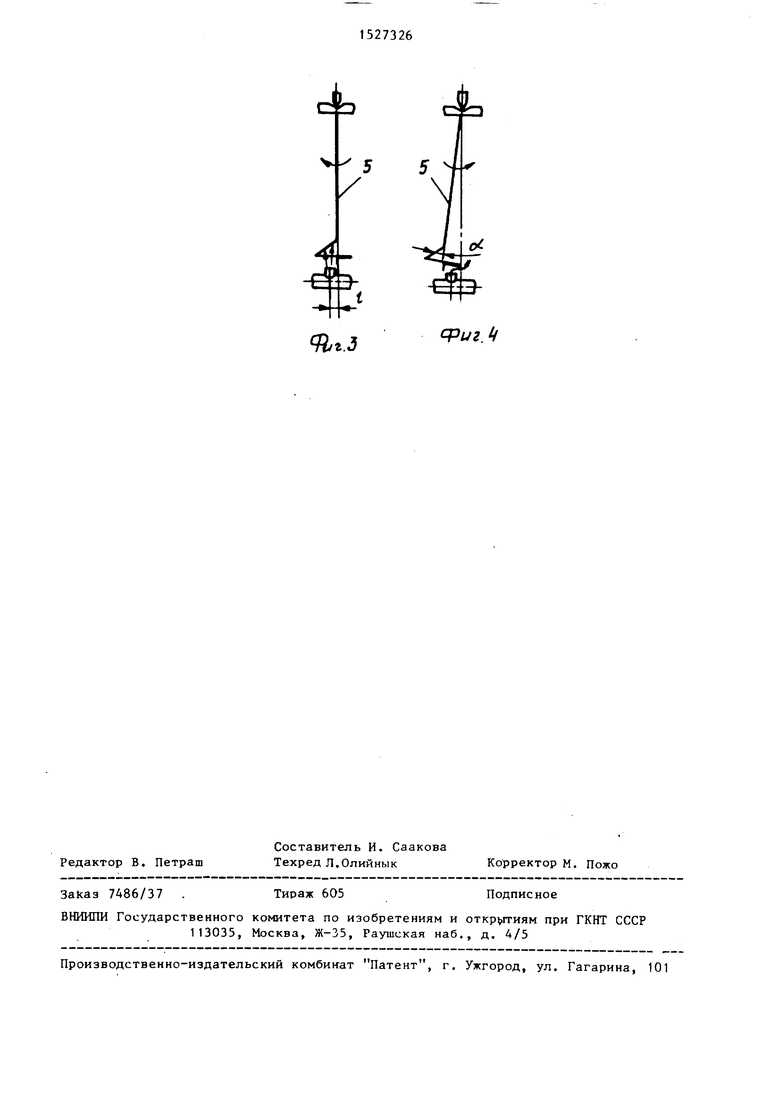
На фиг. 1 представлено устройство для гальванохимической обработки деталей, общий вид; на фиг. 2 - подвеска; на фиг. 3 и 4 - подвеска в положении равновесия и в момент отклонения от вертикали при перекрытой подаче воздуха под наклонную пластину.
Устройство состоит из ванны 1 для
раствора 2, проходящего вблизи дна ванны барботера 3, закрепленной на бортах ванны опоры 4 с подвесками 5, установленными основаниями 6 в углублениях опоры (при операции нанесения покрытия подвески осуществляют токоподвод). Основания 6 и углубления опоры образуют горизонтальную ось вращения. Основания 6 могут быть вьтолнены в виде треугольных призм. Кронштейны 7 предназначены для удержания обрабатываемых деталей. Противоположный от опоры конец подвески снабжен средством качания подвески, вьшолненным в виде наклонной к продольной оси подвески пластины 8 и установленной относительно ее с зазором на кронштейне 9 перпендикулярной к продольной оси подвески пластины 10, Отверстие 11 барботер а подведено под наклонную пластину 8 и смещено от вертикали, проходящей через точку опоры подвески (фиг. 3, смещение 1). Зазор между пластинами 8 и 10, ограниченный направляющими кронштейна 9, образует окно для поступления струи потока под наклонную пластину. Перпендикулярная пластина со стороны края, обращенног к зазору, имеет отогнутую вниз в направлении от опоры кромку 12 предот- вращаюп1ую поступление воздуха барботера под наклонную пластину при отклонении подвески от вертикали. Перпендикулярная пластина 10 закреплена на кронштейне 9 с возможностью перестановки. Это позволяет регулировать зазор - минимальное расстояние между пластинами 8 и 10.
5
0
5
0
5
0
5
0
5
Устройство работает следующим образом.
В исходном положении равновесия продольная ось подвески ориентирована вдоль вертикали и отверстие 11 барботера расположено под наклонной пластиной 8 (фиг. 3). При подаче сжатого вохдуха под динамическим воздействием истекающего из отверстия 11 воздуха и увлекаемого им в движение жидкого раствора пластина 8 совместно с подвеской 5 начинает o t- клоняться от вертикали и отклоняется до тех пор, пока пластина 10 совместно с ее отогнутой кромкой 12 не перекроют (прервут) подачу (поступление) воздуха под наклонную пласти - ну В.(фиг. 4). При этом выходящий из отверстия 11 воздух огибает пластину 10 со стороны ее краев,лишенных отогнутой кромки, и устремляется наверх к поверхности раствора, минуя наклонную пластину. В результате прекращения поступления струи воздуха под пластину 8 подвеска 5 под действием уравновешивающей силы тяжести устремляется в исходное положение равновесия. Как только пластина 10 отойдет от отверстия 11 и по инерции вместе с подвеской пройдет некоторое расстояние от него, воздушная струя, достигнув наклонной пластины 8, вновь окажет (восстановит) свое воздействие на нее и, остановив под- |веску, заставит ее двигаться в обратном направлении. В результате этого процесс повторяется.
Таким образом, устанавливается автоколебательный процесс качания подвески и улучшается обработка закрепленных на ней деталей. Количество воздуха, подаваемого под наклонную пластину, практически может составлять 0,5-3 л/мин на 1 л электролита. Такой расход воздуха рекомендуют подавать для перемешивания растворов .
Угол наклона пластины 8 к продольной оси подвески может принимать значения 45-70° (фиг. 4, угол с/).
Как показали испытания, например, при следуюших параметрах; расход воздуха через отверстие барботера 0,5 л/мин; смещение этого отверстия относительно вертикали, проходящей через точку опоры подвески, 1 25 мм , площадь наклонной пластины 24 перпендикулярной - 12 см, зазор
между пластинами 15 мм; угол установки наклонной пластины о 65, перемещения свободного конца подвески от оси отверстия барботера при колебаниях составляют 8-10 мм в направлении к наклонной пластине и 12-15 мм в противоположном направлении, а частота колебаний составляет при этом 52 колебания в 1 мин при диаметре отверстия барботера d 2 мм и 46 колебаний в 1 мин при d 3 мм.
В результате применения предлагаемой подвески и определенного расположения отверстия барботера под ней один и тот же конструктивный элемент ванны - барботер одновременно выполняет две функции: перемешивает раствор и, производит качаете подвески с деталями. Это приводит к упрощению конструкции, уменьшению энергозатрат а в конечном счете, к упрощению технического обслуживания и уменьшения эксплуатационных расходов. При этом в устройстве при уменьшенных энергозатратах сохраняется интенсивность проводимьк процессов, или при одних и тех же энергозатратах предлагаемое устройство по сравнению с известным может создать большую интенсивность обработки.
Таким образом, качание деталей позволяет за счет улучшения обмена на поверхности повысить качество обработки деталей в растворах, а использование для качания энергии воздуха барботера и создание условий возник
новация эффекта ггптоколебания подвесок в устройстве позволяют улучшить технико-экономяческие показатели оборудования гальванических цехов. Формула и : обретения
1. Устройство для гальванохимической обработки деталей, содержащее ванну, барботер, соединенный с источником сжатого воздуха, установленные на опоре подвески для закрепления обрабатываемых деталей и средство качания подвесок, о т л и ч а
5
шения интенсификации процесса без увеличения энергозатрат и упрощения конструкции, средство качания подвесок выполнено в виде закреапенного на противоположном от опоры конце подвески кронштейна с пластинами, расположенными с зазором одна относительно другой, причем одна из пластин размещена наклонно к вертикальной оси подвески, а другая - пер- перздикулярно к этой оси и выполнена с отогнутой вниз.кромкой, обращенной к зазору, причем вертикальная ось отверстия барботера расположена под наклонной пластиной со смещением относительно вертикальной оси подвески.
2. Устройство по п. 1, отличающееся тем, что пластина, перпендикулярная к вертикальной оси , подвески, расположена на кронштейне с возможностью горизонтального перемещения .
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гальванохимической обработки деталей | 1990 |
|
SU1723207A1 |
| СПОСОБ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ, В ЧАСТНОСТИ, НА ПОДВЕСКАХ, ПРИ ИСПОЛЬЗОВАНИИ НАГРЕВАЕМЫХ ЭЛЕКТРОЛИТОВ (РАСТВОРОВ) ПРОЦЕССНЫХ ВАНН | 1998 |
|
RU2149228C1 |
| Способ изготовления двухуровневой гальванической линии | 2016 |
|
RU2635049C2 |
| Автоматическая линия для гальванохимической обработки деталей | 1987 |
|
SU1497294A1 |
| ОПЕРАЦИОННЫЙ МОДУЛЬ БЕССТОЧНОЙ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1999 |
|
RU2165485C2 |
| Устройство для химической обработки изделий | 1989 |
|
SU1723198A1 |
| СПОСОБ БЕССТОЧНОЙ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ И ОЧИСТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, В ЧАСТНОСТИ, НА ПОДВЕСКАХ | 2002 |
|
RU2218455C1 |
| Автооператорная линия для гальванохимической обработки мелких деталей в барабанах | 1983 |
|
SU1105518A1 |
| Устройство для навешивания и съема крупногабаритных изделий с грузонесущих подвесок подвесного конвейера | 1980 |
|
SU956385A1 |
| Устройство для гальванохимической обработки деталей | 1990 |
|
SU1724743A1 |
Изобретение относится к оборудованию гальванических цехов, а именно к устройствам, содержащим ванны для подготовки поверхности деталей и нанесения покрытий. Целью изобретения является повышение интенсификации процесса без увеличения энергозатрат и упрощение конструкции. Указанная цель достигается с помощью средства качения подвески, выполненного в виде закрепленной на противоположном от опоры 4 конце подвески 5 наклонной пластины 8 и прикрепленной к ней горизонтальной пластины 10. При этом наклонная и горизонтальная пластины расположены относительно одна другой над отверстием барботера таким образом, что способны создать эффект автоколебания подвески под действием струи сжатого воздуха. 1 з.п. ф-лы, 4 ил.
Фиг.1
./
7 2
41%г.Л
Редактор В. Петраш
Составитель И. Саакова Техред Л.Олийнык
Заказ 7486/37
Тираж 605
ВНИИПИ Государственного комитета по изобретениям и OTKpt)iTHHM при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
сриг.
Корректор М. Пожо
Подписное
| Устройство для гальванохимической обработки деталей | 1982 |
|
SU1157144A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
