В предлагаемом приспособлении к дыропробивному прессу для пробивания в фасонном железе дыр без предварительной разметки, применена прикрепленная в Матричной плите рама с вырезами в вертикальных полках ее, расположенными на расстояниях, соответствующих шагу пробиваемых дыр и предназначенных для помещения в них переставных планок, в которые упирается обрабатываемое железо, подаваемое под пресс на специальной тележке и прижимаемое к матричной плите сменным роликом, с целью пробивки дыр на определенном для данной детали расстоянии от краев ее.
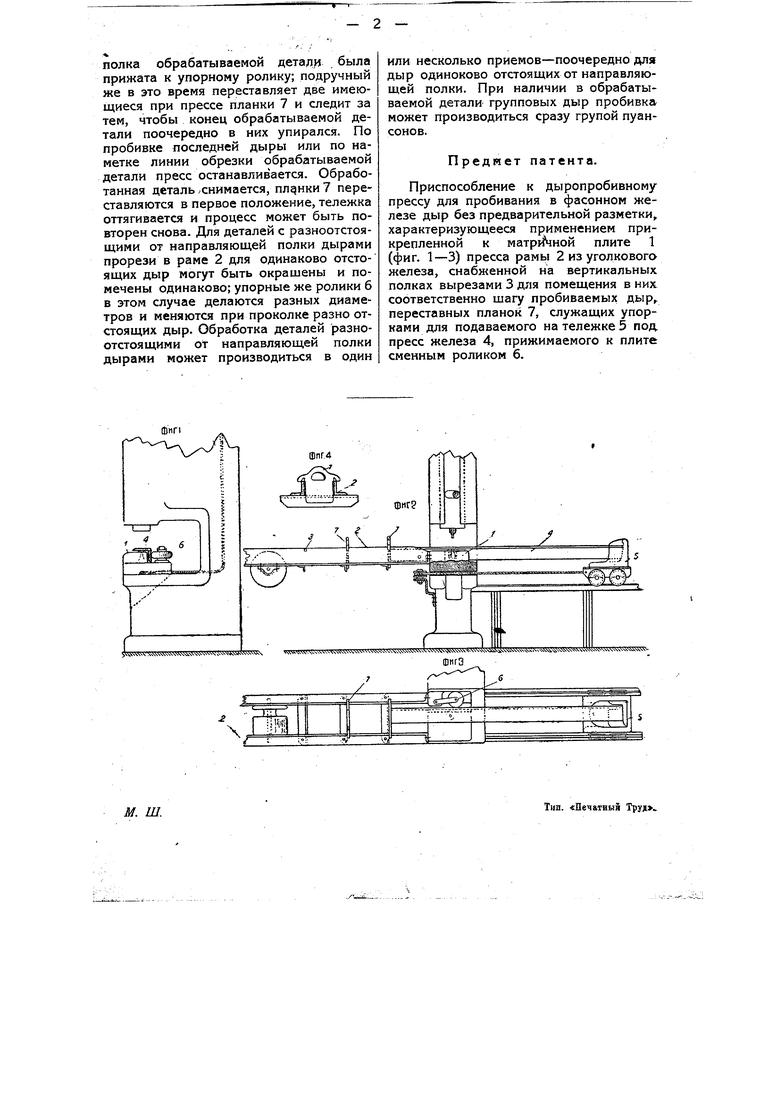
На чертеже фиг. 1 изображает вид пресса, снабженного предлагаемым приспособлением со стороны подающей тележки; фиг. 2 - вид пресса спереди; фиг. 3-вид его сверху; фиг. 4--поперечный разрез рамы по вырезу.
Приспособление состоит из трех частей:
а) Матричной плиты 1 (фиг. 1 - 3), делаемой применительно к профилю пробиваемого железа, со сменным упорным роликом 6, прижимающим железо к плите и гарантирующим таким образом пробивку дыр на определенном расстоянии от направляющей полки профиля, по которой катится ролик.
б) Прикрепленной к плите 1 рамы 2, склепанной из двух неравнобоких угольников железа и снабженной вырезами 3 в вертикальных полках, сделанных на расстояниях друг от друга, равных щагу пробиваемых дыр. Первый вырез отстоит от центра матрицы на расстоянии, равном удалению первой дыры от края обрабатываемого профиля.
- в) Подающей тележки 5, катящейся по двум узкоколейным рельсам и имеющей на своей площадке чугунный упор соответствующего профиля. При помощи троса, через систему роликов тележка связывается с грузом, подающим ее вместе с обрабатываемым профилем к прессу.
Перед началом работы тележка 5 оттягивается от матрицы на требуемое по длине обрабытываемой детали расстояние и тормозом (не указанным на чертеже) удерживается в этом положении. Затем один конец детали подается прессовщику, а другой в упор накладывается на подающую тележку, после чего отпускается тормоз тележки и последняя продвигает обрабатываемую деталь до первой упорки. Далее пресс включается на самоход и до окончания пробивки всех одинаково отстоящих от направляющей полки дыр прессовщик следит затем, чтобы направляющая
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства разделительных операций | 1971 |
|
SU564789A3 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| Рольганг для дыропробивных станков | 1940 |
|
SU61403A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| ДЫРОПРОБИВНОЙ ПРЕСС ДЛЯ СБОРКИ И ЗАПРЕССОВКИ РОТОРНОГО ЖЕЛЕЗА НА ВАЛЫ ЭЛЕКТРОМОТОРОВ И ДИНАМОМАШИН | 1928 |
|
SU11859A1 |
| Штамп для пробивки соосных отверстий в стенках полых деталей и П-образных профилей | 1986 |
|
SU1360855A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для пробивки в детали отверстий на разных уровнях | 1980 |
|
SU946729A1 |
| Штамп для пробивки отверстий | 1988 |
|
SU1682013A1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |

