. Изобретение относится к холодной обработке металлов давлением и может быть использовано в штампах для пробивки отверстий одновременно в двух полках , например, Z-образного профиля.
Известен штамп для пробивки отверстий, содержащий подвижную часть с установленным на ней подпружиненным прижимом и пробивными пуансонами, не подвижную часть с закрепленными на ней пуансонами для обработки проби- .тых отверстий, а также размещенную подвижной и неподвижной частями и подвижную вдоль направления перемещения подвижной части плиту с пробивными матрицами, снабженную приводом в виде клиньев связанных со штоком силовых цилиндров и подвижных в плоскости, перпендикулярной направлению перемещения подвижной части штампа. Прижим выполнен в виде подпружиненного относительно неподвижной части штампа корпуса со сквозной полостью, в котором установлена плита с матрицами и на котором размещены клинья l.
Однако на .известном штампе нельзя получить качественные отверстия в
двух полках Z-образного профиля де- тали.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является штамп для .пробивки отверстий, расположенных на разных уровнях детали, содержащий подвижную плиту с установленным на ней прижимом и пуансонами и неподвижную плиту с закрепленными на ней по меньшей иере двумя матрицами 23.
Однако на известном штг1мпе также невозможно получить качественные отверстия в деталях типа Z-образного профиля, имеющих большие допуски на расстояние между полками.
Цель изобретения - обеспечение возможности пробивки отверстий в деталях с отклонениями размера между
20 уровнями пробиваемых отверстий от номинального.
Поставленная цель достигается тем, что в штампе, содержащем расгто-;
25 ложенные на неподвижной плите по меньшей мере две размещенные на разном уровне матрицы, одна из которых закреплена неподвижно, и установленные на подвижной плйге прижим и
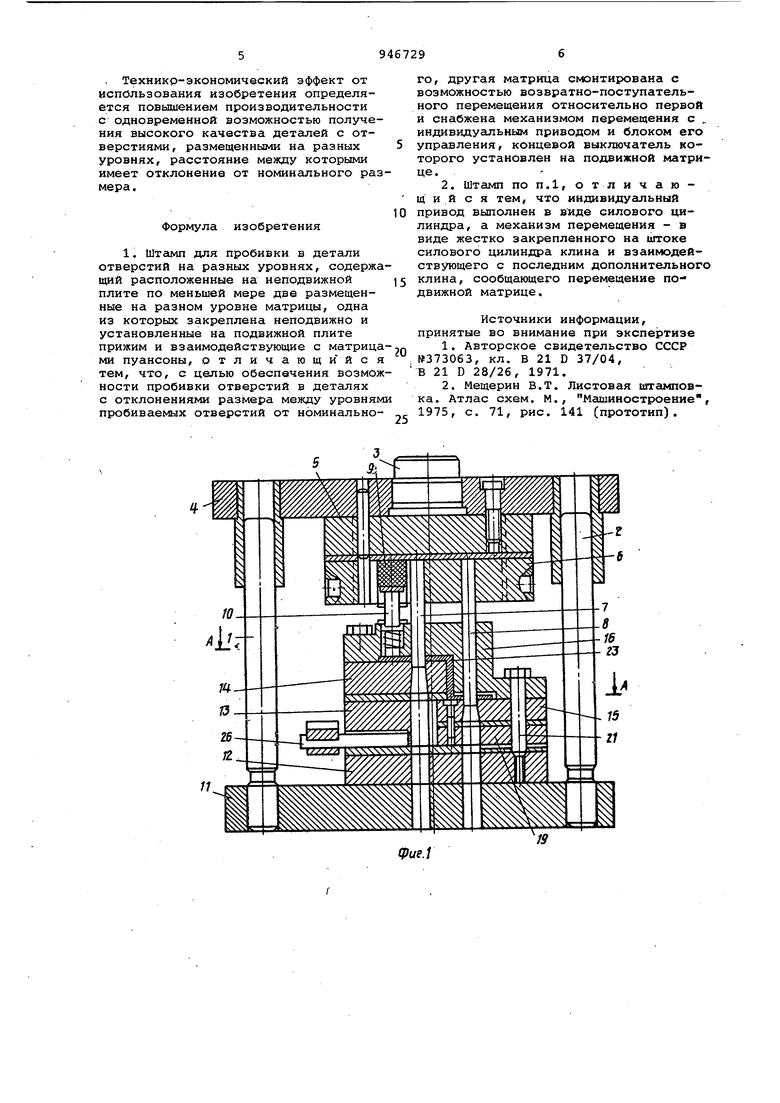
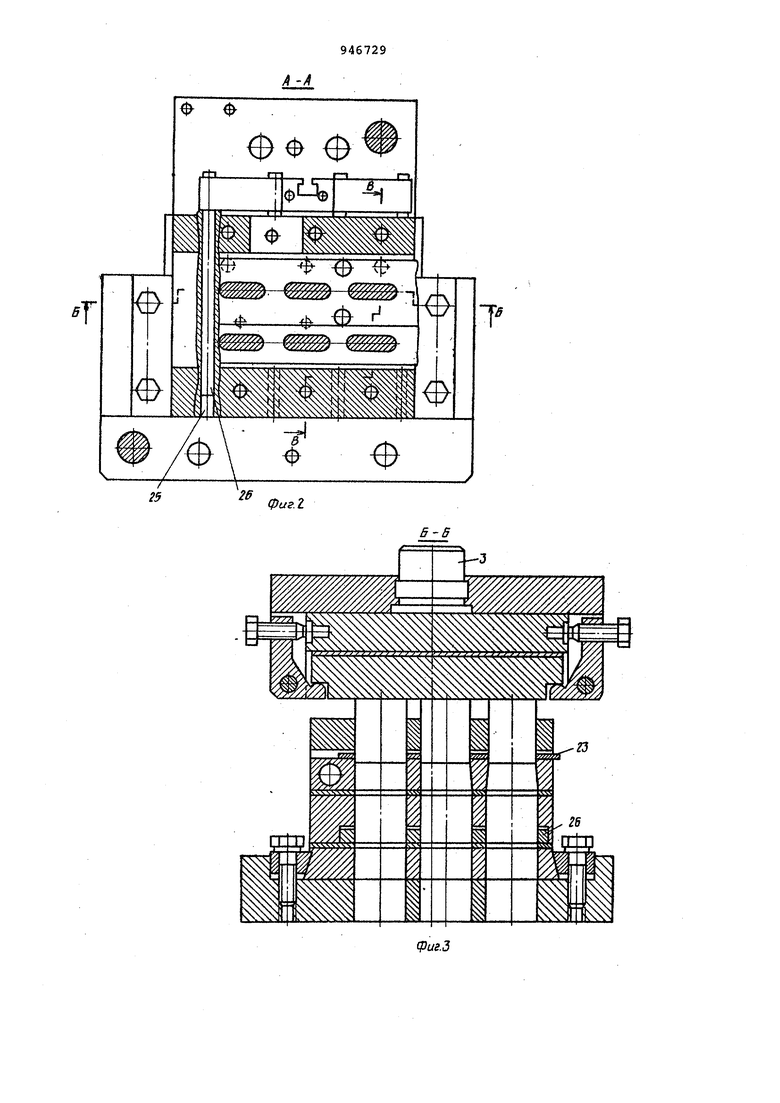
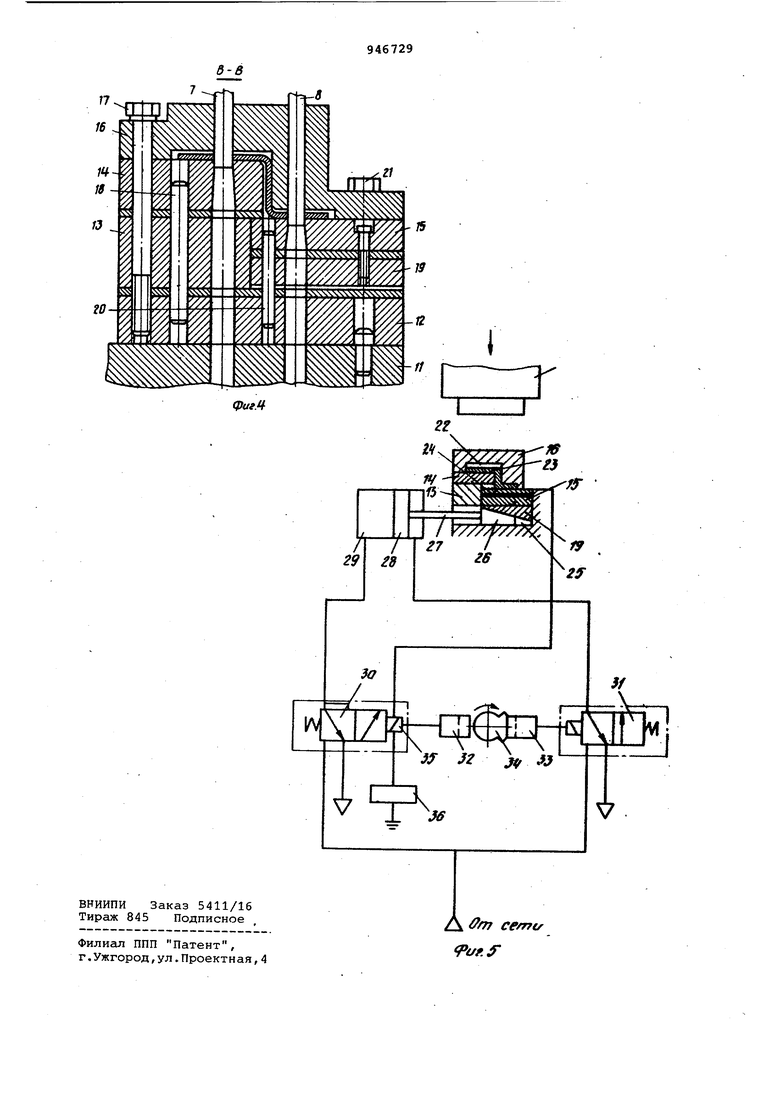
30 взаимодействующие с матрицами пуансоны, другая матрица смонтирована с возможностью возвратно-поступательно го перемещения относительно., первой и снабжена механизмом перемещения с индивидуальнш.1 приводом и блоком его управления, конечный выключатель которого установлен на подвижной матрице. Индивидуальный привод выполнен в виде силового цилиндра, а механизм перемещения - в виде жестко закрепленного на штоке силового цилиндра клина и взаимодействующего с последним дополнительного клина, сообщающего перемещение подвижной матрицы. На фиг. 1 изображен предлагаемый штамп, разрез; на фиг. 2 - разрез А-А на фиг. 1 , на фиг. 3 - разрез Б-Б на фиг. 2, на фиг. 4 - разрез В-В на фиг. 2f на фиг. 5 - схема штампа. Штамп содержит сцентрированные посредством колонок 1 и 2 неподвижную и подвижную части, последняя из которых снабжена хвостовиком 3. Подвижная часть состоит из верхней подвижной плиты 4, закрепленной на ней плиты 5 и блока б, вклЬчаквдего пуансонодержатель с закрепленныгли в нем пуансонами 7 и 8 разной длины и буфером 9 с прижимом 10. Неподвижная часть содержит неподвижную нижнюю плиту 11, на которой установлена пли та 12, контактирующая с промежуточной плитой 13 и матрицей 14, матрицу 15 и съемную плиту 16. Плиты 12, 13 и 16 и матрица 14 соединены посредством болтов 17 и штифтов 18, а матрица 15 с нижней опорной плитойклином 19 - посредством штифтов 20 и болтов 21. Съемная плита 16 снабжена пазом 22 Z-образного профил я для размещения детали 23. В матрицу 15 вставле электрический контакт 24, изолированный от нее. Все остальные детали штампа являются вторым электрическим контактом. Матрицы 14 и 15 установл ны на разной высоте соответственно линиям , Z-образного профиля. На основании опорной плиты 19, регулируемой по высоте, имеется поперечны паз 25, в котором перемещается допол нительный клин 26, связанный со што ком 27 поршня 28 пневмоцилиндра 29. Подача воздуха в рабочие полости пневмоцилиндра 29 осуществляется че рез двухпозиционные воздухораспреде лители 30 и 31 с электромагнитным возвратом, срабатывающим от бесконтактных конечных выключателей 32 и 33 и флажка 34, установленного на торце кривошипного вала пресса (не показан). Воздухорасределитель 30 снабженэлектромагнитным реле 35 ра мыкания, отключающим его от блока 36 питания. Штамп работает следующим образом В начальный период сжатый воздух из сети поступает через воздухораспределитель 31 в штоковую полость пневмоцилиндра 29. Поршневая полость последнего через воздухораспределитель 30 сообщена с атмосферой. Поршень 2-8 пневмоцилиндра 39 привода клина 26 находится в крайнем положении. Клин 26 выдвинут из-под нижней опорной плиты 19 матрицы 15, находящейся в нижнем исходном положении (фиг.5). Деталь 23 вводится в штамп между съемной плитой 16 и матрицей 15. Включают в работу пресс. При движеНИИ ползуна пресса с подвижной частью вниз прижим 10, размещенный в съемной плите 16, прижимает верхнюю полку Z-образного профиля к поверхности матрицы 14. Сектор флажка 34 выводится из щели выключателя 33 и замыкается с выключателем 32. При этом воздухораспределитель 31 отключается, выпускается воздух из штоковой полости пневмоцилиндра 29 в атмосферу, а выключатель 32 воздействует на привод не(показан) воздухораспределителя 30 для подачи воз- духа в поршневую полость. Под дейст-Vвием воздуха поршень 28 с клином 26 перемещается. Входя в паз 25 опорной плиты 19 матрицы 15, клин 26 поднимает ее до соприкосновения с деталью 23. Деталь 23 является токопроводящей прокладкой между электрическим контактом 24 и неподвижными деталями штампа. Как только контакт 24, вмонтированный в -поверхность матрицы 15, соприкасается с деталью 23, срабатывает реле 35 и отключает привод распределителя 30 от блока 36 питания. При этом прекращается подача воздуха в поршневую полость пневмоцилиндра 29 и вместе с ней движение клина 26. В это время пуансоны 7 и 8 внедряются в деталь 23 и одновременно происходит пробивка отверстий в обеих полках Z-образного профиля. При движении ползуна пресса с подвижной частью штампа вверх прижим 10 тоже поднимается, флажок своимсектором выходит из щели выключателя 32 и замыкает выключатель 33. При этом из поршневой полости пневмоцилиндра 29 опускается воздух через воздухораспределитель 30 в атмосферу, а через воздухораспределитель 31 воздух подается в его штоковую полость. Клин 26 выводится изпод нижней опорной плиты 19 матрицы 15. Деталь 23 освобождается, а опорная плита 19 матрицы 15 опускается под действием собственного веса и ложится на плиту 12. Затем перемещается деталь 23 на один шаг и цикл повторяется. . Техникр-экономический эффект от использования изобретения определяется повышением производительности с одновременной возможностью получе ния высокого качества деталей с отверстиями, размещенными на разных уровнях, расстояние между которыми имеет отклонение от номинального ра мера . Формула изобретения 1. для пробивки в детали отверстий на разных уровнях, содерж щий расположенные на неподвижной плите по меньшей мере две размещенные на разном уровне матрицы, одна из которых закреплена неподвижно и установленные на подвижной плите прижим и взаимодействующие с матриц ми пуансоны, отличающийс тем, что, с целью обеспечения возмо ности пробивки отверстий в деталях с отклонениями размера между уровня пробиваемых отверстий от номинально го, другая матрица смонтирована с возможностью возвратно-поступательного перемещения относительно первой и снабжена механизмом перемещения с ,. индивидуальным приводом и блоком его управления, концевой выключатель которого установлен на подвижной матрице. 2. Штамп ПОП.1, отличающий с я тем, что индивидугшьный привод выполнен в виде силового цилиндра, а механизм перемещения - в виде жестко закрепленного на штоке силового цилиндра клина и взаимодействующего с последним дополнительного клина, сообщающего перемещение подвижной матрице. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №373063, кл. В 21 D 37/04, В 21 D 28/26, 1971. 2.Мещерин В.Т. Листовая штамповка. Атлас схем. М., Машиностроение, 1975, с. 71, рис. 141 (прототип).
г
-Ф
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Установка для обработки ленточного материала | 1987 |
|
SU1530306A1 |
| Штамп для пробивки отверстий | 1988 |
|
SU1682013A1 |
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ НА РАЗНЫХ УРОВНЯХ | 2006 |
|
RU2356676C2 |
| Комбинированный штамп для изготовления деталей г.б.мархасина | 1976 |
|
SU633645A1 |
| Штамп для пробивки соосных отверстий в стенках полых деталей и П-образных профилей | 1986 |
|
SU1360855A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ С СИНХРОНИЗАТОРОМ ШАГА ПЕРФОРАЦИИ | 2005 |
|
RU2317172C2 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| Штамп для реверсивной пробивки-вырубки деталей из листовых заготовок | 1980 |
|
SU969375A1 |
/
5
5
f7 /5 .
V V
ft
14
-fy
Дf JZ j Д
V
л
