/У
Г5 J7
(Л
сд ьо
00
05 4
ОС
8
Изобретение относится к шлифованию керамических изделий.
Цель изобретения - повышение качества и производительности шлифования.
На фиг. 1 изображена с.хема устройства; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - шлифовальный узел; на фиг. 4 - вид Б на фиг. 3.
Устройство содержит станину 1, на которой установлены приводная коробка 2 с вмонтированными приводными механизмами для периодического поворота, подъема и опускания под ьемно-поворотного транспортного органа (держателя) 3, блоки 4 шпинделей, 1плифовальные блоки 5, подающие б и отводяший 7 ленточные транспортеры и пневмораспределительный пжаф 8. Подъемно-поворотный транспортный орган 3 жестко ;1акреплен на валу 9, одновременно являющемся штоком пневмоцилиндра 10. Подъем но-гюворотный транспортный орган 3 пе)е- мешает на рабочие позиции 1- IV шпиндельные блоки 4, состоящие из двух шнин- делей 11, каждый из которых имеет подвижный в вертикальном направлении подпружиненный шток 12. Нижний конец последнего оборудован присоской 13 с 11,1оским дном, выполненный из эластичного материала, например губчатой резины.
Выполнение штока подпружиненным позволяет регу,1ир()вать си,1ие прижатия обрабатываемого изделия к абразивной ленте. Присоска 13 через отверстие в штоке 12 сообщается с вакуумной сетью посредством переклк)чаюп1их пневмоклапанов 14. UIiniH- дели 11 в момен обработки изделия 15 получают вращательное движение от элек- )привода 16 через ременную пс редачу 17. и РОЛИК 18, входящий в зацепление со П1КИВОМ 19, установленным на ujTOKe 12. Э, 1ек- тродвигатель 20, связанный с у.чектродат- чиком 21. контролирующим наличие изде- ,и|й на подающем гранспортере ( через ременную передачу 22, передает вращение рас- пределите,1ьном валу 23, кулачки 24 которо- 14) входят в контакт с нневмо- и : лектро- датчиками 25, передаюшими команды в |шевмораспределиге;1ьный шкаф 8 на вк,1Ю- чение и отключение пневмоцилинд()ОБ К) и 26.
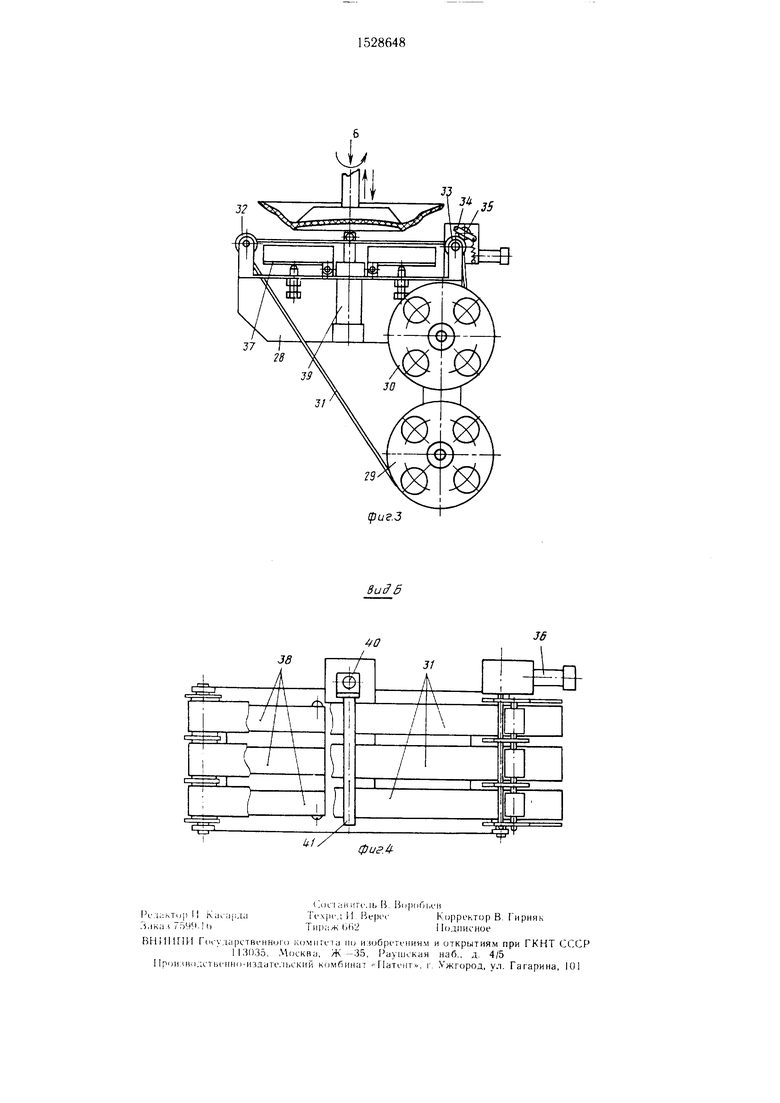
Шлифовальный блок 5 состоит из дв х 111.П1фова,1ьных инструментов 27. Каждый из них состоит из монтажной плиты 28, ца которой смонтированы две бобины 29 и 30. Причем нижняя бобина 29 служит для запаса и нодачи чистой П1ирокой абразивной ленты 31, а верхняя бобина 30для нриема
уже отработанной абразивной .тенты 31. Ш.и- рокая абразивная лента 31 обеснечивае больп ую площадь контакта с изде. 15, что исключает ее перетирание и обрыв, а выпо, 1нение в виде отдельных no,ioc придает большую гибкость и позволяет луч1не приспособиться к обрабатываемой поверхности различных типоразме|)ов изде,1ий без переналадки станка.
0
5
0
5
0
5
0
5
0
5
Зернистость абразивных лент 31 в шлифовальных блоках 5 разная, а в шлифовальных инструментах 27 одного блока - одинаковая. На монтажной плите 28 установлены выполненные с ребордами, предот- врашаюшими смешение абразивных лент 31, ролики: ведомый 32 и приводной 33.
К приводному ролику 33 посредством шарнирио закрепленных, подпружиненных рычагов 34 примыкают ппижимные ро.тики 35. Приводной ролик 33 снабжен пнев- моприводо.м 36, поворачивающим его на определенный угол посредством храпового механизма (не показан) после каждого цикла ш„тифования, обеспечивая подачу новых участков абразивной ленты 31 для шлифовки каждого последующего изделия 15. Между ведомым 32 и приводным 33 роликами на монтажной н;ште 28 шарнирно смо(1ги)ованы две площадки 37 с прикрепленными к ним упругими основаниями 38, выпо,1ненными, например, из губчатой резины, в виде узких полосок, ширина которых меньше пщрины отдельных полос абразивной ленты 31 для исключения контакта основания 38 с поверхностью обрабатываемого изделия 15.
На монтажной плите 28 между площадками 37 установлен пневмоцилиндр 39, 1ПТОК 40 которого оборудован прижи.мным роликом 41, предотвращающим касание абразивной ленты 31 с дном обрабатываемого изде, 1ии 1Г) и прижимаюн1им абразивную ленту : к основанию, предотвращая те.м самым 14 с.мещение с основания 38.
Усгройство работает с.чедуюпшм образом.
По.итежашие обработке изделия 15 в стопках вручнхю ставятся пи подающие .чен- точные транспортеры 6 и перемещаются на под шпинде,тем 11, где нажимают на -«лектродатчик 21, 11е)едаюший команду па включение : лектродвигате. 1Я 20 привс.мной коробки 2, которой периодически приволпт во в)а1цеиие вал 9 и транспортный орган 3. Находяпишся в исходном верх не.м пол1),-;ении трапспортны; opiaH 3 опускается до соприкосновения присосок 13 с верхним нзд(. 1ием в стопке. Включан.п ся пнев- MOK, iaiiaHb 14 и н)исоски 13 захватывают изде,11 я из ст;1пки.
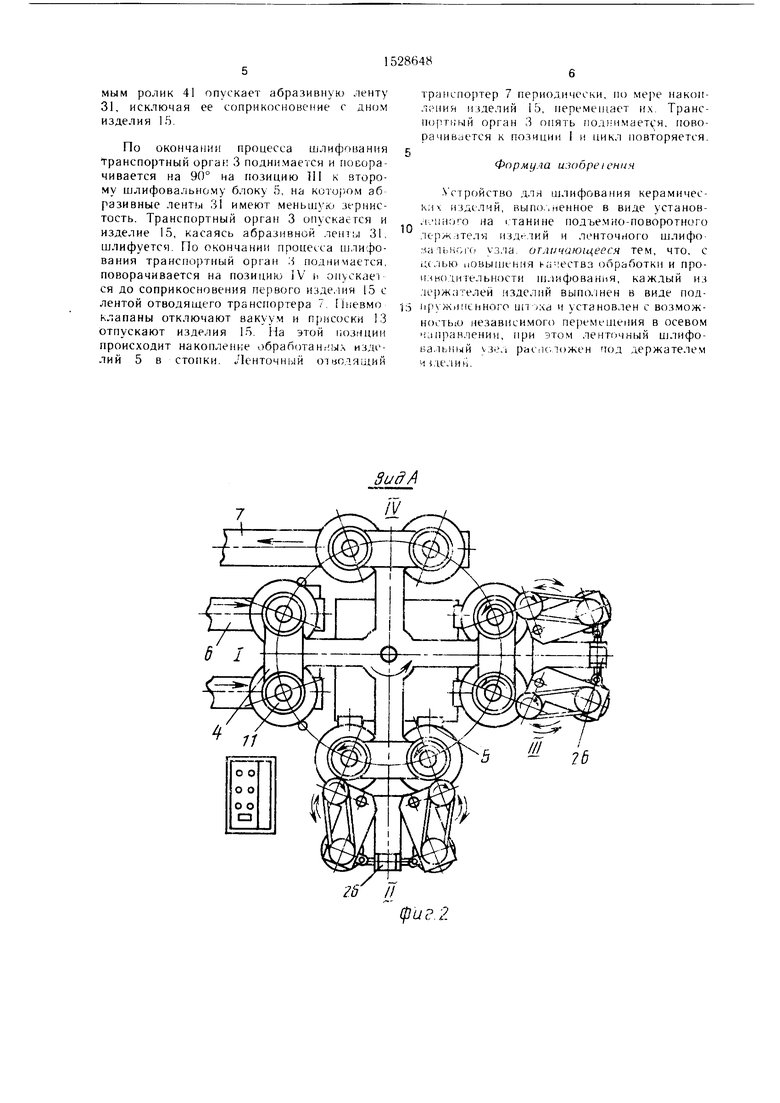
Транспортный орган 3 поднимается в верхнее по.южение. гк ворачивается иа 90 на по:(ицию И к первому П1лифовальному блок , о и оп ч-кается до соприкосновения с абразивной ,1ептой 31. Во время опускания транспор тного органа 3 П1кивы 19 входят в зацепление с роликом 18, который получает вращательное движение от электропри вода И) и п)иводит BI- врашепие шток 12, несуп1ий на присоске 13 изделие 15. Ножка изде,:)ия 15, касаясь во вращении абразивной ленты 31, шлифуется. При этом пневмо- цилиндр 39 получает команду и его шток 40 вместе с роликом 41 (.пускаются. Тем самым ролик 41 опускает абразивную .пенту 31, исключая ее соприкосновение с дном изделия 15.
По окончания процесса шлифоиания транспортный орган 3 поднимается и поворачивается на 90° на позицию lil к второму шлифовальному блоку 5, на кото)Юм абразивные ленты 31 имеют меньшую зернистость. Транспортный орган 3 опускается и изделие 15, касаясь абразивной лешы 31, шлифуется. По окончании процесса шлифования транспортный орган Л поднимается, поворачивается на позицию IV ii опускает ся до соприкосновения первого изделия 15 с лентой отводящего транспортера 7. |певмо клапаны отключают вакуум и присоски 13 отпускают изделия 15. На этой г.ознцин происходит накопление обработан..ч изделий 5 в . Ленточный отводящий
транспортер 7 периодически, но накопления изделий 15, неремен1ает их. Транс- 11о ггки1Й орган 3 опять мод -нмает(, я, поворачивается к позиции I и цикл повторяется.
Формула изобреi сния
Х стройство для шлифования керамических изделий, выпо..ненное в виде установ- Лх 11 1;;го на танине подъемно-поворотного .:ерж.1теля изде/жй и ленточного шлифо- .чатьнсго v.3/ia. отличающееся тем, что, с целью iiOBbiujeHHH ьа- ествз обработки и про- изно. щ гельности н лифован11Я, каждый из держателей изделий выполнен в виде под- (енного цп /ха и установлен с в 5змож- ность;о независимого пе)емешения в осевом (.правлении, при этом ленточный и лифо- нальный t3e.i распс.пожен под держателем л )де:1ии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Станок для шлифования краев полыхСТЕКлОиздЕлий | 1979 |
|
SU841924A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1002135A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU837794A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2011 |
|
RU2493953C2 |
| Ленточно-шлифовальный станок | 1960 |
|
SU141403A1 |
| Способ ленточного шлифования тел вращения | 1989 |
|
SU1602702A1 |
| Устройство для абразивной обработки | 1985 |
|
SU1367849A3 |
| Ленточно-шлифовальный станок | 1979 |
|
SU880700A1 |
Изобретение относится к ленточному шлифованию керамических изделий. Цель изобретения - повышение качества и производительности обработки. На транспортном органе 3 установлены поворотные держатели изделия, каждый из которых выполнен в виде подпружиненного штока 12. При возвратно-поступательном перемещении вала 9, несущего транспортный орган 3, шток 12 с присоской 13 захватывает изделие, поворачивается на 90° в позицию II к шлифовальному блоку и опускается до соприкосновения с абразивной лентой. 4 ил.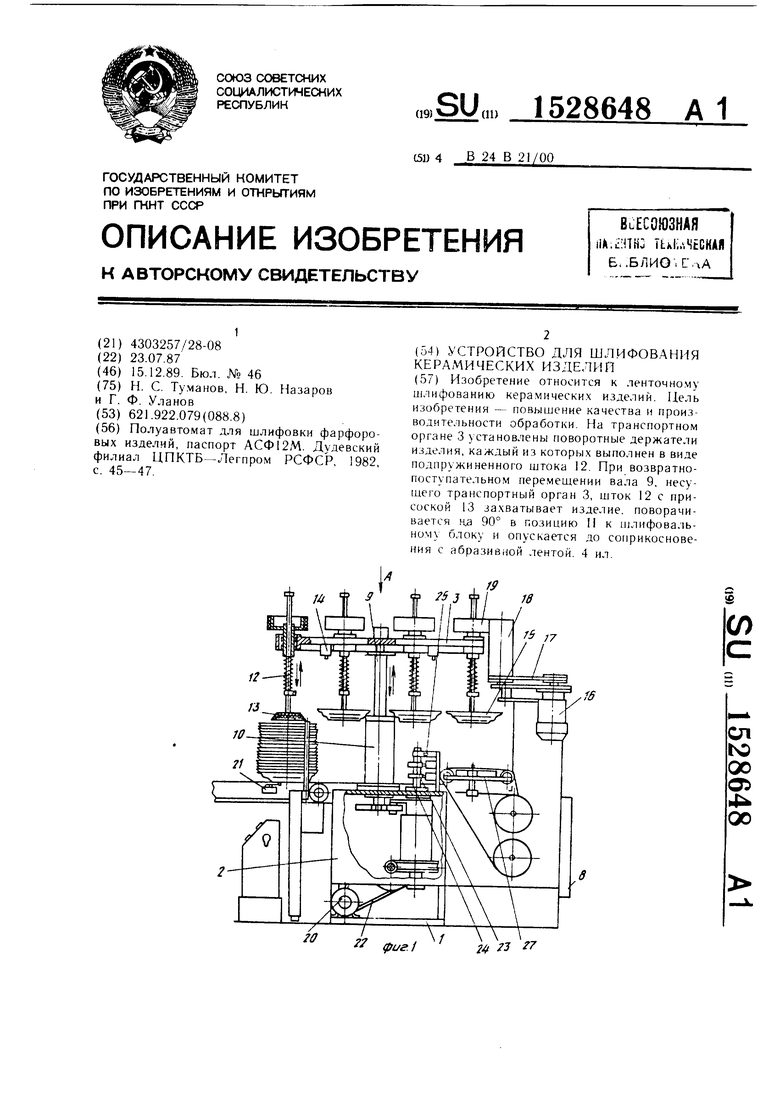
фиг. 2
зг
38
0
J6
31
А&
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бюл | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| С | |||
| Ту.манов, Н | |||
| Ю | |||
| Назаров Ф | |||
| ПОРТСИГАР С ПРИСПОСОБЛЕНИЕМ ДЛЯ СКРУЧИВАНИЯ ПАПИРОС | 1922 |
|
SU621A1 |
| Дудевский филиал ЦПКТБ-Легпром РСФСР | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
