Изобретение относится к станкостроению, в частности к способам ленточного щлифования фасонных тел вращения.
Целью изобретения является повышение производительности путем одновременной обработки выступов и впадин фасонной поверхности.
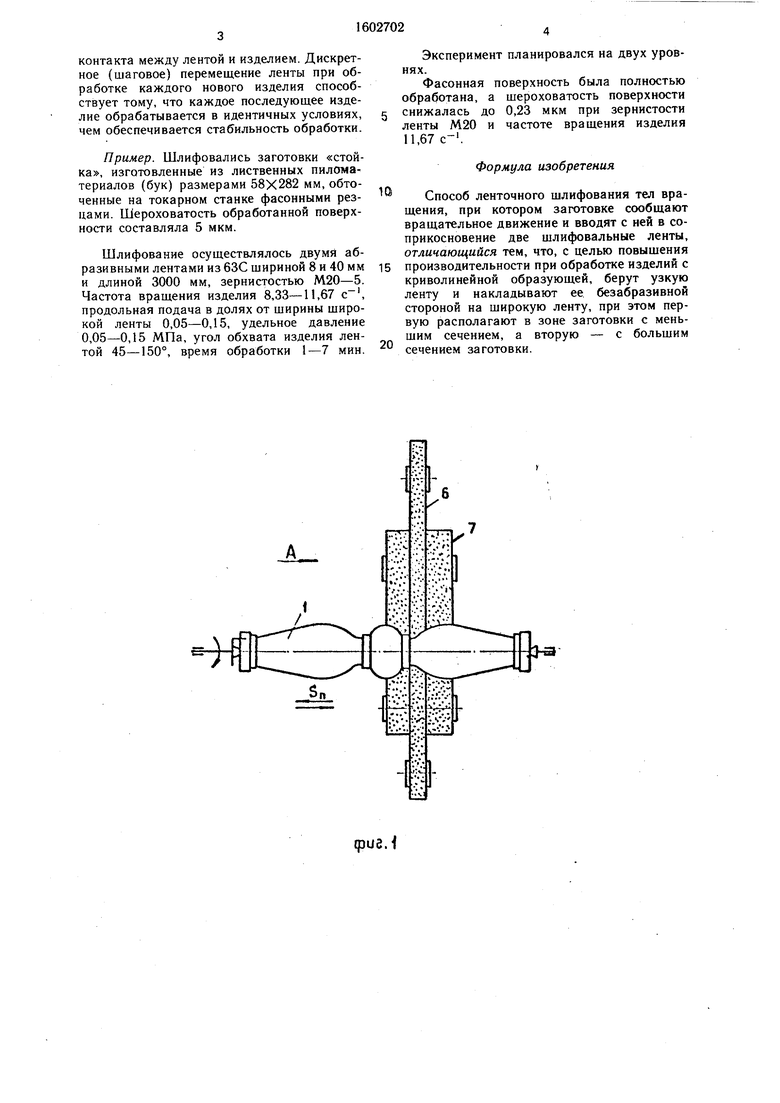
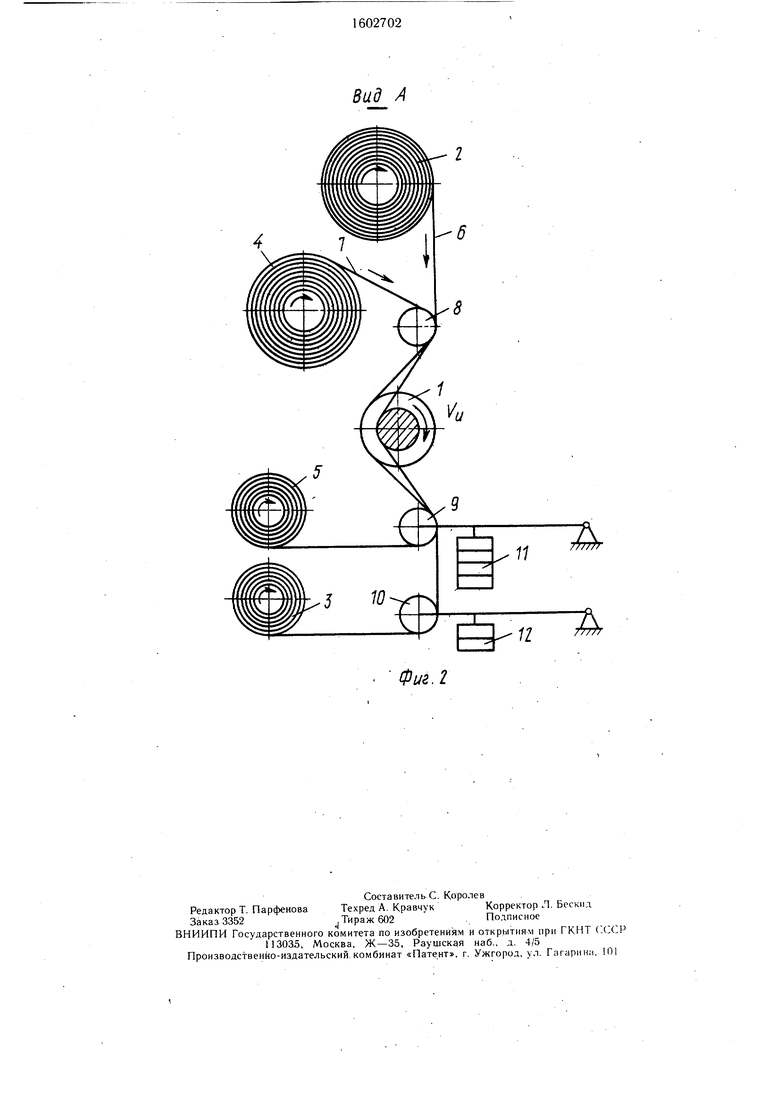
На фиг. 1 представлена схема обработки; на фиг. 2 - вид А на фиг. 1.
Реализация способа осуществляется при помощи устройства, которое содержит центры, в которые установлено обрабатываемое фасонное изделие 1 (фиг. 1), бобины 2, 3 и 4, 5 (фиг. 2) с намотанными узкой 6 и широкой 7 абразивными лентами соответственно, ролик 8 и натяжные ролики 9 и 10, установленные на рычагах, снабженных грузами П и 12.
Широкую абразивную ленту 7, намотанную в виде бобины 4, пропускают через ролик 8, вводят в контакт с обрабатываемым изделием 1 и натяжным роликом 9 и перематывают на бобину 5. Аналогично узкую шлифовальную ленту 6, намотанную в виде бобины 2, пропускают через ролик 8, вводят в контакт с обрабатываемым
изделием 1 и натяжным роликом 0 и перематывают на бобину 3.
Способ осуществляется следующим образом.
Фасонному изделию 1 сообщают вращение и осевые возвратно-поступательные перемещения - продольную подачу; с целью уменьшения габаритных размеров станка, продольная подача может осуществляться ленточно-шлифовальной головкой. Две абразивные ленты 6 и 7 устанавливают друг на друга и перемещением головки приводят в соприкосновение с обрабатываемым изделием. Ленты берут разной ширины и накладывают узкую ленту 6 на широкую ленту 7 с абразивноносными слоями, направленными к обрабатываемой поверхности. Широкую ленту располагают в зоне с большим сечением заготовки, а узкую - в зоне с мень- щим сечением заготовки. В зависимости от конфигурации обрабатываемого изделия, узкую ленту ориентируют в поперечном направлении по отношению к широкой шлифовальной ленте.
Перед обработкой каждого нового изделия абразивные ленты 6 и 7 перемещают (перематыванием) на величину длины дуги
(Л
Oi
о ю
о
1C
контакта между лентой и изделием. Дискретное (шаговое) перемещение ленты при обработке каждого нового изделия способствует тому, что каждое последующее изделие обрабатывается в идентичных условиях, чем обеспечивается стабильность обработки.
Пример. Шлифовались заготовки «стойка, изготовленные из лиственных пиломатериалов (бук) размерами 58X282 мм, обточенные на токарном станке фасонными резцами. Шероховатость обработанной поверхности составляла 5 мкм.
Шлифование осуществлялось двумя абразивными лентами из бЗС шириной 8 и 40 мм и длиной 3000 мм, зернистостью М20-5. Частота вращения изделия 8,33-11,67 , продольная подача в долях от ширины широкой ленты 0,05-0,15, удельное давление 0,05-0,15 МПа, угол обхвата изделия лентой 45-150°, время обработки 1-7 мин.
Эксперимент планировался на двух уровнях.
Фасонная поверхность была полностью
обработана, а шероховатость поверхности
снижалась до 0,23 мкм при зернистости
ленты М20 и частоте вращения изделия
11,67 с- .
Формула изобретения
Способ ленточного шлифования тел вращения, при котором заготовке сообщают вращательное движение и вводят с ней в соприкосновение две шлифовальные ленты, отличающийся тем, что, с целью повышения производительности при обработке изделий с криволинейной образующей, берут узкую ленту и накладывают ее безабразивной стороной на широкую ленту, при этом первую располагают в зоне заготовки с меньшим сечением, а вторую - с большим сечением заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифования | 1990 |
|
SU1796417A1 |
| СПОСОБ ОБРАБОТКИ НАРУЖНЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2124977C1 |
| Способ шлифования абразивной лентой | 1977 |
|
SU1030143A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Ленточно-шлифовальный станок | 1971 |
|
SU446398A1 |
| Способ шлифования абразивной лентой | 1987 |
|
SU1450983A2 |
| Способ гибкого ленточного шлифования | 2015 |
|
RU2615964C1 |
| Способ ленточного шлифования прикомлевых участков лопаток | 1972 |
|
SU603567A1 |
| Устройство для шлифования керамических изделий | 1987 |
|
SU1528648A1 |
| СПОСОБ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СЛОЖНОГО ПРОФИЛЯ | 1970 |
|
SU275779A1 |
Изобретение относится к ленточному шлифованию. Цель изобретения - повысить производительность процесса путем одновременной обработки выступов и впадин фасонных тел вращения. Изделию сообщают вращение и осевое возвратно-поступательное перемещение. Две абразивные ленты разной ширины устанавливают поперек направления перемещения обрабатываемого изделия и накладывают узкую ленту на широкую со стороны обрабатываемой детали при однонаправленном расположении абразивного слоя. 2 ил.
фие.Вид А
Фиг.г
| 0 |
|
SU249235A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
