(Л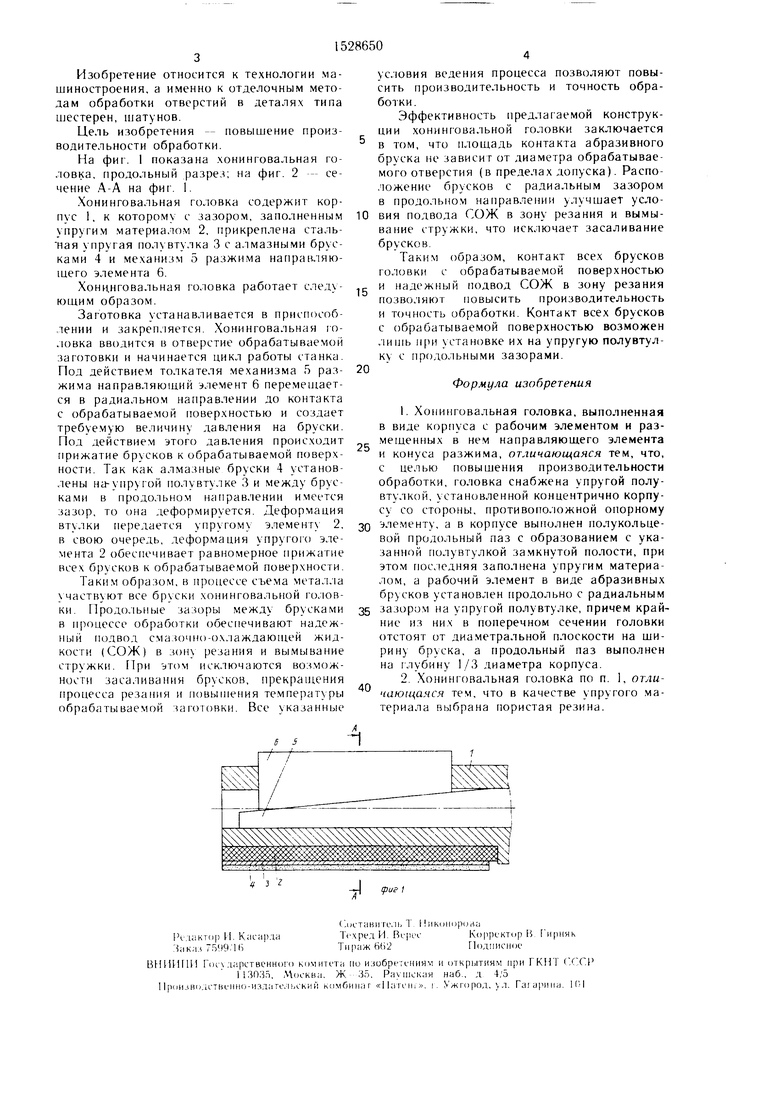
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ АЛМАЗНЫМИ БРУСКАМИ ГЛУХИХ ОТВЕРСТИЙ С ОКНАМИ И ХРОМОВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2206441C2 |
| БЛОК-МОДУЛЬНЫЙ ИНСТРУМЕНТ И ХОНИНГОВАЛЬНЫЙ БЛОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2000 |
|
RU2184637C2 |
| СПОСОБ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2012 |
|
RU2497651C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2010 |
|
RU2452607C2 |
| МЕХАНИЗМ РАЗЖИМА БРУСКОВ ХОНИНГОВАЛЬНОГО СТАНКА | 1990 |
|
RU2009860C1 |
Изобретение относится к технологии машиностроения, а именно к отделочным методам обработки отверстий в деталях типа шестерен. Цель изобретения - повышение производительности обработки. К корпусу 1 с зазором, заполненным упругим материалом 2, прикреплена стальная упругая полувтулка 3 с алмазными брусками 4. В процессе работы деформация втулки будет передаваться упругому элементу, что в свою очередь обеспечит равномерное прижатие брусков. Продольные зазоры между брусками обеспечивают надежный подвод СОЖ в зону резания. 1 з.п. ф-лы, 2 ил.
СЛ ГчЭ
00
о:
СП
фиг. 2
Изобретение относится к технологии машиностроения, а именно к отделочным методам обработки отверстий в деталях типа иестерен, шатунов.
Цель изобретения - повышение производительности обработки.
На фиг. 1 показана хонинговальная головка, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1.
Хонинговальная головка содержит корпус 1, к которому с зазором, заполненным упругим .материалом 2, прикреплена сталь- ная упругая полувтулка 3 с алмазными брусками 4 и механизм 5 разжима направияю- щего элемента 6.
Хонинговальная головка работает следу- юшим образом.
Заготовка устанавливается в приспособлении и закрепляется. Хонинговальная I o- ,1овка вводится в отверстие обрабатываемой заготовки и начинается цикл работы станка. Под действием толкателя механизма 5 разжима направляющий элемент 6 перемешается в радиальном направлении до контакта с обрабатываемой поверхностью и создает требуемую величину давления на бруски. Под действием этого давления происходит прижатие брусков к обрабатываемой поверхности. Так как алмазные бруски 4 установлены на-упругой полувтулке 3 и между брусками в продольном направлении имеется зазор, то она деформируется. Деформация втулки передается упругому элементу 2, в свою очередь, деформация ynpyroi o элемента 2 обеспечивает равномерное прижатие всех брусков к обрабатываемой поверхности.
Таким образом, в процессе съема мета. 1. 1а частвуют все бруски хонинговальпой го;1ов- ки. Продольные зазоры между брусками в процессе обработки обеспечивают надежный подвод смазочно-охлаждающей жидкости (СОЖ) в зону резания и вымывание стружки. При этом исключаются воз.мож- ности засаливания брусков, прекращения процесса резания и повьппения температуры обрабатываемой заготовки. Все указанные
« 3
0
0
5
0
5
0
УС.ТОВИЯ ведения процесса позволяют повысить производительность и точность обработки.
Эффективность предлагаемой конструкции хонинговальной головки заключается в том, что площадь контакта абразивного бруска пе зависит от диаметра обрабатываемого отверстия (в пределах л юпуска). Расположение брусков с радиальным зазором в продольном направлении улучщает условия подвода СОЖ в зону резания и вымывание стружки, что исключает засаливание брусков.
Таким образом, контакт всех брусков головки с обрабатываемой поверхностью и надежный подвод СОЖ в зону резания позво.чяют повысить производительность и точность обработки. Контакт всех брусков с обрабатываемой поверхностью возможен лишь при установке их на упругую полувтулку с продольными зазорами.
Формула изобретения
Ipuf I
| Хонинговальная головка для обработки отверстий малого диаметра | 1980 |
|
SU905014A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
