Изобретение относится к автоматизации тепловых технологических процессов и может быть применено при термовлажностной обработке железобетонных изделий.
Целью изобретения является повышение качества железобетонных изделий путем повышения точности устройства.
На чертеже показана структурная схема пневматического устройства для регулирования температуры и влажности
Пневматическое устройство для регулирования температуры и влажности содержит сухой 1 и влажный 2 датчики температуры, размещенные в камере для термовлажностной обработки железобетонных изделий, соединенные с узлом формирования сигнала задания влажности, состоящим из повторителя 3 и постоянного и переменного пневмо- сопротивлений Д и 5, компаратор 6, исполнительный механизм 7 подачи воды, регулятор 8, программный задатчик 9 температурного режима и исполнительный механиз м 10 подачи пара.
Пневматическое устройство регулирования температуры и влажности работает следующим образом.
Программ1шй задатчик 9 обеспечивает выдачу на первый вход регулятора 8 пневматического сигнала, пропорционального необходимому мгновенному значению температуры тепловой обработки в момент времени. На второй вход регулятора 8 от сухого датчика 1 температуры подается сиг- нал, пропорциональный фактическому значению температуры в камере тепловой обработки в данный момент времени. В зависимости от соотношения этих сигналов регулятор 8 выдает на исполнительный механизм 10, установленный на трубопроводе пара, управляющий сигнал на соответствующее увеличение или уменьшение подачи пара в объеме камеры, обеспечивая с учетом погрешности регулирования соответствие фактической температуры среды в камере заданию.
Одновременно пневматический сигнал, соответствующий фактической температуре внутри камеры, поступает с сухого датчика 1 температуры на вход повторителя 3, с выхода которог он через постоянное сопротивление подается на первый вход компаратора 6
5
0
а также через переменное сопротивление 5 - в атмосферу.
На второй вход компаратора 6 с влажного датчика 2 температуры .поступает пневматический сигнал, величина которого отличается от сигнала, поступающего с сухого датчика 1 температуры, тем больше, чем меньше влажность среды в объеме камеры. Эти сигналы сравниваются в компараторе 6, и при неравенстве сравниваемых величин компаратор 6 выдает на исполнительный механизм 7 управляющий сигнал, обеспечивающий изменение подачи горячей воды или мятого пара. Так, если влажность в камере понижается, пневматический сигнал, поступающий от влажного датчика 2 температуры уменьщается, возникает разность между сигналами на входе-компаратора 6, причем величина сигнала, поступающего на вход компаратора с сухого датчика 1 температуры, при этом превышает величину сигнала, поступающего от влажного датчика температуры, и компаратор 6 выдает сигнал на открытие подачи увлажняющей среды в камеру.
При увеличении влажности в камере компаратор 6 срабатывает в противоположном направлении, обеспечивая прекращение подачи увлажняющего агента в камеру.
5
0
35 Формула изобретения
Пневматическое устройство регулирования температуры, и влажности в камере термовлажностной обработки железобетонных изделий, содержащее, регулятор с программным задатчиком, влажный и сухой датчики температуры, исполнительный механизм подачи воды и исполнительный механизм подачи пара, соединенный с выходом регу
0
5
лятора, вход которого соединен с сухим датчиком температуры, отличающееся тем, что, с целью повьшения качества железобетонных изделий путем повьпаения точности, оно содержит компаратор, постоянное и беременное сопротивления и повторитель, выход компаратора соединен с исполнительным механизмом подачи воды, первый вход компаратора соединен с влажным датчиком температуры, второй его вход соединен через переменное сопротивление с окружающей
515291806
средой, а через постоянное сопротив- которого соединен с сухим датчиком ление - с выходом повторителя, вход температуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ТЕРМОВЛАЖНОСТНОЙ ОБРАБОТКОЙ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2026779C1 |
| Способ автоматического управления процессом термовлажностной обработки железобетонных изделий и устройство для его осуществления | 1983 |
|
SU1104375A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2082606C1 |
| Устройство автоматического управления термовлажностной обработкой лицевых бетонных изделий | 2016 |
|
RU2606522C1 |
| Устройство для управления процессом изготовления бетонных и железобетонных изделий | 1987 |
|
SU1516364A2 |
| Устройство для управления процессом изготовления бетонных и железобетонных изделий | 1990 |
|
SU1728029A2 |
| Устройство для регулирования тепловлажностной обработки железобетонных изделий | 1982 |
|
SU1031958A1 |
| Способ автоматического управления процессом термовлажностной обработки изделий | 1974 |
|
SU512462A1 |
| Устройство для управления процессом изготовления бетонных и железобетонных изделий | 1986 |
|
SU1416320A1 |
| Устройство для управления процессом термовлажностной обработки изделий | 1986 |
|
SU1416315A1 |
Изобретение относится к автоматизации технологических процессов, в частности процессов тепловлажностной обработки железобетонных изделий в установках периодического действия. Устройство содержит регулятор 8, датчики температуры 1 и 2 "сухой" и "влажный" и исполнительные механизмы 7 и 10. Использование дополнительных повторителя 3 и компаратора 6 позволяет формировать задание по влажности как функцию температуры, что сохраняет постоянной величину психометрической разности и позволяет существенно повысить качество железобетонных изделий. 1 ил.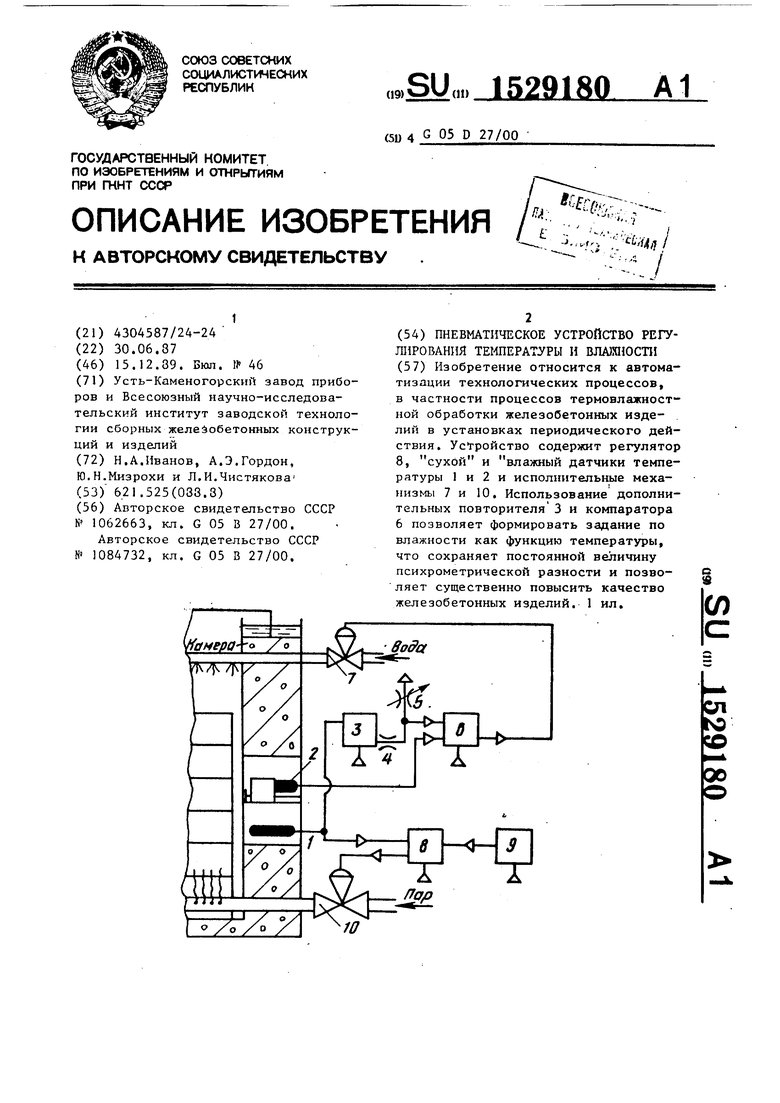
| Регулятор относительной влажности воздуха | 1982 |
|
SU1062663A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Пневматическое устройство управления | 1982 |
|
SU1084732A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
