/ / / f /
Фи.1
ел
00
с
00
Изобретение относится к обработке металлов давлением и может быть использовано при горячем прессовании стальных труб с отверстиями сложной формы на прессах без прошивной системы.
Целью изобретения является расширение технологических возможностей путем получения труб с отверс- тиями малого диаметра и сложного сечения.
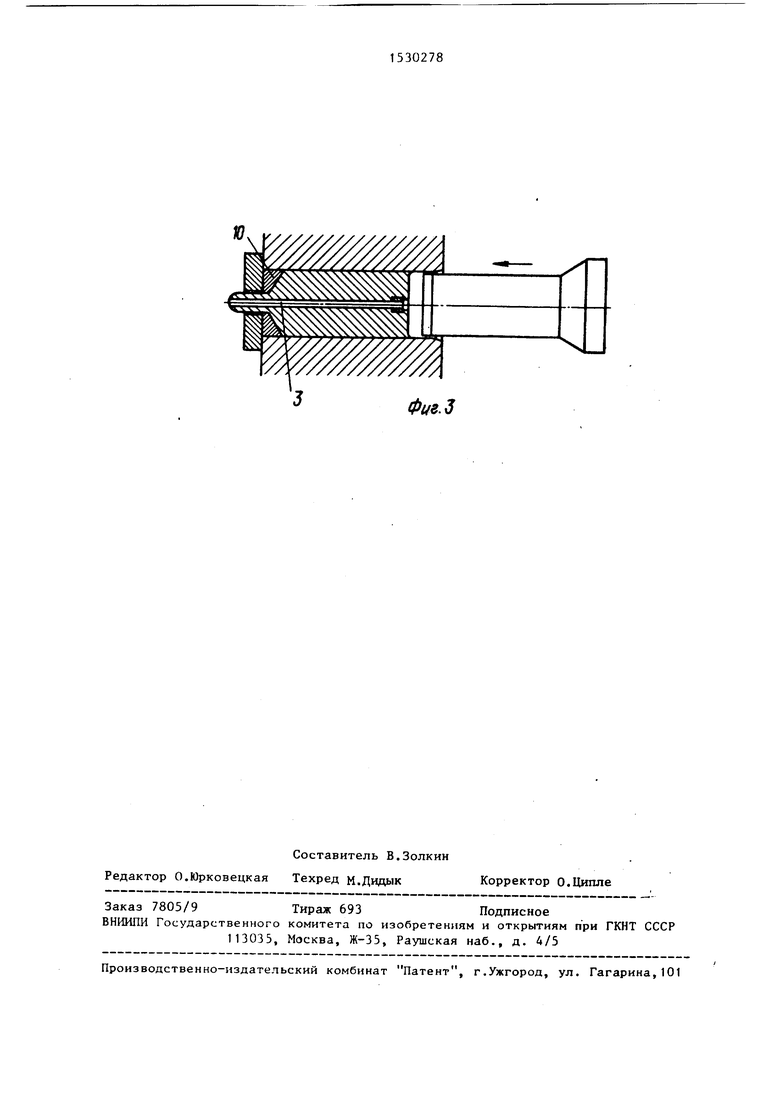
На фиг. 1 показана заготовка перед загрузкой в контейнер пресса;на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - заготовка в процессе прессования трубы.
Заготовка содержит полый корпус 1 с кaнaлo( 2, в котором установлена оправка 3 с хвостовиком Аи втулками 5 и 6. При получении труб сложной формы поперечного сечения используется заготовка с оправкой соответствующей формы.
Втулки 5 и 6 могут быть выполне- ны стальными из отпрессованных труб или в случае прессования труб с малыми отверстиями и при малой вели- чине зазора между поверхностью канала 2 и поверхностью оправки 3 из теплоизолирующего материала.
Заготовка прессуется следующим образом.
После установки оправки 3 с втулками 5 и 6 в подогретый корпус 1 ее устанавливают на податчйк 7 и затал кивают пресс-шайбой 8 в контейнер 9
При распрессовке заготовки в контейнере длина ее сокращается, при
этом передний конец оправки 3 выталкивает втулку 5 из канала 2 корпуса 1 за калибрующее отверстие матрицы 10. После распрессовки наступает стадия прессования трубы.
Использование втулок позволяет центрировать оправку относительно корпуса заготовки и предотвращает ее пергрев, что обеспечивает прессование труб с отверстиями сложной формы и малого сечения.
Использование заготовки предлагаемой конструкции позволяет получать толстостенные трубы с диаметром отверстия или с минимальной шириной элемента поперечного сечения отверстия сложной формы до 5 мм на прут- ково-профипьных прессах, специально не приспособленных для прессования труб.
Форм у л а изобретени
1.Заготовка дпя горячего прессования труб, содержащая полый корпус с каналом и установленную в нем оправку с хвостовиком, покрытую смазкой, отличающаяся тем, что, с целью расширения технологических возможностей, на концах оправки в зазоре между стенками отверстия корпуса и поверхностью оправки установлены втулки.
2.Заготовка по п. 1, отличающаяся тем, что втулки выполнены из теплоизоляционного материала.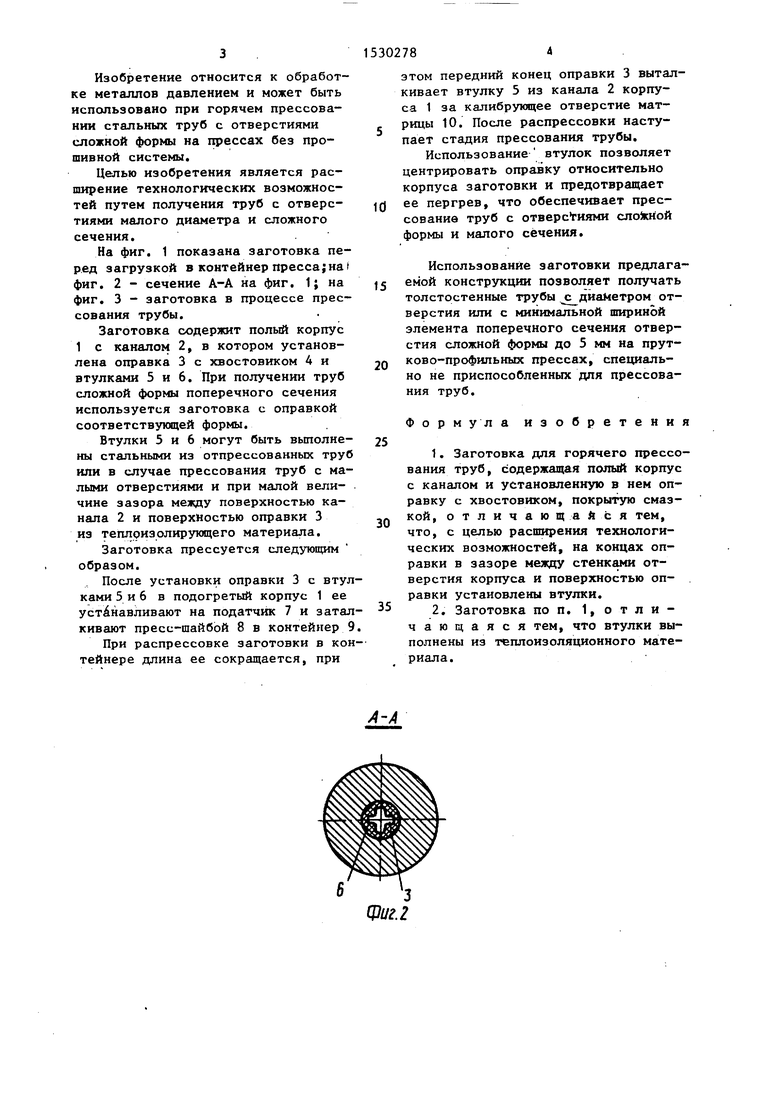
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ТРУБ И ЕГО ПЕРЕДНЯЯ ВТУЛКА | 1998 |
|
RU2146977C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| Способ изготовления стальных биметаллических труб | 1986 |
|
SU1569144A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Способ изготовления профилей | 1980 |
|
SU910271A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2351422C1 |
| Устройство для экструдирования профилей средой высокого давления | 1983 |
|
SU1171207A1 |
| Заготовка для прессования изделий из порошка | 1983 |
|
SU1266656A1 |
| СПОСОБ ПРЕССОВОЙ ПРОШИВКИ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119396C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при горячем прессовании стальных труб с отверстиями сложной формы на прессах без прошивной системы. Цель изобретения - расширение технологических возможностей путем получения труб малого диаметра и сложного сечения. Заготовка состоит из корпуса 1, в канале 2 которого установлена оправка 3 с втулками (В) 5 и 6. В начале прессования В 5 сталкивается передним концом прессуемой трубы оправки 3, предварительно отцентрировав ее относительно оси прессования. Благодаря В 5 и 6 уменьшается контакт оправки 3 с корпусом 1 заготовки и тем самым устраняется перегрев. 3 ил.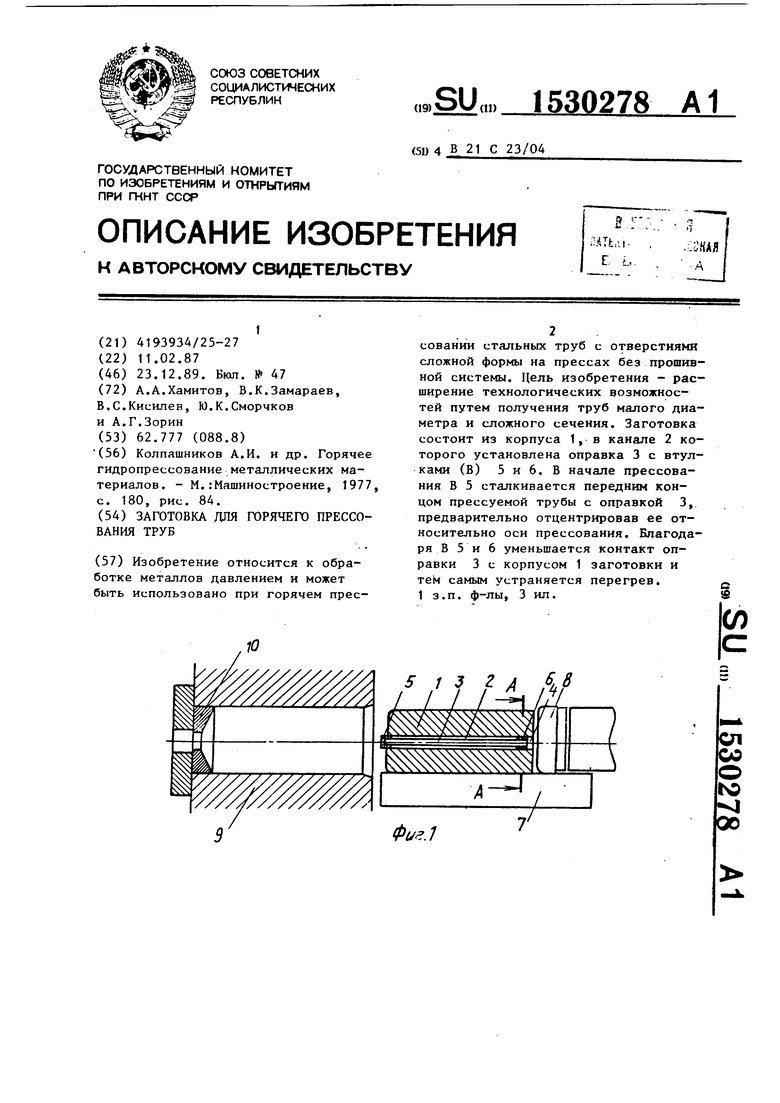
Фиг. 2
Фиг.
| Колпашников А.И | |||
| и др | |||
| Горячее гидропрессование металлических материалов | |||
| - М.:Машиностроение, 1977, с | |||
| Переносный кухонный очаг | 1919 |
|
SU180A1 |
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
