/
// 3
/
7
17 )V 13 12 15 ФизЛ
Изобретение относится к обработке металлов давлением и может быть не- пользовано в машиностроении при контроле формы длинномерных заготовок пос ле гибки.
Цель изобретения - повышение производительности и точности контроля, расширение технологических возможностей.
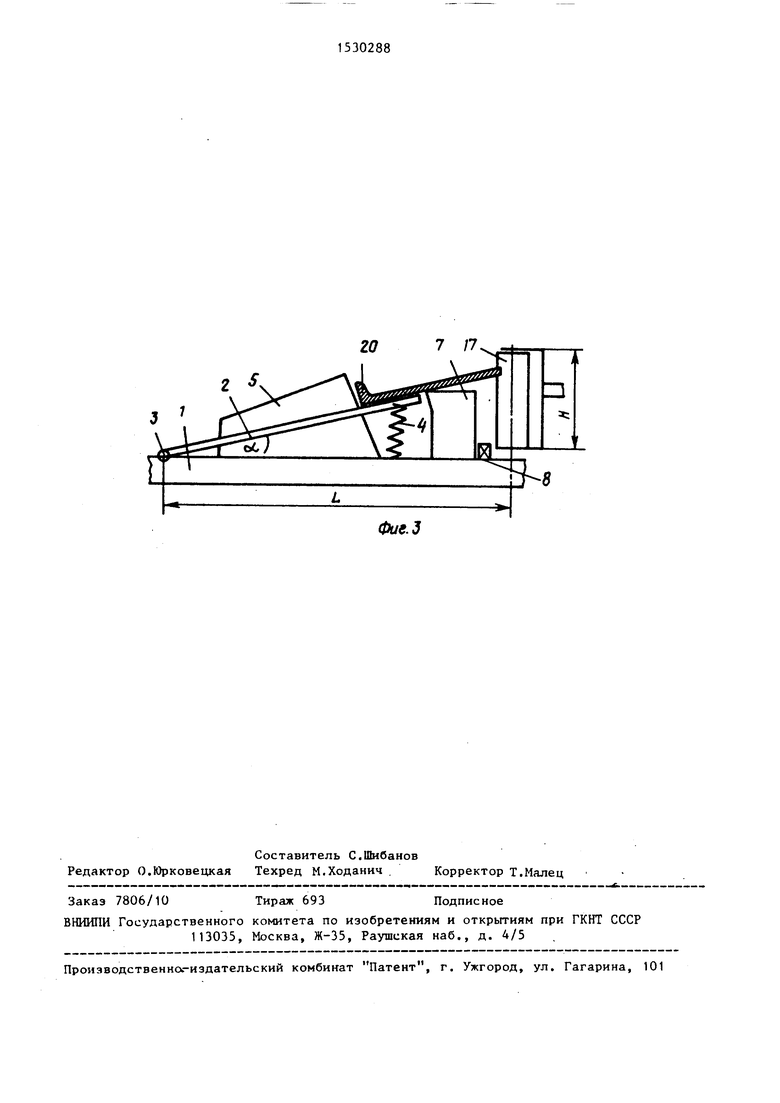
На фиг.1 показано устройство для контроля формы, общий вид; на фиг.2 - то же, поперечный разрез;на фиг.З - схема определения высоты ролика.
Устройство состоит из стола 1, направляющих планок 2, закрепленных на
столе 1 посредством шарнирнов 3 и подпружиненных пружинами 4, и механизма подачи заготовки с толкателями
5 заготовки, расположенными в пазах b стола 1. На столе смонтирован механизм фиксации заготовки, включающий опоры 7, датчики 8 положения заготовки на опорах 7, смонтированные на столе 1 и консолях 9, и приводные прижимы 10 заготовки к опорам 7.
Измерительный механизм содержит направляющую 11, каретку 12, датчик 13 перемещения каретки, подпружиненный измерительный стержень 14, дат- чик 15 перемещения стержня, ось 16 закрепленную на конце стержня 14, на которой смонтирован ролик 17 и датчик 18 угловых перемещений ролика 17.
Датчики 13, 15 и 18 связаны с ре- гистрирующим блоком 19.
Устройство работает следующим образом.
В исходном положении толкатели 5 находятся в крайнем дальнем от- носительно направляющей 11 измерительного механизма положении. Заготовка 20 подается на стол 1 таким образом, чтобы опоры 7 механизма подачи и фиксации заготовки находились в пределах ее длины, а кромка заготовки, подлежащая обмеру, бьша обращена в сторону измерительного механизма. Включаются приводы толкателей 5 и они начинают движение в сторону измерительного механизма. По направляющим планкам 2 заготовка 20 заталкивается на опоры 7.
При вькоде кромки заготовки 20 за опоры 7 срабатывают датчики 8 положения заготовки на опорах, например, фотоэлектрические, которые автоматически отключают приводы толкателей 5 и вк41ючают прижимы 10.
0
5
0 5
О
Q -с Q
5
Стенка заготовки прижимается к поверхности опор 7, а полка заготовки поворачивает направляющие планки 2 на шарнирах 3, сжимая пружины 4. Таким образом, заготовка фиксируется на опорах 7.
Жесткость пружины 4 выбирается таким образом,чтобы подпружиненные концы направляющих планок 2 находились на высоте поверхностей опор 7 под воздействием веса заготовки.
Длина подпружиненного стержня
14выбирается таким образом, чтобы обеспечить возможность обмера заготовки, максимально выпуклой относительно измерительного механизма. Поэтому еще до фиксации заготовки
на опорах 7 она приходит в соприкосновение с роликом 17. При последующем движении толкателей 5 заготовка- 20 вжимает подпружиненный стержень 14 на необходимую величину.
После фиксирования заготовки оператор включает привод каретки 12 и перемещает ее по направляющей 11 в положег кие, соответствующее одному из концов заготовки. В этом положении сигнал от датчика 13 перемещений каретки 12 воспринимается регистрирующим блоком 19 как X х, сигнал от датчика 15 - как у Ур, и сигнал от датчика 18 - как .
Оператор переводит устройство в режим измерения. При этом каретка 12 начинает движение по направляющей 11 и в регистрирующее устройство поступают сигналы от датчиков 13,
15и 18,которые воспринимаются как х , у, и 1- соответственно. В регистрирующем блоке 19 величины Х;, у- и
1, сравниваются с предварительно введенными в него значениями х j , у; и l-|.j по данным математической модели детали. Результаты сравнения выводятся на табло индикации регистрирующего блока. По результатам сравнения оператор принимает решение о необходимости догибки заготовки, после чего отключает прижим и передает заготовку на последующие операции.
Использование предлагаемого технического решения позволит сократить трудоемкость контрольных операций за счет подачи заготовки в зону обмера, исключить деревянные шаблоны, повысить точность контроля формы и в 4- 5 раз сократить объем пригоночньк работ при сборке.
Формула изобретения
1. Устройство для контроля формы гнутых длинномерных заготовок, содержащее механизм фиксации с опорами для заготовки, измерительный механизм, включающий каретку, установленную с возможностью перемещения по направляющей, смонтированный на каретке измерительный подпружиненный стержень и датчики перемещения каретки и стержня, связанные с регистрирующим блоком, отличающееся тем, что, с целью повышения производительности и точности контроля, устройство снабжено столом с направляю1Ц11ми планками и механизмом подачи с приводными толкателями заготовки, приводными прижимами заготовки, расположенными над опорами, и датчиками положения заготовки относительно опор, связанными с приводами толкателей и прижимов, при этом опоры установлены на столе, а направляющие планки одним концом обращены к толкателям и шарнирио
закреплены на столе, а другим обращены к опорам и подпружинены к столу.
2. Устройство по П.1, отличающееся тем, что измеритель- ный механизм снабжен роликом, шарнир- но закрепленным на конце измеритель- -ного стержня, и датчиком углов поворота ролика, связанным с регистрирую- 1ЦИМ блоком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации, базирования и подачи листовой заготовки в рабочую зону пресса | 1991 |
|
SU1784376A1 |
| Устройство для изготовления деталей из длинномерного материала | 1983 |
|
SU1166868A1 |
| Устройство для подачи ящиков с откидными крышками и их закрывания | 1985 |
|
SU1333612A1 |
| Автомат контроля высоты выводов основания реле | 1991 |
|
SU1812571A1 |
| Устройство для отделения верхнего листа от стопы | 1980 |
|
SU884807A1 |
| Устройство для запечатывания пакетов из термопластичного материала | 1990 |
|
SU1775329A1 |
| Манипулирующее устройство к обрабатывающей машине | 1983 |
|
SU1107947A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для подачи длинномерного фасонного проката в зону обработки | 1987 |
|
SU1493401A1 |
| Устройство для укладки и транспортировки длинномерного материала | 1986 |
|
SU1382795A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при контроле формы длинномерных заготовок после гибки. Цель изобретения - повышение производительности и точности измерения, расширение технологических возможностей. Устройство содержит стол 1 с направляющими планками 2, механизм подачи с приводными толкателями 5 заготовки 20, механизм фиксации с опорами и прижимами 10 заготовки к опорам. Направляющие планки позволяют подавать заготовку непосредственно на опоры. Прижим заготовки осуществляется автоматически по команде датчиков положения заготовки относительно опор. Контроль выполняется измерительным подпружиненным стержнем 14, смонтированным на каретке 12, выполненной с возможностью перемещения по направляющей 11. Результаты измерений от датчиков 15 и 13 перемещения измерительного стержня и каретки поступают в регистрирующий блок 19. 1 з.п. ф-лы, 3 ил.
7 /7.
Фие.5
| Потапов И.Г | |||
| Исследование и разработка косвенного метода контроля формы крупногабаритных тонкостенных цилиндрических оболочек | |||
| Вопросы судостроения: Научно-технический сб.- Сер | |||
| Технология судостроения, вып.31 | |||
| Л., ЦНИИ Румб, 1982, с.3-12. |
