тирован механизм зажима в виде приводных прижимных губок 14 и 15, одна из которых входит в профильный паз башмака. Заготовка поджимается к стенке башмака .губками и при движет НИИ цепи вместе с кареткой 11 надежно .удерживается относительно этого башмака в процессе подачи к пресс-ножницам. Устройство снабжено механизмом фиксации положения торца заготовки, выполненным в виде приводного толкателя и датчиков для расположения каретки II и соответствующего башмака в базовой плоскости отсчета. Это позволяет осушест- влять измерение длины заготовки и отрезанной детали непосредственно в процессе подачи. Прямоугольный профильный паз, выполненный в башмаках, позволяет подавать фасонный прокат типа уголка швеллера, дву- тавра без переналадки устройства, что ведет к расширению технологических возможностей установки. 2 з.п. ф-лы, 12 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Автоматизированная линия резки фасонного проката | 1985 |
|
SU1301584A1 |
| Механизм подачи заготовок к прессу | 1986 |
|
SU1424935A1 |
| Перекладыватель заготовок к прессу | 1979 |
|
SU863427A1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ НАТЯЖЕНИЯ ПРИ ПРЕССОВАНИИ МЕТАЛЛОВ | 2005 |
|
RU2278758C1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Кантователь труб | 1990 |
|
SU1726082A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для подачи длинномерного фасонного проката - уголка, швеллера и двутавра к прессам и пресс-ножницам. Цель изобретения - повышение производительности резки за счет сокращения затрат времени при переналадке и контроле размеров исходных и отрезанных заготовок, расширение технологических возможностей за счет обеспечения подачи мелкоразмерных по сечению заготовок. Устройство выполнено в виде приводной цепи 2, несущей башмаки 6 для укладки заготовки и каретки 11, установленной с возможностью свободного перемещения по направляющим 9. На каретке смонтирован механизм зажима в виде двух приводных прижимных губок 14 и 15, одна из которых входит в профильный паз башмака. Заготовка поджимается к стенке башмака губками и при движении цепи вместе с кареткой 11 надежно удерживается относительно этого башмака в процессе подачи к пресс-ножницам. Устройство снабжено механизмом фиксации положения торца заготовки, выполненным в виде приводного толкателя и датчиков для расположения каретки 11 и соответствующего башмака в базовой плоскости отсчета. Это позволяет осуществлять измерение длины заготовки и отрезанной детали непосредственно в процессе подачи. Прямоугольный профильный паз, выполненный в башмаках, позволяет подавать фасонный прокат типа уголка швеллера, двутавра без переналадки устройства, что ведет к расширению технологических возможностей установки. 2 з.п.ф-лы, 12 ил.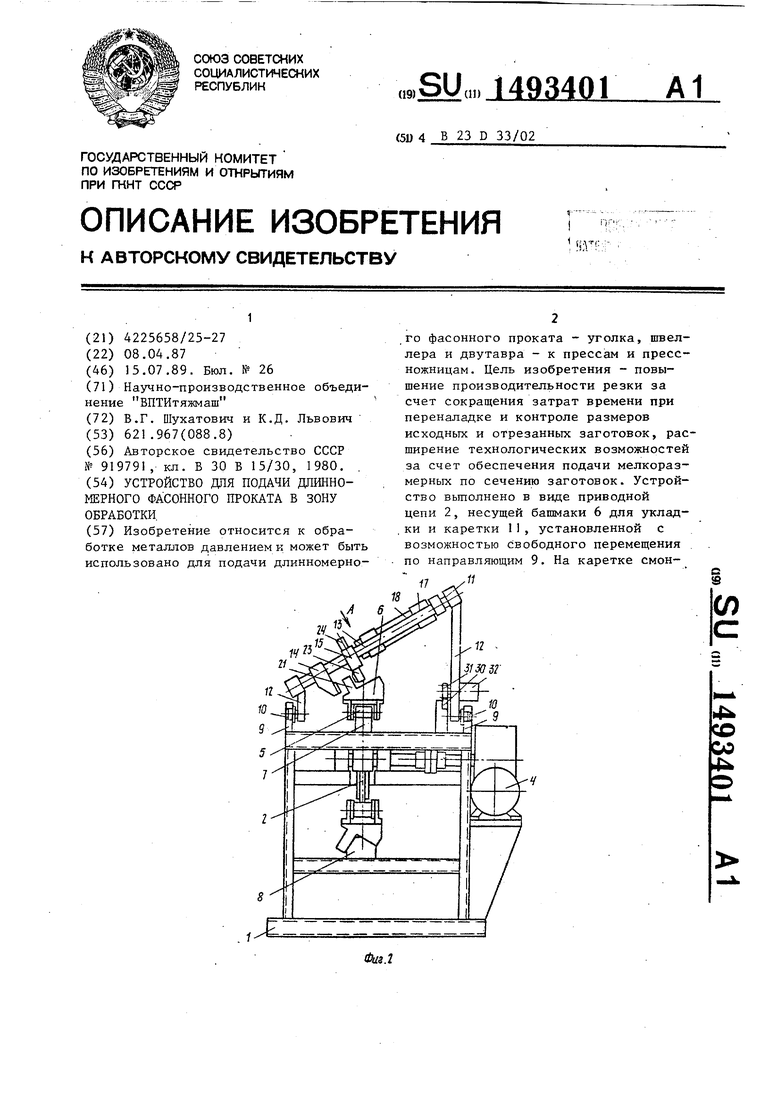
Изобретение относится к обработке металлов давлением и может быть использовано для йодачи длинномерного фасонного проката - уголка, швеллера и двутавра к прессам и пресс-ножницам.
Цель изобретения - повышение производительности резки путем сокра- ш;ения затрат времени при переналадке и контроле размеров исходных и отрезанных заготовок, расширение технологических возможностей путем обеспечения подачи мелкоразмерных по сечению заготовок.
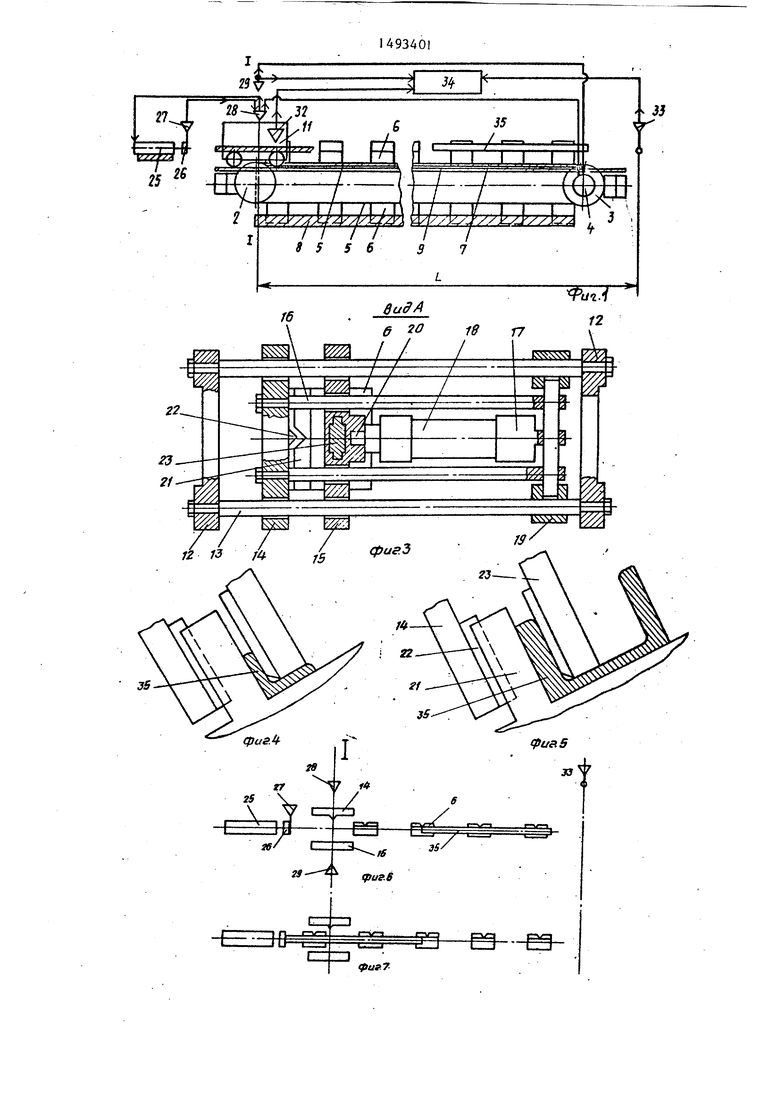
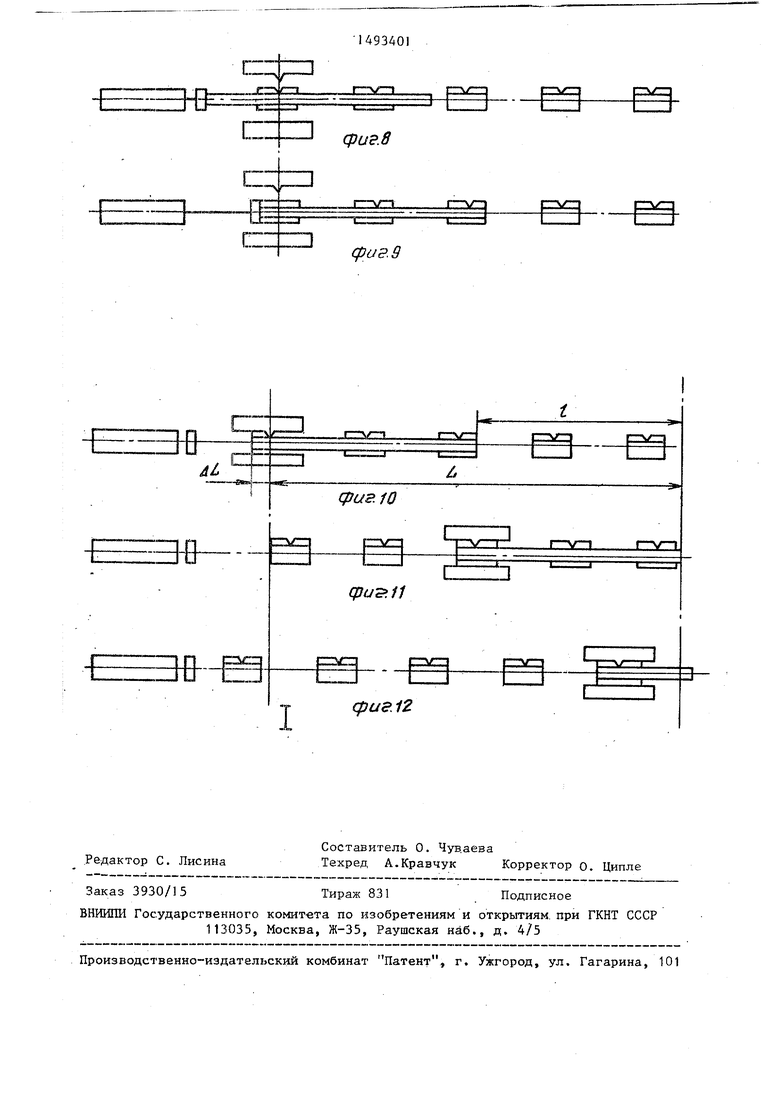
На фиг. 1 изображена схема предлагаемого устройства, на фиг, 2 - то же, вид сбоку, на фиг. 3 - вид А на фиг. 2, на фиг. 4 - зажимные губки в момент зажима уголка, на фиг. 5 - то же, в момент зажима швеллера, на фиг. 6-12 - последовательность процесса установки в ис- ходное положение, зажима и подачи заготовок.
Устройство для подачи длинномерного фасонного проката к прессам и пресс-ножницам содержит раму 1, на.которой смонтированы две звёздочки 2 и 3, одна из которых связана с приводом 4, а другая - с натяжным устройством (не показана). Звездочки охвачены замкнутой цепью 5, на которой закреплены башмаки 6, каж- цый с профильным прямоугольным пазом для укладки заготовок. На раме 1 установлены направляющая 7, по которой перемещается верхняя ветвь цепи 6, и направляющая 8, входящая в профильные пазы башмаков 6. и фик- сирующая положение нижней ветви це20 пи 5 в вертикальной плоскости. Устройство снабжено механизмом прижима заготовки, вьтолненным в виде размещенных на раме 1 параллельно цепи 5 по обе стороны ее двух направляю25 щих 9, на которых на катках 10 установлена с возможностью свободного перемещения каретка 11, выполненная в виде двух стоек I 2, соединенньпс наклонно установленными параллель30 ными направляющими 13. На направляющих 13 установлены с возможностью встречного перемещения две губки 14 и 15. Губка 14 связана при помощи тяг 18, проходящих через отверстия в
25 губке 15, с корпусом 17 силового цилиндра 18, установленного с возможностью перемещения в опорах 19 по направляющим 1 3. Губка 15 связана со штоком 20 силового цилилиндра
40 18. Башмаки 6 установлены на цепи 5, так, что одна из стенок 21 каждого башмака заходит при движении цепи между зажимными губками 14 и 15. Губка 1 4 и каждый башмак 6 снабжены
45 фиксирующими элементами, выполненными в виде треугольного выступа 22 на губке 14 и соответствующего по форме паза на стенке 21 башмака 6. В губке 15 с возможностью переме5Q щения в направлении, перпендикулярном направлению церемещения губки, смонтирован ползун 23 с приводом 24.
Устройство снабжено также механизмом фиксации положения торца прокаgg та, выполненным в виде силового цилиндра 25 с толкателем 26, установленным на раме 1 перед звездочкой 2 по оси подачи проката, датчика 27, Например элёктроконтактного, установ51А934016 . .
ленного на торце толкателя 26 и вза- з башмаков и в свою очеред. положеимодействующего с торцом заготовки, а также датчика 28 типа путевого выключателя с нормально открытым илИ нормально закрытым контактом, электрически связанного с датчиком 27. смонтированного на раме Г в зоне звездочки 2, например в базовой плоскости I-I отсчета длины заготовки, взаимодействующего с одним из башмаков 6 и электрически связанного с приводом 4 цепи 5 для остановки соответствующего башмака в базовой
плоскости I-I, а также с системой уп- 45 которьш дает команду на включение равления цилиндром 25 для остановки электрически с ним связанного дат- движения толкателя 26. Механизм при- чика 28, например типа путевого выжима заготовки также снабжен датчи- ключателя с нормально закрытым или ком 29, аналогичным датчику 28, уста- нормально открытым контактом, новленным на раме 1, например в базе- 20 вой плоскости I-I отсчета, и связанным с приводом 4 цепи 5 для остановки каретки 11 в этой плоскости. Устройство снабжено также механизмом изЕсли в момент касания торца заготовки 35 толкателя 26 вершина впадины крайнего левого (см.фиг.7) башмака 6 находится слева от базовой
мерения длицы заготовки, выполненным плоскости I-I, то датчик 28 этим в виде мерной рейки 20, смонтирован- башмаком не включается и цепь 5. продолжает перемещаться до тех пор, пока вершина впадины следующего башмака, находящегося справа от базовой 30 плоскости I-I, не располагается в этой плоскости (см.фиг.8).При этом заготовка, упираясь в толкатель 26,
ной на раме 1 параллельно направляю щим 9 на всю длину перемещения каретки 1 1 , входящей с рейкой 30 .ъ зацепление зубчатой передачей 31, на выходном валу которой закреплен датчик 32, например импульсного типа, для замера величины перемещения каретки 11. Механизм измерения длины содерпроскальзьшает по башмакам 6. В момент расположения выступа 22 губки
жит также датчик 33, смонтированный 35 каретки 11 и впадины башмака 6
на раме 1 на расстоянии L от базовой плоскости I-I отсчета, блок 34 измерения длины заготовки, обрабатьшаю- щий показания дополнительного датчика 32.
Устройство работает следующим образом.
Заготовки 35 - уго лок, швеллер или
в базовой плоскости I-I отсчета включается датчик 28, который дает команду на останов цепи 5. Далее включается цилиндр 25, и толкатель 40 26 передвигает заготовку по башмакам до совпадения ее торца с торцом башмака, находящегося в плоскости I-I (см.фиг.9). Толкатель 26 цилиндра 25 возвращается в исходное
двутавр - поступают на линию резки скомплетованные в пачки, причем внут- 45 положение (см. фиг.10) Затем вклю- ри пачки заготовки могут быть разной чается цилиндр 18, корпус 17 и шток длины, произвольно уложенные. Из пач- 20 начинает перемещаться с губками ки каждую заготовку 35 поштучно ук- 14 и 15 по-направляющим 13. Б про- ладывают, например магнитным уклад- . цессе сближения губок в зависимо- . чиком (не показан), в профильные пазы 50 сти от толщины стенки заготовки од- башмаков 6 цепи (см.фиг.6). Каретка а из них упирается или в полку за- 11 находится в исходном положении, ; готовки, или в стенку башмака и ос- при котором вершина выступа 22 губки танавливается, а вторая продолжает 14 располагается в базовой плоскости перемещаться до тех пор, пока заго- I-I отсчета, губки 14 и 15 раскрыты, 55 не прижимается к стенке 21 а ползун 23 поднят. Для отсчета дли-, . башмака (см.фиг.4 и 5). Далее включается привод 4 звездочки 3 и заготовка 35 цепью 5 начинает пены заготовки 35, уложенной на башмаки 6, необходимо положение ее тор-да зафиксировать относительно одного
ремещаться на башмаках 6 к техноние этого башмака зафиксировать относительно каретки 1 1 , для чего вершину впадины этого башмака надо расположить в базовой плоскости I-I отсчета. Для этого включают привод 4 цепи 5 и заготовка 35 перемещается до упора в толкатель 26 цилиндра 25 (см.фиг.7), проходя вместе с башмаками 6 через раскрытые губки 14 и 15 каретки 1. Упираясь в торец толкателя 26, заготовка 35 включает датчик 27 электроконтактного типа.
проскальзьшает по башмакам 6. В момент расположения выступа 22 губки
в базовой плоскости I-I отсчета включается датчик 28, который дает команду на останов цепи 5. Далее включается цилиндр 25, и толкатель 40 26 передвигает заготовку по башмака до совпадения ее торца с торцом башмака, находящегося в плоскости I-I (см.фиг.9). Толкатель 26 цилиндра 25 возвращается в исходное
45 положение (см. фиг.10) Затем вклю- чается цилиндр 18, корпус 17 и шток 20 начинает перемещаться с губками 14 и 15 по-направляющим 13. Б про- . цессе сближения губок в зависимо- 50 сти от толщины стенки заготовки од- а из них упирается или в полку за- готовки, или в стенку башмака и ос- танавливается, а вторая продолжает перемещаться до тех пор, пока заго- 55 не прижимается к стенке 21 . башмака (см.фиг.4 и 5). Далее включается привод 4 звездочки 3 и заготовка 35 цепью 5 начинает перемещаться на башмаках 6 к технологическому оборудованию, например к прессу. При этом каретка 11 перемещается, на катках 10 по направляющим 9 вместе с башмаком,, к которому губками 14 и 15 прижата заготовка. Поджим заготовки к башмаку исключает ев проскальзывание относительно башмаков 6 при перемещении цепи. При перемещении каретки 1 1 зубчатая передача 31 обкатьша.ет рейку 30 и дополнительный датчик 32 измеряет расстояние 1, равное пути перемещения каретки 11 от базовой плоскости I-I отсчета до момента контакта датчика 33 с передним торцом заготовки 35 (см.фиг.П). Показания датчика 32 поступают в блок 34 измерения, в котором происходит подсчет длины заготовки 35 между L ,|j||. (L + ЛЬ)-1, где L - постоянная величина, равная расстоянию между базовой плоскостью I-I отсчета и плоскостью, расположения датчика 33 контролирующего положение переднего торца заготовкиj 4L - также постоянная величина, равная расстоянию от торца башмака, обращенного к цилиндру 25, до вертикальной плЬс- кости, проходящей через вершину впадины фиксирующего элемента, выполненного на стенке башмака, 1 - переменная величина, равная пути перемещения каретки П и згшисящая от фактической длины заготовки. Данные блока 34 измерения поступают в ЭВМ, гДе для данной длины заготовки подбрается оптимальный раскрой, согласн которому программируется режим работы привода 4 для последовательной I подачи на определенный шаг заготовк IB пресс (см.фиг.12), также измеряемый датчиком 32.
Формула изобретени
. Устройство для подачи длинномерного фасонного проката в зону обработки, содержащее раму, смонтированные на раме привод и замкнутую цепь, связанную с приводом и огибаю тую звездочки, равномерно установленные на цепи башмаки, каждый из которых вьшолнен с прямоугольным продольным пазом под заготовку и перпендикулярной его основанию стенкой, механизм прижима заготовки к башмакам и систему управления с
5
0
5
0
5
0
5
0
5
узлом контроля длины подаваемой заготовки, отличающееся тем, что, с целью повышения производительности резки за счет сокращения затрат времени при переналадке и контроле размеров, исходных и отрезаемых заготовок, расширения технологических возможностей за счет обеспечения подачи мелкораз- мерных по сечению заготовок, оно снабжено механизмом фиксации положения торца проката, вьтолненным в виде силового цилиндра с толкателем, установленным на раме по оси подачи проката перед цепью, и двух датчиков, электрически связанных один с другим, первый из которых установлен на торце толкателя, а второй - на раме с возможностью взаимодействия с башмаками для установки торца одного из них в базовой плоскости отсчета и электрически свя- зан с приводом цепи и системой управления, механизм прижима заготовки к башмакам вьтолнен в виде размещенных параллельно цепи по обе ее стороны направляющих каретки, установленной с возможностью свободного перемещения по направляющим, смонтированных на каретке с возможностью встречного перемещения в поперечном направлении по отноше- . нию к оси подачи приводных зажимных губок и датчика, размещенно в базовой плоскости отсчета с возможностью взаимодействия с кареткой и электрически связанного с приводом Цепи, при этом каждый башмак закреплен на цепи с возможностью размещения его стенки между губками механизма прижима заготовки к башмакам.
3S
№
видА
| Устройство для подачи длинномерного материала в зону обработки | 1980 |
|
SU919791A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| . | |||
