Изобретение относится к области электроакустики и может быть использовано при изготовлении электроакустических преобразователей.
Цель изобретения - улучшение акустических характеристик мембранного узла и повышение производительности его изготовления.
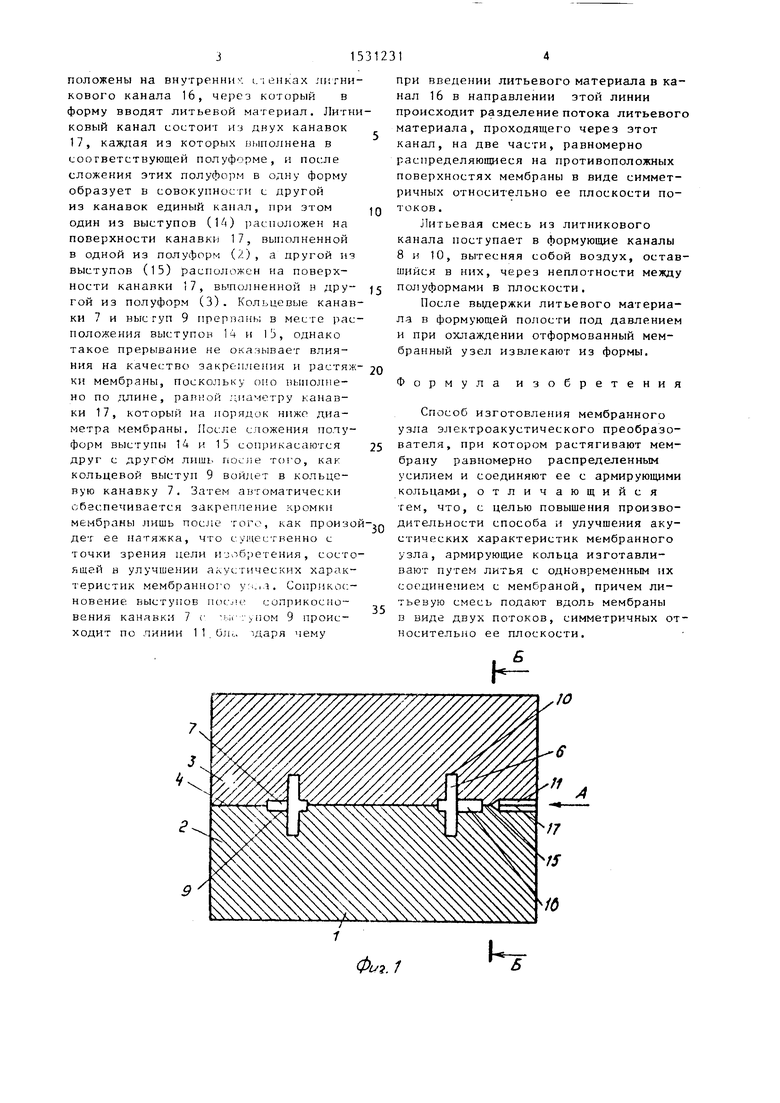
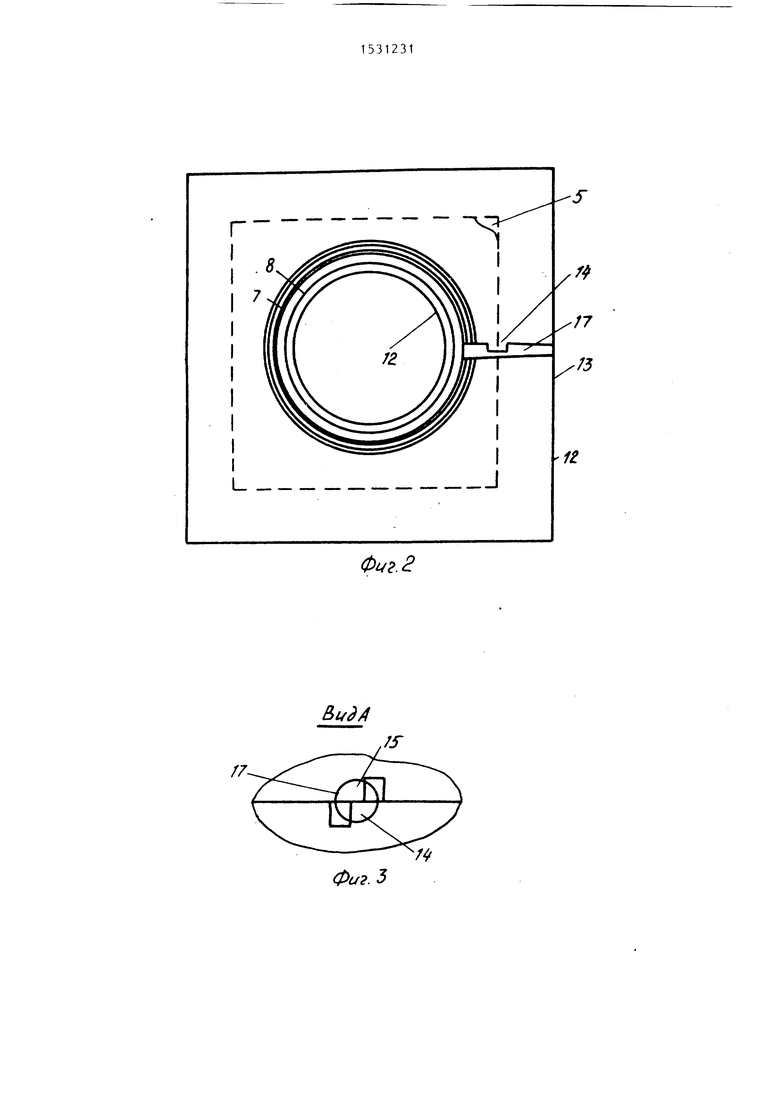
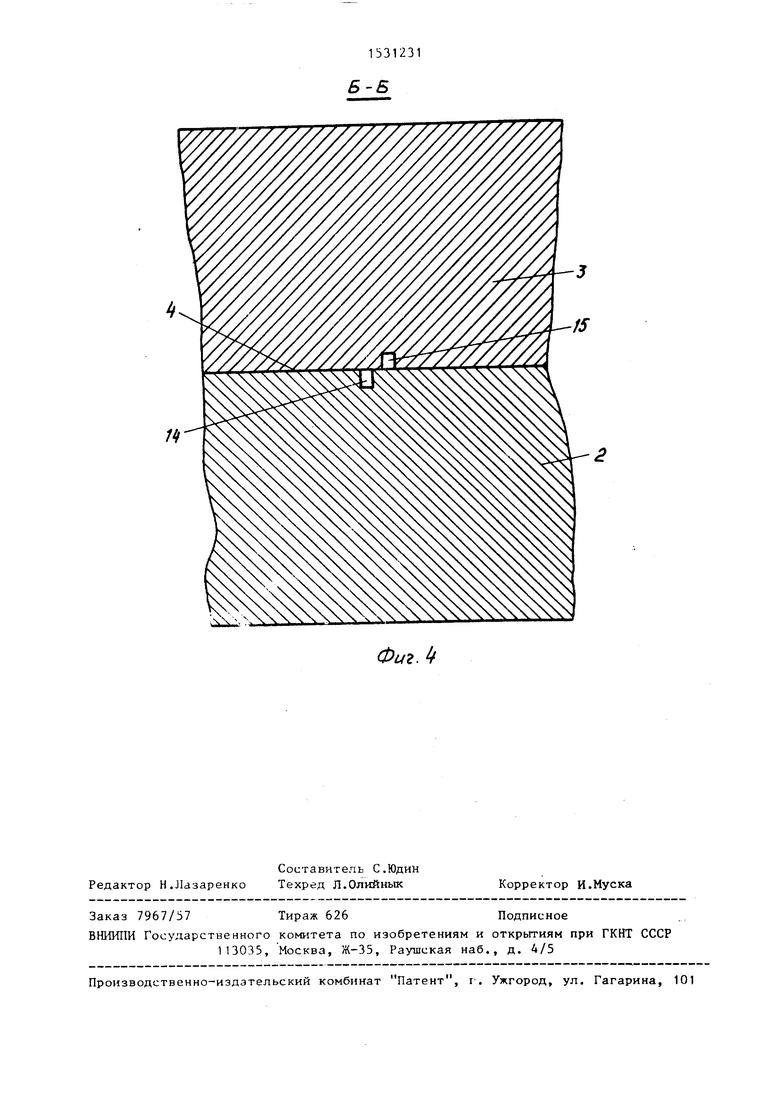
На фиг. 1 показано устройство для реализации способа, разрез по оси мембранного узла или оси симметрии устройства; на фиг. 2 - то же, вид сверху с частичным разрезом в плоскости мембраны; на фиг. 3- вид А на фиг. 1; на фиг. 4 - разрез С-Б на фиг. 1 .
Устройство содержит кольцевую форму 1, состоящую из двух симметричных полуформ 2 и 3 с возможностью соединения по плоскости 4, являющейся плоскостью их разъема. Мембрана 5 имеет возможность закрепления в плоскости 4. Армирующие кольца 6 установлены в полуформах и получены из литьевого материала после его отверждения в полуформах. Армирую1дие кольца соединены с мембраной за счет возникновения сил адгезии между ними.Устройство содержит также узел рас-, тяжки мембраны усилиями, направленными радиально от центра мембраны. Этот узел выполнен в виде кольцевой канавки 7, расположенной вокруг формующей канавки 8 полуформы 2, и кольцевого выступа 9, расположенного вокруг формующей канавки 10 полуформы 3 с возможностью вхождения этого выступа в упомянутый паз после того, как между ними установится мембрана 5. В состав устройства входит узел закрепления части кромки мембраны, находящейся на линии 1 1 , ограниченной поверхностями 12 и 13 кольцевой формы и направленной по ее радиусу. Этот узел выполнен в виде выступов 14 и 15. Выступы рас
(Л
ел
00
ьо
со
положены на внутренни . (.немках литникового канала 16, через который в форму вводят литьевой материал. Литниковый канал состоит из дкух канавок 17, каждая из которых выполнена в соогветствующей полуформе, и после сложения этих полуформ в одну форму образует в совокупности с другой из канавок единый капал, при этом один из выступов (1А) расположен на поверхности канавки 17, выполненной в одной из полуформ (2), а другой из выступов (15) расположен на поверхности канавки 17, выполненной н другой из полуформ (3). Кольцевые канавки 7 и высгуп 9 прерпань в месте расположения выступов 14 и 13, однако такое прерывание не оказывает влияния на качество закрепления и растяж ки мембраны, поскольку оно пыполне- но по длине, рапной ;;иаметру канавки 17, который на порядок ниже диаметра мембраны, По(.;ле сложения полуформ выступы 14 и 15 соприкасаются друг с друго м лишь riocjie того, как кольцевой выступ 9 войдет в кольцевую канавку 7. Затем автоматически обеспечивается закрепление кромки мембраны лишь после того, как произо дет ее натяжка, что су1(ественно с точки зрения цели и тбретения, состоящей в улучшении акустических характеристик мембраннот-о у::..л. Соприкосновение выступов соприкосновения канавки 7 -ьи гупом 9 происходит по линии 1 1 OJK. 1даря чему
0
5
0 5 п
35
при введении литьевого материала в канал 16 в направлении этой линии происходит разделение потока литьевого материала, проходящего через этот канал, на две части, равномерно распределяющиеся на противоположных поверхностях мембраны в виде симметричных относительно ее плоскости потоков .
Литьевая смесь из литникового канала поступает в формующие каналы 8 и 10, вытесняя собой воздух, оставшийся в них, через неплотности между полуформами в плоскости.
После выдержки литьевого материала в формующей полости под давлением и при охлаждении отформованный мембранный узел извлекают из формы.
Формула изобретения
Способ изготовления мембранного узла электроакустического преобразователя, при котором растягивают мембрану равномерно распределенным усилием и соединяют ее с армирующими кольцами, отличающийся тем, что, с целью повышения производительности способа и улучшения акустических характеристик мембранного узла, армирующие кольца изготавливают путем литья с одновременным их соединением с мембраной, причем литьевую смесь подают вдоль мембраны в виде двух потоков, симметричных относительно ее плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления мембранного узла электроакустического преобразователя | 1987 |
|
SU1515404A1 |
| ЭЛЕКТРОАКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 1992 |
|
RU2047282C1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| Устройство для изготовления покрышек пневматических шин | 1985 |
|
SU1260242A2 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Устройство для изготовления покрышек пневматических шин | 1987 |
|
SU1442423A2 |
| ЭЛЕКТРОАКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2009 |
|
RU2400017C1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1087348A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОДОЛАЗНОГО ШЛЕМА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ, ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВОДОЛАЗНОГО ШЛЕМА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ВОДОЛАЗНЫЙ ШЛЕМ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2011 |
|
RU2453468C1 |
| Устройство для центробежного литья | 2020 |
|
RU2748447C1 |
Изобретение относится к электроакустике. Цель изобретения - повышение акустических характеристик и производительности изготовления мембранного узла. Мембранный узел содержит мембрану и армирующие кольца. При подаче литьевого материала в канавки наряду с отливкой армирующих колец происходит их соединение с мембраной. 4 ил.
Фи.1
W/
. 5
-J
/ /-/7
/3
/f
0г/г.
Li,
Фиг.
| кл | |||
| 4133741/24-10 14,10.86 23.12.89 | |||
| Бюл | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
