15
18
Изобретение относится к электро- акустике и предназначено для изготовления мембранных узлов электроакустических преобразователей.
Цель изобретения - увеличение производительности изготовления мембранного узла и повьппение его качества.
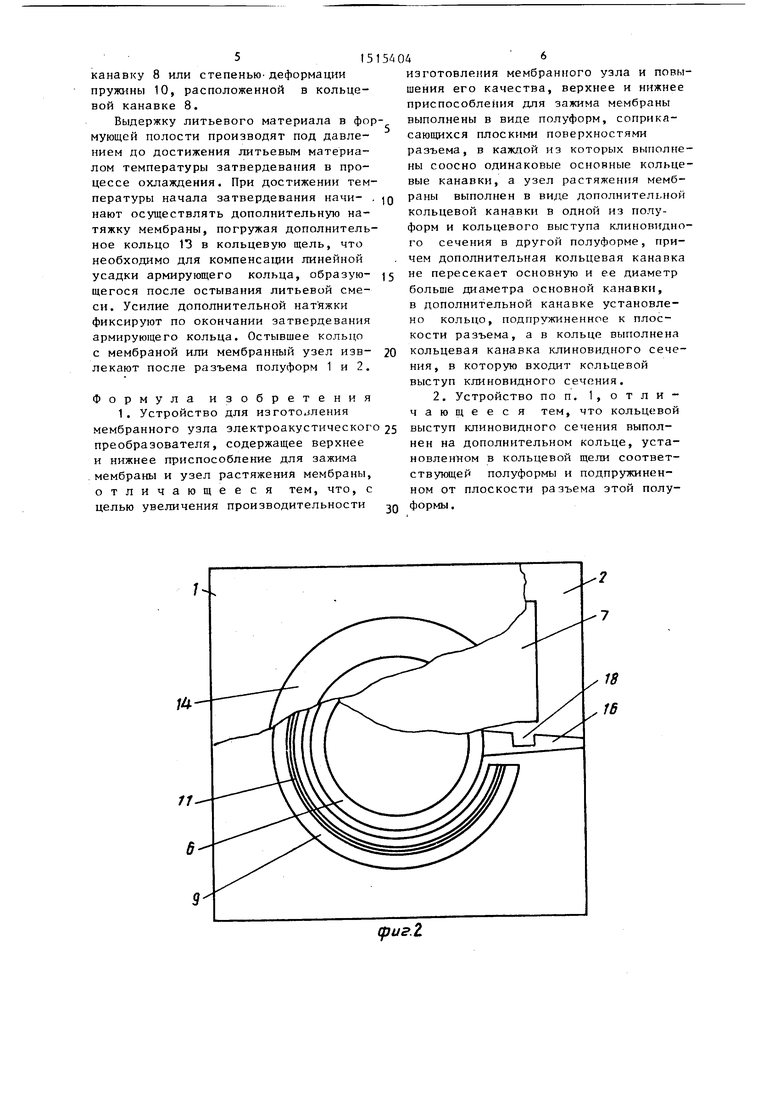
На фиг. 1 показана предлагаемая пресс-форма в сечении плоскостью, проходящей через ось ее симметрии; на фиг. 2 - плоскость разъема полуформ.
Устройство содержит верхнюю 1 и нижнюю 2 полуформы, в плоских поверхностях 3 и 4 раз ъема которых выполнены формующие кольцевые канавки 5 и 6. Узел растяжения мембраны 7 выполнен в йилЕ дополнительной кольцевой капап ки 8, расположенной на плоской по- FiepxnocTi разъема 1п{жней полуформь вок)уг ее формующей канавки, и установленного в дополнительной канавке кол1И.а 9, подпружиненного с помощью пружпгп.. 10 с та рированным усилием к п. 1огк()с:ти разъема нижней полуформы. Ко.ш.цо 9 имеет канавку 1 1 клиновидног сечения, в которую входит соосный и соотиетств тощий ей кольцевой выступ 12 с клиновидным сечением. Этот выступ I binojnieH на дополнительном кольце 13, установленном на кольцевой щели 14, выполненной в верхней полуформе 1 концентрично ее формующей канавке. Дополнительное кольцо 13 под- пружинено к верхней полуформе с помощью пружины 15.
В состав устройства входит узел закрепления части кромки мембраны, находящейся на линии литникового ка- нала, состоящего из двух канавок 16, каждая из которых выполнена в соот- ветствую .цей полуформе и прсле сложения полуформ в одну форму образует в совокупности с другой из канавок единый канал.
Этот узел выполнен в виде выступов 17 и 18, расположенных на внутренних стенках литникового канала, образованного сложением канавок 16 и предназначенного для введения в форму литьевого материала. После сложения канавок в единый канал или после сложения полуформ выступов 17 и 18 соприкасаются один с другим, что обеспечивает закрепление части кромки мембраны, находящейся на линии литникового канала лишь после того, как выступ 12 дополнительного .кольца 13
0
5
0
5 0 5
0 з
0
войдет в канавку 11 кольца 9, чем обеспечивается растяжение мембраны до того, как произойдет закрепление кромки мембраны, находящейся на линии литникового канала. Этим исключается образование мембраной гофр.
Благодаря соприкосновению выступов 17 и 18 при введении литьевого материала в канал, образованный сложением канавок 16, происходит разделение потока литьевого материала, проходящего через этот канал, на две части,- равномерно распределяющиеся на противоположных поверхностях мембраны в виде симметричных относительно ее плоскости потокаи.
В состав устройства, обеспечивающего изготовление арматуры электроакустического преобразователя, входит также литьевая машина с материальным цилиндром (не показаны)j обеспечивающим подачу литьевой смеси в пресс- форму под давлением.
Перед подачей литьевого материала в устройство полуформы 1 и 2 размыкают по плоским поверхностям 3 и 4. На открывшуюся плоскую поверхность полуФомы 2 устанавливают мембрану 7 и закрепляют ее. Производят предварительную растяжку мембраны 7 усилием Р, направленным радиально от ее центра, отношение которого к толщине сГ мембраны постоянно, при этом
Р/сГ К-Е,
тгде К - коэффициент, зависящий от
термической усадки материала армирующих колец после его остывания;
Е - модуль упругости мембраны. Натяжку мембраны осуществляют после того, как полуформы сомкнут, при этом дополнительное кольцо 13 фиксируют относительно полуформы 2 и полуформы 1. При натяжке мембраны кольцевой выступ 12 входит в канавку 11 клиновидного сечения, и происходит натяжка краев мембраны, соприкасающихся с этим выступом, внутрь канавки 11, выполненной в кольце 9. При этом пружина 10 сжимается. Так как усилие пружины 10 зависит от степени ее деформации, а последняя в процессе проведения предварительной затяжки неизменна, то усилие Р также неизменно и определяется степенью вхождения дополнительного ко.гьма 13 в кольцевую
5I5
канавку 8 или степенью-деформации пружины 10, расположенной в кольцевой канавке 8.
Выдержку литьевого материала в формующей полости производят под давле- кием до достижения литьевым материалом температуры затвердевания в процессе охлаждения. При достижении температуры начала затвердевания начи- . нают осуществлять дополнительную натяжку мембраны, погружая дополнительное кольцо 13 в кольцевую щель, что необходимо для компенсации линейной усадки армирующего кольца, образую- щегося после остывания литьевой смеси. Усилие дополнительной натяжки фиксируют по окончании затвердевания армирующего кольца. Остывшее кольцо с мембраной или мембранный узел изв- лекают после разъема полуформ 1 и 2.
Формула изобретения
1. Устройство для изготовления мембранного узла электроакустического преобразователя, содержащее верхнее и нижнее приспособление для зажима мембраны и узел растяжения мембраны, отличающееся тем, что, с целью увеличения производительности
04 6
изготовления мембранного узла и повышения его качества, верхнее и нижнее приспособления для зажима мембраны выполнены в виде полуформ, соприкасающихся плоскими поверхностями разъема, в каждой из которых выполнены соосно одинаковые основные кольцевые канавки, а узел растяжения мембраны выполнен в виде дополнительной кольцевой канавки в одной из полуформ и кольцевого выступа клиновидного сечения в другой полуформе, причем дополнительная кольцевая канавка не пересекает основную и ее диаметр больше диаметра основной канавки, в дополнительной канавке установлено кольцо, подпружиненное к плоскости разъема, а в кольце выполнена кольцевая канавка клиновидного сечения, в которую входит кольцевой выступ клиновидного сечения.
2. Устройство по п. 1, о т л и - чающееся тем, что кольцевой выступ клиновидного сечения выполнен на дополнительном кольце, установленном в кольцевой щели соответствующей полуформы и подпружиненном от плоскости разъема этой полуформы .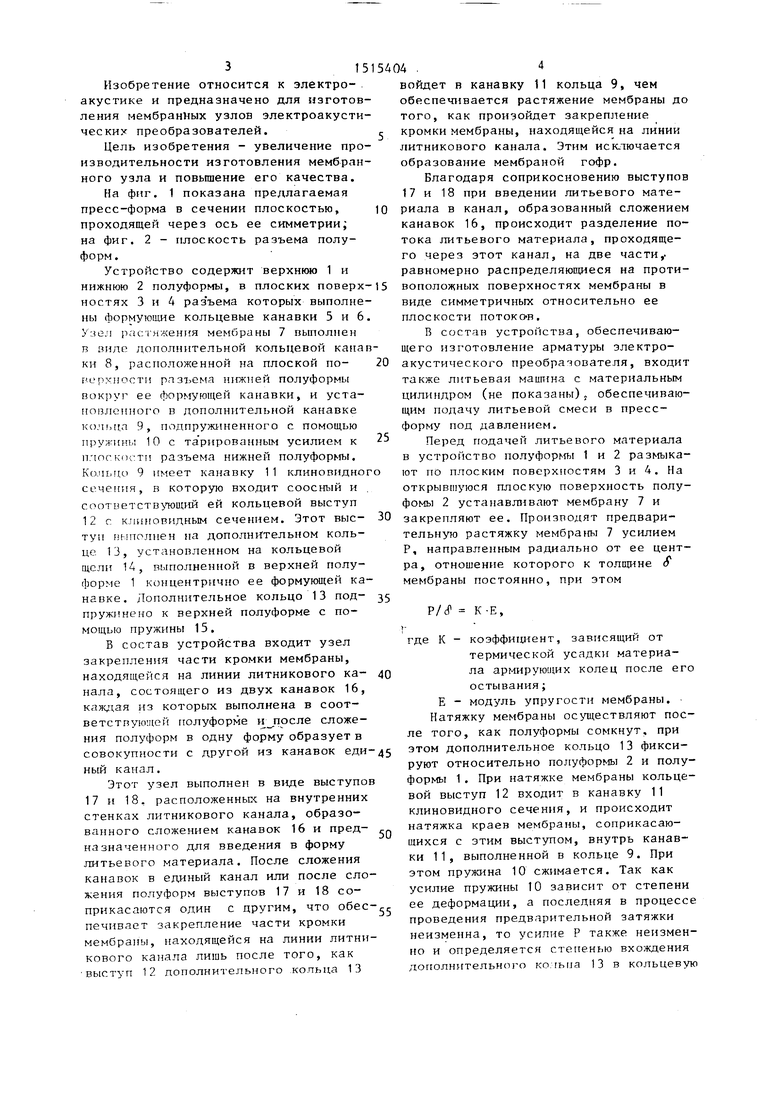
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления мембранного узла электроакустического преобразователя | 1986 |
|
SU1531231A1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ СФОРМОВАННОГО ИЗДЕЛИЯ ИЗ ПРЕСС-ФОРМЫ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СФОРМОВАННОЕ ИЗДЕЛИЕ | 2007 |
|
RU2388600C1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU689079A1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| Устройство для изготовления брекерно-протекторных браслетов для покрышек пневматических шин | 1980 |
|
SU1011040A3 |
| Литьевая форма для полимерных из-дЕлий C АВТОМАТичЕСКиМ ОТРыВОМ лиТ-НиКА | 1979 |
|
SU821164A1 |
| Литьевая форма для полимерных изделий | 1978 |
|
SU770817A1 |
| Литьевая форма для изготовления изделий из пластмасс с поднутрениями | 1988 |
|
SU1599227A1 |
| Способ литья под давлением отливок с наружной резьбой и пресс-форма для его осуществления | 1990 |
|
SU1743681A1 |
| Устройство для изготовления покрышек пневматических шин | 1985 |
|
SU1260242A2 |
Изобретение относится к электроакустике. Цель изобретения - увеличение производительности изготовления мембранного узла и повышение его качества. В состав пресс-форм 1 и 2, в плоских поверхностях разъема которых выполнены формующие кольцевые канавки 5,6, введен узел растяжения мембраны в виде выполненной на плоской поверхности нижней полуформы дополнительной кольцевой канавки 8, расположенной вокруг основной канавки 6, и установленного в ней кольца 9, подпружиненного с тарированным усилием перпендикулярно к плоскости разъема форм 1 и 2, в которое входит кольцевой выступ 12, выполненный на плоской поверхности верхней полуформы и имеющий клиновидное сечение. 2 ил.
/
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
