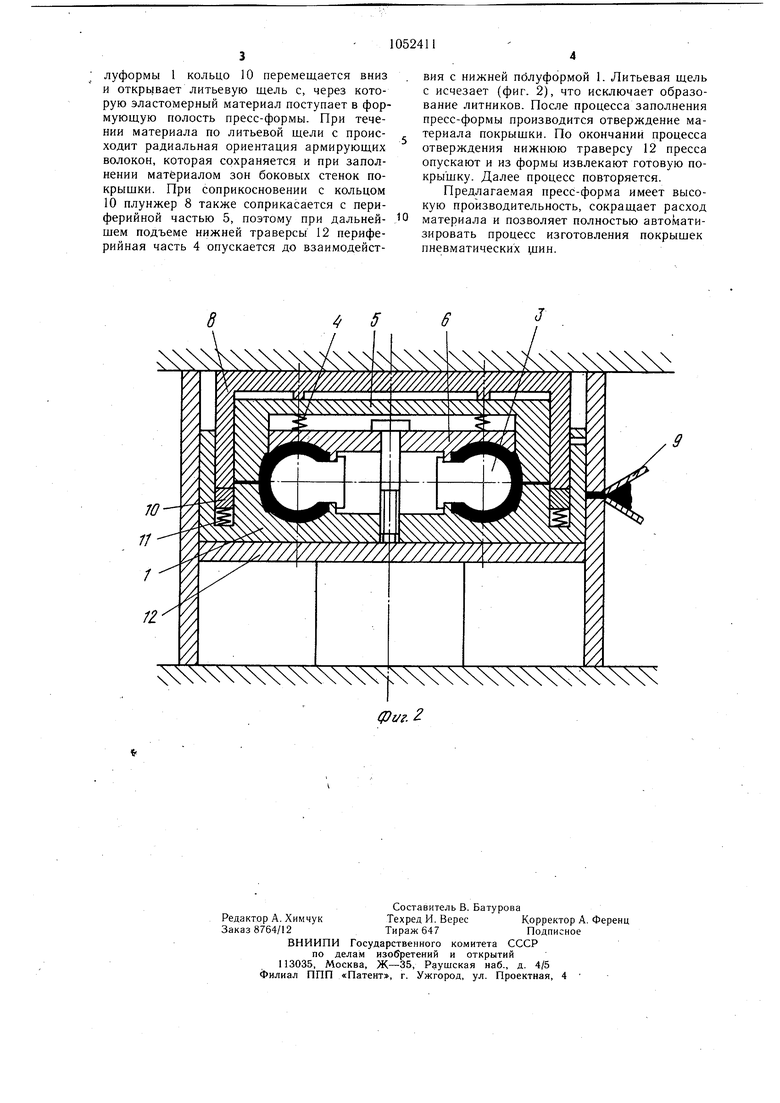
Изобретение относится к изготовлению пневматических шин и предназначено для изготовления покрышек из жидкого эластомерного материала. Известна литьевая пресс-форма для изготовления покрышек пневматических шин, содержащая верхнюю и нижнюю полуформы с кольцевыми загрузочными камерами, установленные в последних аксиально подвижные кольцевые литьевые плунжеры и тороидальный жесткий сердечник 1. Однако эта форма не обеспечивает изготовление покрышек из жидких эластомерных материалов с армирующими волокнами. Наиболее близкой к изобретению по технической сущности и достигаемому результату является литьевая пресс-форма для покрышек пневматических шин,-содержащая верхнюю полуформу, тороидальный жесткий сердечник, нижнюю полуформу с за.грузочной камерой, взаимодействующий с последней кольцевой плунжер и литниковый канал для подачи жидкого эластомерното материала от питающего устройства. В известной пресс-форме литниковые каналы выполнены в верхней и нижней полуформах в зоне бортов покрышки, плунжер жестко связан с верхней полуформой и заходит в загрузочную камеру до подачи эластомера питающим устройством, при этом дно загрузочной камеры расположено по плоскости разъ ема полуформ, а на уровне его выполнены контрольные отверстия 2 . Однако такое конструктивное выполнение пресс-формы обусловливает большой расход материала, так как образуется большое количество литников, представляющих собой необратимые потери эластомерного материала. Цель изобретения - сокращение расхо-. да материала. Поставленная цель достигается тем, что в литьевой пресс-форме для покрышек пнев матических шин, содержащей верхнюю полуформу, тороидальный жесткий сердечник, нижнюю полуформу с загрузочной камерой, взаимодействующий с последней кольцевой плунжер и литниковый канал для подачи жидкого эластомерного материала от питающего устройства, верхняя полуформа установлена с возможностью аксиального перемещения относительно плунжера, дно загрузочной камеры расположено ниже плоскости разъема полуформ и литниковый канал выполнен .в нижней полуформе у верхнего торца загрузочной камеры, в которой установлено подвижное кольцо, подпружиненное относительно дна камеры. Верхняя полуформа выполнена состоящей из подвижных относительно друг друга в аксиальном направлении и связанных между собой упругими элементами периферийной и центральной связанной с нижней полуформой, частей. На фиг. 1 схематически изображена прессформа в момент заполнения загрузочной камеры эластомерным материалом; на фиг. 2 то же, в положении окончания процесса литья покрыщки пневматической шины. Литьевая пресс-форма для покрыщек пневматических шин содержит нижнюю полуформу 1 с загрузочной камерой 2, жесткий тороидальный сердечник 3, образованный набором секторов, и верхнюю полуформу. Верхняя полуформа выполнена состоящей из подвижных относительно друг друга в аксиальном направлении и связанных между собой упругими элементами 4 периферийной 5 и центральной 6 частей. Центральная часть 6 связана с нижней полуформой 1, например, посредством болта 7. С загрузочной камерой 2 взаимодействует кольцевой плунжер 8. Верхняя полуформа установлена с возможностью аксиального перемещения относительно плунжера. Дно загрузочной камеры 2 расположено ниже плоскости разъема полуформ. В нижней полуформе 1 у верхнего торца загрузочной каамеры 2 выполнен литниковый канал а для подачи жидкого эластомерного материала от питающего устройства 9. В загрузочной камере 2 установлено подвижное кольцо 10, подпружиненное относительно дна загрузочной камеры 2. Воздействующие на кольцо 10 пружины 11 рассчитываются в соответствии с начальным давлением подаваемого эластомерного материала. При эксплуатации нижняя полуформа 1 устанавливается на подвижной траверсе 12 вулканизационного пресса, а плунжер 8 закрепляется на неподвижной траверсе 13. Для перемещения нижней полуформы 1 имеются направляющие 14 с литником в. Пресс-форма работает следующим образом. В исходном положении подвижная траверса 12 пресса находится в нижнем положении с нижней полуформой 1, сердечником 3 и верхней по.туформой. Периферийная часть 5 верхней полуформы упругими эле.мента.ми 4 поднята в крайнее верхнее положение и образует с нижней полуформой 1 кольцевую литьевую щель с. Кольцо 10 пружинами 11 поднято в крайнее верхнее положение и перекрывает литьевую щель с. В загрузочную камеру 2 через литник в и литниковый канал а питающим устройством 9, например, литьевой машиной, подается эластомерный материал, который заполняет весь объем камеры от кольца 10 до плунжера 8. При заполнении загрузочной камеры 2 эластомерным материалом создается давление, обеспечивающее наибольшую степень ориентации армирующих волокон в литьевой щели с. Это давление обеспечивается жесткостью пружин 11. При подъеме нижней полуформы 1 кольцо 10 перемещается вниз и открывает литьевую щель с, через которую эластомерный материал поступает в формующую полость пресс-формы. При течении материала по литьевой щели с происходит радиальная ориентация армирующих волокон, которая сохраняется и при заполнении материалом зон боковых стенок покрышки. При соприкосновении с кольцом 10 плунжер 8 также соприкасается с периферийной частью 5, поэтому при дальнейшем подъеме нижней траверсы 12 периферийная часть 4 опускается до взаимодейстВИЯ с нижней пблуформой 1. Литьевая щель с исчезает (фиг. 2), что исключает образование литников. После процесса заполнения пресс-формы производится отверждение материала покрыщки. По окончаний процесса отверждения нижнюю траверсу 12 пресса опускают и из формы извлекают готовую покрышку. Далее процесс повторяется.
Предлагаемая пресС-форма имеет высокую производительность, сокращает расход материала и позволяет полностью автоматизировать процесс изготовления покрышек пневматических щин.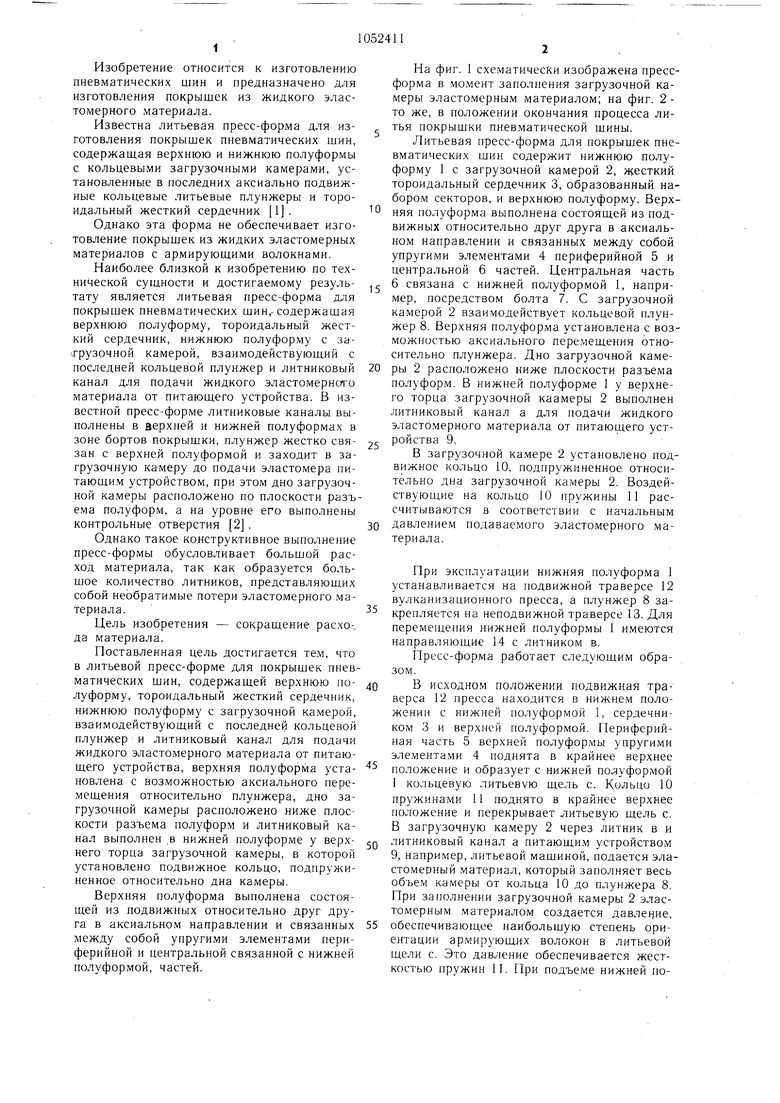
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для покрышек пневматических шин | 1981 |
|
SU1031748A1 |
| Пресс-форма для литья протекторов | 1991 |
|
SU1801756A1 |
| Устройство для изготовления покрышек пневматических шин | 1987 |
|
SU1442423A2 |
| Устройство для изготовления покрышек пневматических шин | 1985 |
|
SU1260242A2 |
| Литьевая пресс-форма для изготовления эластичных оболочек | 1990 |
|
SU1717383A1 |
| Устройство для изготовления литых покрышек | 1983 |
|
SU1100122A2 |
| Устройство для изготовления литых покрышек | 1981 |
|
SU1016195A1 |
| Устройство для изготовления брекерно-протекторных браслетов для покрышек пневматических шин | 1980 |
|
SU1011040A3 |
| Литьевая форма для покрышек пневматических шин | 1987 |
|
SU1452686A2 |
| Устройство для изготовления литых покрышек пневматических шин | 1987 |
|
SU1452687A1 |
1. ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН, содержащая верхнюю полуформу, торовдальный жесткий сердечник, нижнюю полуформу с загрузочной камерой, взаимодействующий с последней кольцевой плунжер и литниковый канал для подачи жидкого эластомера от питаюйлего устройства, отличающаяся тем, что, с целью сокращения расхода материала, верхняя полуформа установлена с возможностью аксиального перемещения относительно плунжера, дно загрузочной камеры расположено ниже плоскости разъема полуформ и литниковый канал выполнен в нижней полуформе у верхнего торца загрузочной камеры, в которой установлено подвижное кольцо, подпружиненное относительно дна камеры. 2. Пресс-форма по п. 1, отличающаясятем, что верхняя полуформа выполнена состоящей из подвижных относительно друг друга в аксиальном направлении и связанных между собой упругими элементами периферийной и центральной, связанной с нижней полуформой, частей. (Л ел to 4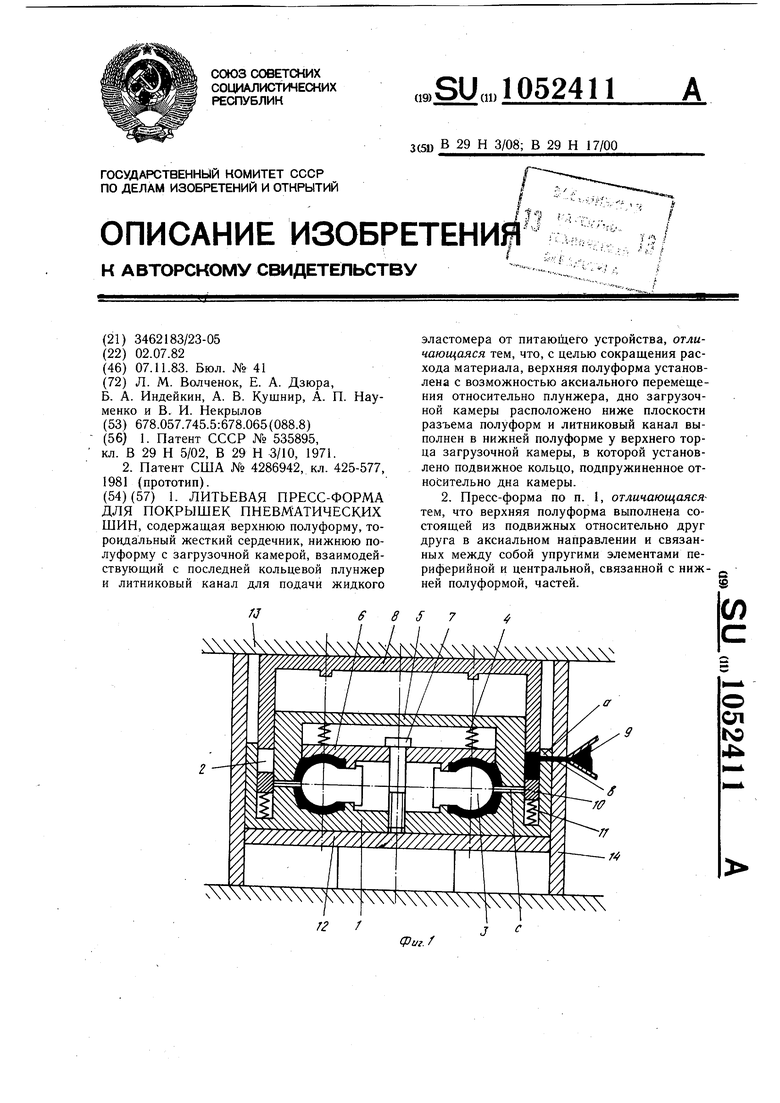
5
В
J /f/
фш.2 /Z///A////////A к ч Д Л Ух, - . - , л л / у/////Щ///////// I I//
