Изобретения относятся к порошковой металлургии, в частности к производству длинномерных заготовок (штабиков) квадратного и прямоугольного сечений преимущественно из порошков вольфрама и молибдена, предназначенных для получения прутков, проволоки и лент для светотехнической, электронной промышленностей и приборостроения.
Известен способ прессования из вольфрамовых порошков штабиков [1], включающий засыпку порошка в пресс-форму и его вертикальное обжатие.
К недостаткам способа относятся сложность засыпки порошка в узкую лопасть пресс-формы, у которой длина в 63-100 раз превышает ширину полости. Это приводит к потерям дорогостоящего порошка и образованию воздушных пробок при его засыпке, что ведет к браку штабиков и невозможности получить при последующих термической и пластической обработках изделия высокого качества с заданными механическими и физическими свойствами, особенно если порошки вольфрама имеют легирующие присадки.
Известна пресс-форма для получения описанного ранее способа [2]. Пресс-форма состоит из пуансона и матрицы. Матрица содержит две щеки, в одной из которых выполнена полость для засыпки порошка. Щеки соединены штифтами.
К недостаткам данной пресс-формы относится сложность извлечения готового штабика из пресс-формы. В результате прессования под большим давлением после снятия усилия прессования в штабике возникает "упругое последствие", т.е. размеры штабика увеличиваются, причем в наибольшей мере по его длине. Но увеличению длины штабика препятствуют неподвижные торцовые части полости щеки пресс-формы. Таким образом, штабик заклинивается в полости щеки, в нем возникают микро- и даже макродефекты, приводящие во многих случаях к его разрушению на операции извлечения. Брак штабиков на операции извлечения превышает 50% от годных штабиков.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому способу является способ прессования из порошков вольфрама и молибдена штабиков [3]. Из порошков молибдена прессуют квадратные штабики размерами от 14×14×600 до 60×60×650 мм и прямоугольные штабики размерами 40×70×600 мм. Этот способ позволяет расширить ряд порошков применяемых тугоплавких металлов, а также размерный ряд изготавливаемых штабиков. Способ включает прессование порошка в пресс-форме с разъемной матрицей вертикальным обжатием. Этот способ по сравнению с указанным выше аналогом облегчает извлечение штабика после прессования из пресс-формы.
Основным недостатком данного способа является низкое качество получаемых штабиков. Очень высокие степени сжатия порошков в полости пресс-формы, превышающие 300% и изменяющие объем порошка в 3-4 раза в одном вертикальном направлении, при наличии больших значений реактивных сил трения порошка о стенки полости приводят к неоднородности распределения напряжений и неравномерности плотности штабиков по высоте, ширине и длине. Так, верхние слои штабиков, имеющие схему напряжений, близкую к всестороннему сжатию, всегда плотнее нижних слоев, имеющих менее благоприятную для уплотнения схему напряженного состояния. После операции термической обработки спекания такие штабики получают разную усадку по высоте, ширине и длине, а также анизотропию плотности, твердости и микротвердости по сечениям и длинам. Из таких спеченных штабиков последующей термической обработкой (сваркой) и пластической деформацией невозможно получить, особенно из порошков молибдена и вольфрама с присадками, изделия (прутки, проволоку и ленту) высокого качества и длительной работоспособности.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является пресс-форма для прессования порошков из вольфрама и молибдена [4]. Пресс-форма содержит матрицу и пуансон. Матрица выполнена разборной и содержит две боковины (щеки), нижнюю плиту, торцовые пластины соединены штифтами. Длина боковин в 5-6 раз превышает их высоту и в 25-30 раз - их ширину. Сечение пуансона соответствует сечению рабочей полости матрицы, а высота пуансона в 3-4 раза превышает высоту готового штабика.
После прессования матрица пресс-формы разбирается на отдельные части и штабик освобождается от контакта с боковинами, торцовыми пластинами, в результате чего исключается брак штабиков на операции извлечения его из полости пресс-формы.
Недостатком данной пресс-формы является низкое качество получаемых штабиков. Пресс-форма имеет только один вертикальный пуансон, который при перемещении в полости матрицы, по ширине равной ширине пуансона, изменяет объем порошка в 3-4 раза. При такой очень большой деформации порошка штабик после прессования имеет неоднородное напряженное состояние и неравномерную плотность как по сечению, так и по длине. Дальнейшая термическая и пластическая обработка таких штабиков приводит к амизотропии механических и физических свойств готовых изделий. Одной из причин неоднородности напряжений и неравномерности плотности штабиков является большое перемещение порошка и пуансона в полости пресс-формы при прессовании, оно в 2-3 раза превышает высоту штабиков и приводит к появлению на поверхностях контакта порошка со стенками полости больших значение реактивных сил трения, которые и способствуют снижению неоднородности напряжений и неравномерности плотности.
Задачей предлагаемых решений является повышение качества получаемых штабиков путем приложения к порошку тугоплавких металлов дополнительного сжимающего усилия в горизонтальном направлении.
Поставленная задача решается в предлагаемом способе прессования штабиков из порошков тугоплавких металлов, включающем вертикальное обжатие порошка в пресс-форме, согласно изобретению одновременно с вертикальным обжатием порошок обжимают в горизонтальном направлении с абсолютным обжатием, равным абсолютному обжатию в вертикальном направлении, и с удельным усилием, равным удельному усилию в вертикальном направлении, при этом порошок засыпают в полость пресс-формы, ширина которой равна (1,5-2,0)В1, где В1 - ширина готового штабика.
Горизонтальное обжатие приводит к схеме напряженного состояния, близкой к схеме всестороннего сжатия, что увеличивает однородность распределения напряжений и плотности по высоте и ширине штабика. При этом абсолютное обжатие по высоте порошка уменьшается в 1,5-2 раза. Все это повышает качество получаемых штабиков.
Для получения однородной плотности по высоте и ширине абсолютные обжатия и удельные усилия прессования порошка в вертикальном и горизонтальном направлениях должны быть равны.
Увеличение ширины полости пресс-формы более чем 2В, где В - ширина готового штабика, так же как и уменьшение этой величины менее 1,5В, обусловлено заданными размерами и плотностью штабика.
Поставленная задача решается в пресс-форме для прессования штабиков из порошков тугоплавких металлов, которая содержит вертикальный пуансон, боковину и нижнюю плиту, согласно изобретению она дополнительно содержит горизонтальный пуансон, контактирующий рабочей поверхностью с торцовой поверхностью вертикального пуансона, установленного в корпусе пресс-формы с возможностью горизонтального перемещения, при этом нижняя плита контактирует своей торцовой поверхностью с рабочей поверхностью боковины, которая смонтирована в корпусе с возможностью вертикального перемещения, причем пуансоны подпружинены относительно корпуса.
То что заявляемая пресс-форма дополнительно снабжена горизонтальным пуансоном, позволит обжимать порошок из тугоплавких металлов как по высоте, так и по ширине, что создаст благоприятную схему напряженно-деформированного состояния, повысит плотность штабиков и ее равномерность по его сечению. Это способствует повышению качества штабиков. Возможность в данной пресс-форме горизонтального обжатия позволит уменьшить высоту пресс-формы, облегчит засыпку в нее порошка при более широкой полости, снизит его потери.
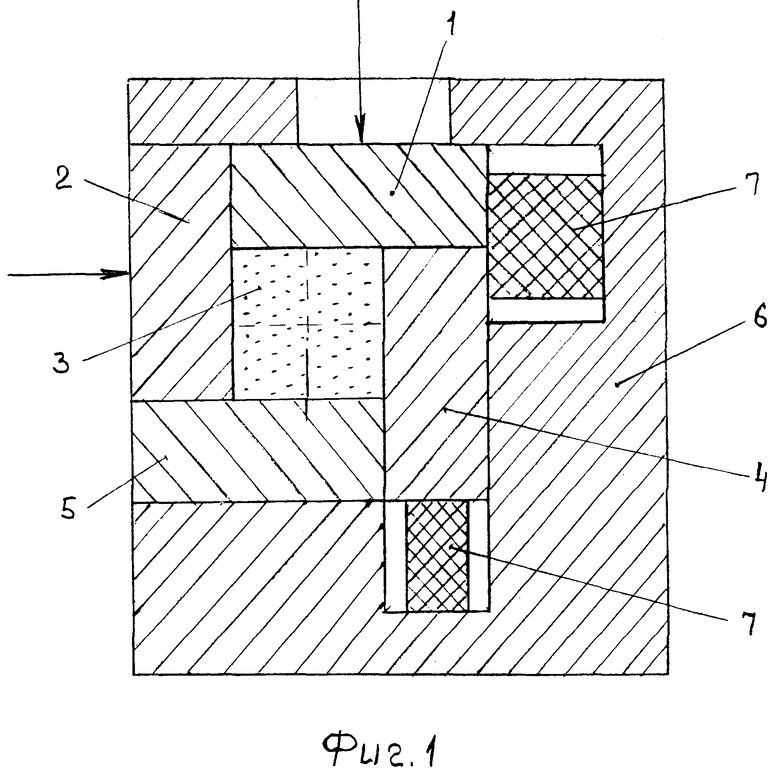
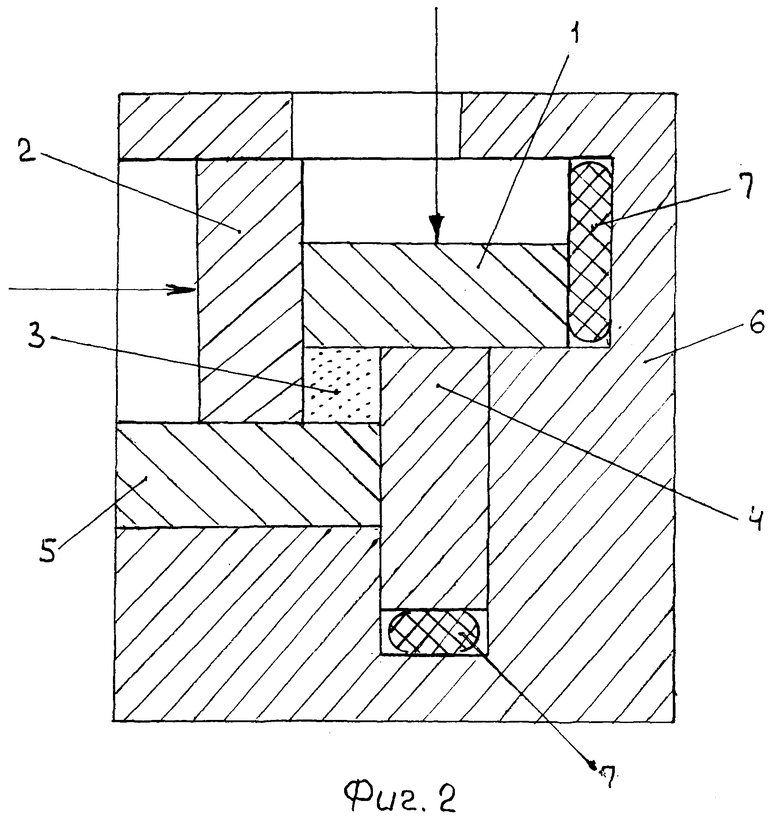
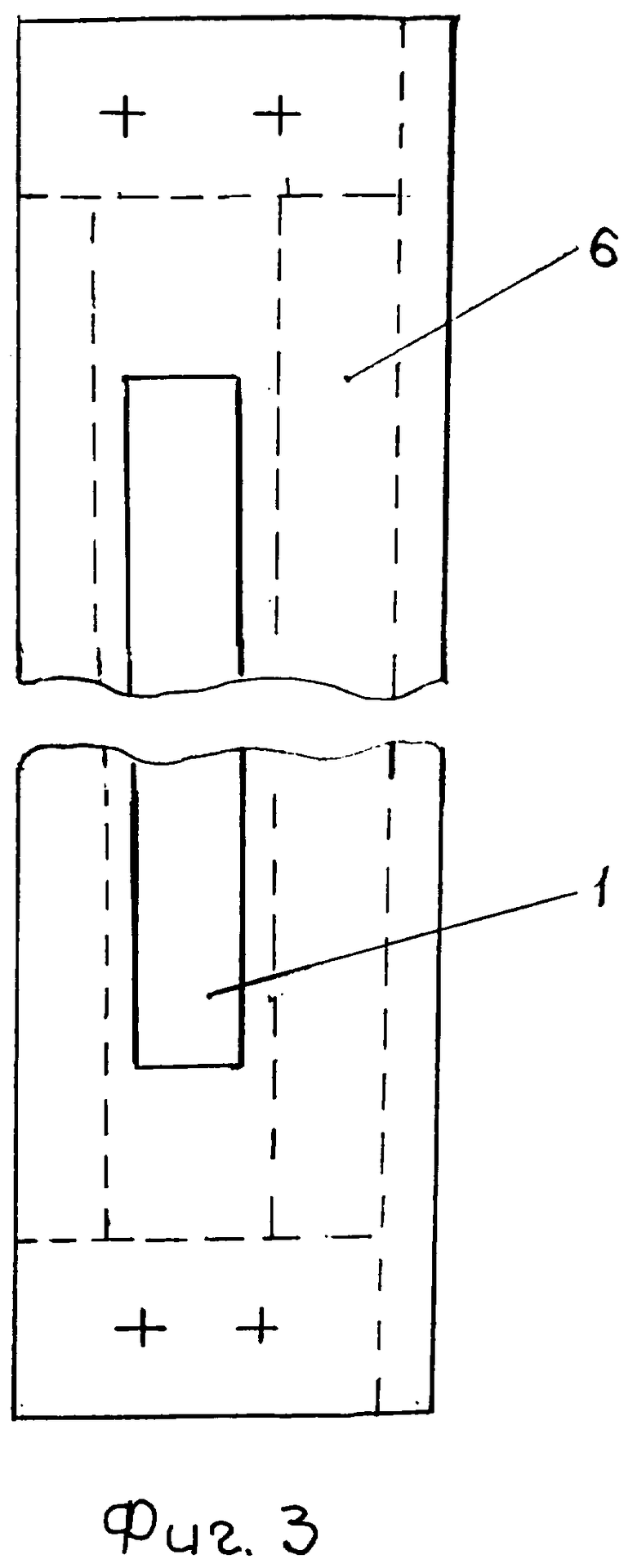
Предлагаемый способ прессования штабиков и пресс-форма для их прессования проиллюстрированы на фиг.1-3, где на фиг.1 показано поперечное сечение пресс-формы для получения штабика квадратного сечения, на фиг.2 - то же в конце прессования, на фиг.3 показан вид на пресс-форму в плане.
Пресс-форма содержит вертикальный пуансон 1, горизонтальный пуансон 2, контактирующий с торцовой поверхностью вертикального пуансона 1. Рабочая полость 3 пресс-формы образована вертикальным и горизонтальным пуансонами 1, 2, боковиной 4, нижней плитой 5. Нижняя плита 5 контактирует с торцовой поверхностью горизонтально пуансона 2. Боковина 4 установлена в корпусе 6 с возможностью вертикального перемещения. Пуансон 1 через боковину 4 подпружинен относительно корпуса 6 упругим элементом 7 (например, полиуретановым буфером). Горизонтальный пуансон 2 также подпружинен упругим элементом 7 относительно корпуса 6.
Пресс-форма работает следующим образом.
В рабочую полость 3 пресс-формы засыпают порошок тугоплавкого металла. Включают привод (не показан). Вертикальный и горизонтальный пуансоны 1, 2 начинают перемещаться, формируя из порошка штабик. При перемещении вертикального пуансона 1 он перемещает вниз боковину 4, сжимая упругий элемент 7.
При перемещении горизонтальный пуансон 2 сдвигает в горизонтальном направлении вертикальный пуансон 1, сжимая упругий элемент 7. Происходит формообразование штабика пуансонами 1, 2, нижней плитой 5 и боковиной 4.
После процесса формообразования упругими элементами 7 пуансоны 1, 2, боковина 4 возвращаются в исходное положение и штабик свободно извлекается из пресс-формы.
Согласно предлагаемому способу были изготовлены штабики из вольфрама марки ВА размером H1×B1×L1=15×15×600 мм. Порошок засыпали в полость пресс-формы, превышающей в 1,5-2 раза ширину штабика. Высота полости пресс-формы составила 22,5-30 мм. Для сравнения были изготовлены аналогичные штабики по известному способу [3].
Данные испытаний сведены в таблицу.
Как показали испытания, плотность штабиков повысилась на 10-20%, расслой снизился на 10% при удельном давлении прессования, равном 20 кг/мм2.
Данный способ и пресс-форма найдут применение в электротехнической, электронной и других отраслях новой техники.
Источники информации
1. Слителлс К.Дж. Вольфрам. М.: Металлургиздат, 1958, с.125-130.
2. Слителлс К.Дж. Вольфрам. М.: Металлургиздат, 1958, с.126 рис.30.
3. Зеликман А.Н. Молибден. М.: Металлургия, 1970, с.315-318.
4. Г.И.Абашин, Г.М.Погосян. Технология получения вольфрама и молибдена. М.: Металлургиздат, 1960, с.124.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ИЗ ПОРОШКОВ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2008 |
|
RU2373025C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ | 2015 |
|
RU2604552C2 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2008 |
|
RU2373024C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2510308C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| СПОСОБ ПРЕССОВАНИЯ ЗАГОТОВОК ЩЕТОК ЭЛЕКТРОМАШИН ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ УГЛЕРОДА И МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2510309C1 |
| Установка для электроимпульсного прессования порошковых материалов | 2021 |
|
RU2769599C1 |
| Инструмент для прессования изделий из металлических порошков | 1989 |
|
SU1719159A1 |
| Электрохимический преобразователь концентрации кислорода и способ его изготовления | 1982 |
|
SU1073685A1 |
| Пресс-форма для горячего прессования порошков | 1988 |
|
SU1567324A1 |
Изобретения относятся к порошковой металлургии, в частности к получению штабиков преимущественно из порошков вольфрама, молибдена. Может использоваться для производства прутков, проволоки и лент для светотехнической, электронной промышленностей и приборостроения. При прессовании штабиков одновременно с вертикальным обжатием порошок обжимают в горизонтальном направлении с абсолютным обжатием, равным абсолютному обжатию в вертикальном направлении, и с удельным усилием, равным удельному усилию в вертикальном направлении. Порошок засыпают в полость пресс-формы, ширина которой равна (1,5-2)B1, где B1 - ширина готового штабика. Пресс-форма содержит горизонтальный пуансон, контактирующий рабочей поверхностью с торцовой поверхностью вертикального пуансона, установленного в корпусе пресс-формы с возможностью горизонтального перемещения. Нижняя плита пресс-формы контактирует торцовой поверхностью с рабочей поверхностью боковины, смонтированной в корпусе с возможностью вертикального перемещения. Пуансоны подпружинены относительно корпуса. Полученные штабики обладают однородным распределением напряжений и плотности по высоте и ширине. 2 н.п. ф-лы, 3 ил., 1 табл.
1. Способ прессования штабиков из порошков тугоплавких металлов, включающий вертикальное обжатие порошка в пресс-форме, отличающийся тем, что одновременно с вертикальным обжатием порошок обжимают в горизонтальном направлении с абсолютным обжатием, равным абсолютному обжатию в вертикальном направлении и с удельным усилием, равным удельному усилию в вертикальном направлении, при этом порошок засыпают в полость пресс-формы, ширина которой равна (1,5÷2)B1, где B1 - ширина готового штабика.
2. Пресс-форма для прессования штабиков из порошков тугоплавких металлов, содержащая вертикальный пуансон, боковину и нижнюю плиту, отличающаяся тем, что она дополнительно содержит горизонтальный пуансон, контактирующий рабочей поверхностью с торцовой поверхностью вертикального пуансона, установленного в корпусе пресс-формы с возможностью горизонтального перемещения, при этом нижняя плита контактирует своей торцовой поверхностью с рабочей поверхностью боковины, которая смонтирована в корпусе с возможностью вертикального перемещения, причем пуансоны подпружинены относительно корпуса.
| СПОСОБ ХОЛОДНОГО ФОРМОВАНИЯ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2040368C1 |
| Пресс-форма для прессования металлических порошков | 1975 |
|
SU559775A1 |
| Пресс-форма для прессования порошка | 1977 |
|
SU707693A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2301720C2 |
| EP 0185951 A1, 02.07.1986 | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |

