сл
со 1C
00
00
Л i
N
Фиг.1
Изобретение относится к холодной штамповке и может быть использовано при изготовлении штампов для перфорирования изделий из листового материала.
Цель изобретения - повышение стойкости uiTaNina при повышении качества пер- форации путем рассредоточения усилий пробивки.
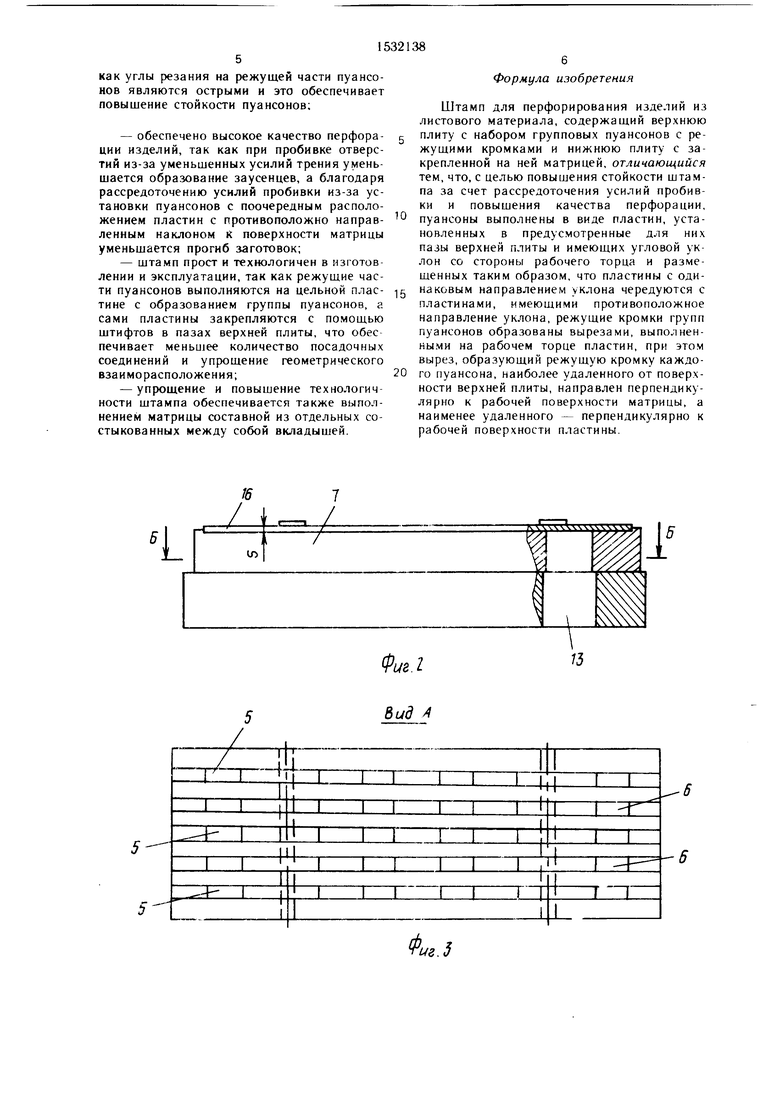
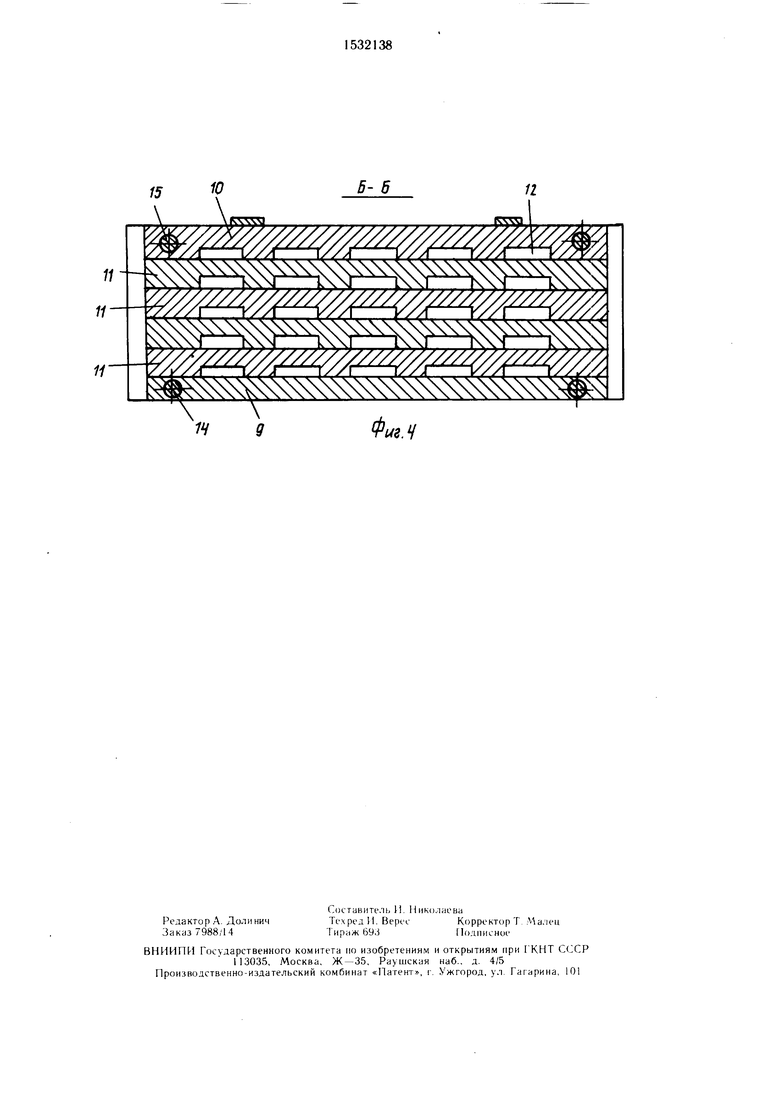
На фиг. 1 показана верхняя (пуансон- ная) часть штампа; на фиг. 2 - нижняя (матричная) часть штаг/.па; на фиг. 3 - вид А на фиг. 1: на фи 4 - сечение Б - Б на фиг. 1.
Штамп содержит верхнкж) плиту 1 со сквоз ными продольными пазами, в которых уста новлень пластины 2 и 3 с помош.ью птяф- тов 4. Пластины 2 н 3 выполнены с угловым уклоно.м а и на них образованы группы пуансонов 5 и 6, например по пять пуансонов на каждой пластине. Пластины 2 и 3 установлены в-Г1родольных пазах верхней плиты 1 таким образом, что пластины 2 с одинаковым направлением уклона чередуются с пластинами 3, имеющими противоположное направление уклона. Например, группа пуансонов о имеет правый уклон, а группа пуансонов 6 - левый уклон по отношению к поверхности матрицы 7.
Угол а выбирают таким образом, чтобы катет прямоугольного треугольника OKN, противлежаш.ий против угла а, был больше S перфорируемой заготовки, но меньше рабочего хода пуансонов 5 и 6 в направлении действия уси;1ия пробивки Р. Это необходимо для обеспечения надежности разъединительной операции при пробивке пря.моуго.1ьных отверстий.
Поперечные режущие кромки на группах пуансонов 5 и б образованы за счет выпо.- нения вырезов 8 на наклонной рабочей поверхности пластин 2 и 3. При этом режущая кромка каждого пуансона, наиболее удаленная от поверхности верхней плиты, образована за счет перпендикулярного па правления выреза относительно рабочей поверхности матрицы 7, а режущая кромка пуансона, расположенная на более близком расстоянии от поверхности верхней 11лит1)Г образована за счет пер11е}1дикулярно1 ч направления выреза к рабочей поверхности пластин 2 и 3, в результате чего получены острые углы резания и Рзсоотвественно. Угол р для пуансонов 5 и 6 П1)лучен при выполнении вырезов 8 перпендикулярно к рабочей поверхности матрицы 7, а уилт Pi для нуансонов 5 и 6 получен при выполнении вырезов 8 перпендикулярно рабочей нак.юнной поверхности пластин 2 и 3
Из-за наклонно;-) расноложения рабо чей поверхности пластин 2 и 3 режуп1ан кромка под углом pi, расположенная на пуансонах 5 и 6 на большем удалении oi верхней плиты 1 или ближе к поверхности
5
5
°
0
0
Q
5
0
ь
матрицы /, ранее вступает в работу, а режущая кромка под yr;ioM р2, р;асположенная на пуансонах 5 и 6 на меньшем удалении от верхней плиты 1 или дальше от поверхности матрицы 7, позже вступает в pa6oTyj Матрица 7 состоит из отдельиых вкладышей: крайних 9 и 10 и срединных 11, содержащих сквозные пазы 12 и состыкованных между собой так, что между вкладышами образованы благодаря пазам 12 рабочие полости, соответствующие пуансонам. Матричные вкладыши 9, 10и 11 устанавливаются и фиксируются на нижней плите 13 с помощью штифтов 14 и 15, которыми снабжены по крайней мере крайние матричные вкладыши 9 и 10.
Штамп работает следующим образом.
В исходном положении штампа листовая заготовка 16 устанавливается и фиксируется в ложе.менте матричного блока. Вырубка прямоугольных отверстий осуществляется в результате прямолинейного движе- н ия верхней пли.ты 1 с блоком пуаисоиов 5 и 6. При это.м врезание пуансонов благодаря их наклонному положению происходит постепенно как с левой, так и с правой стороиы, из-за того, что групповые пуансоиные пластины 2 и 3 расположены с чередующимся противоположно направленным уклоиом к рабочей поверхности матричного блока,
Б.тагодаря выполнению на пуансонах 5 и 6 острых углов резания pi и Рг и постепенному врезанию режущей части пуансоиов 5 и 6 за счет наличия уклона на их рабочей поверхности облегчаются условия про- бнвки, что обусловливается уменьшением сил трения при разделении металла и повышением стойкости штамповой оснастки. Указанные факторы заточки режущей части пуансонов, а также их наклонное расположение обесп.ечивает уменьшение появления заусенцев на обрабатываемом изделии. Пооче- реднгнть расположения противоположно направленных пуансонов обеспечивает устранение noBbinjeHHbix изгибающих деформаций заготовки при перфорировании. Благодаря групповому выполнению пуансонов на цельной пластине, а также блочноуу исполнению матрицы уменьшаются трудозатраты и повы- HjaeTfH технологичность H3roTOBjieHHH и эксплуатации предложенного штампа.
Технические преимущества предложенно- i (j (птампа но сравнению с проготипом заключаются в следующем:
обеспечена возможность пробивки прямоугольных отверстий с меньшими усилия- .-|И, так как пуансоны вступают в работу не одновре.мепно всеми режущи.ми кромками, а ностененно, что положительно влияет на стойкость инструмента и повышение качества перфорации;
- обеспечена воз.можность пробивки отверстий с меньщими усилиями трения, так
как углы резания на режущей части пуансонов являются острыми и это обеспечивает повышение стойкости пуансонов;
-обеспечено высокое качество перфорации изделий, так как при пробивке отверстий из-за уменьшенных усилий трения уменьшается образование заусенцев, а благодаря рассредоточению усилий пробивки из-за установки пуансонов с поочередным расположением пластин с противоположно направленным наклоном к поверхности матрицы уменьшается прогиб заготовок;
-штамп прост и технологичен в изготовлении и эксплуатации, так как режущие части пуансонов выполняются на цельной пластине с образованием группы пуансонов, а сами пластины закрепляются с помощью штифтов в пазах верхней плиты, что обес- печивает меньшее количество посадочных соединений и упрощение геометрического взаиморасположения;
-упрощение и повышение технологич ности штампа обеспечивается также выполнением матрицы составной из отдельных состыкованных между собой вкладышей.
0
5
0
Формула изобретения
Штамп для перфорирования изделий из листового материала, содержащий верхнюю плиту с набором групповых пуансонов с режущими кромками и нижнюю плиту с закрепленной на ней матрицей, отличающийся тем, что, с целью повышения стойкости штампа за счет рассредоточения усилий пробивки и повышения качества перфорации, пуансоны выполнены в виде пластин, установленных в предусмотренные для них пазы верхней плиты и имеющих угловой уклон со стороны рабочего торца и размещенных таким образом, что пластины с одинаковым направлением уклона чередуются с пластинами, имеющими противоположное направление уклона, режущие кромки групп пуансонов образованы вырезами, выполненными на рабочем торце пластин, при этом вырез, образующий режущую кромку каждого пуансона, наиболее удаленного от поверхности верхней плиты, направлен перпендикулярно к рабочей поверхности матрицы, а наименее удаленного - перпендикулярно к рабочей поверхности пластины.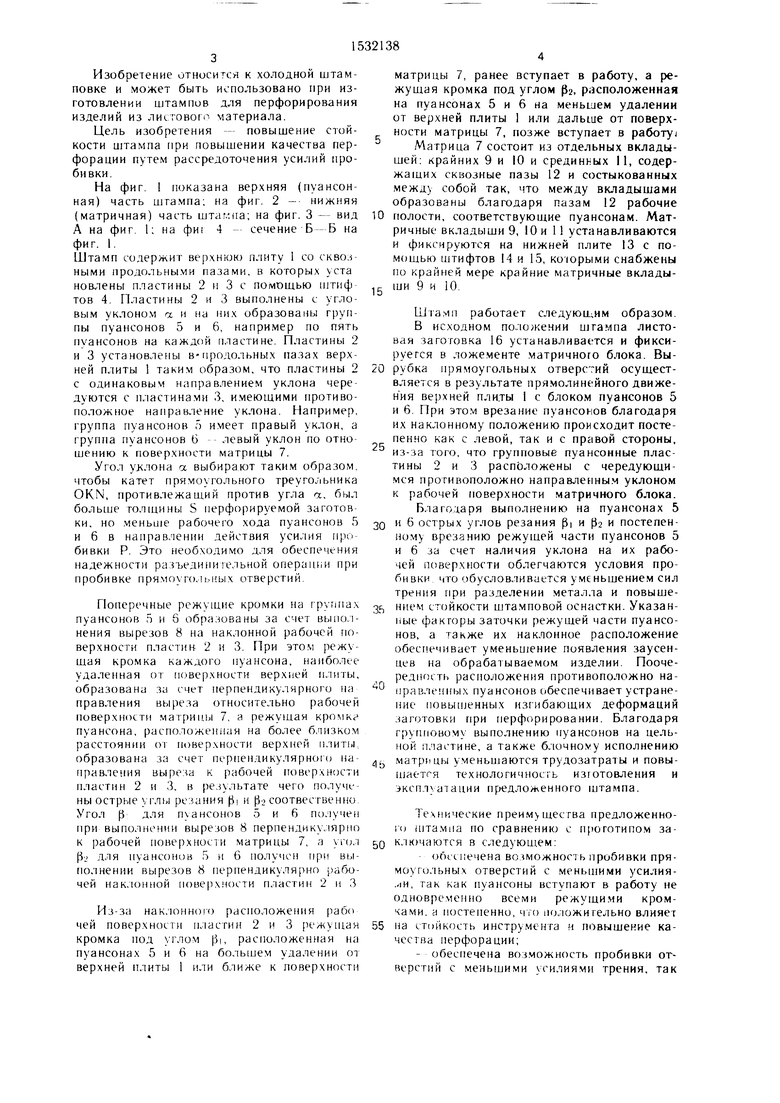
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки листового материала | 1984 |
|
SU1148727A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| Штамп разделительный с вертикальной плоскостью разъема | 1981 |
|
SU1009571A1 |
| Переналаживаемый многопуансонный штамп | 1987 |
|
SU1419786A2 |
| Универсальный штамп для вырезки пазов | 1987 |
|
SU1512696A1 |
| МАШИНА ДЛЯ ПОЛУЧЕНИЯ ТРУБ СО СПИРАЛЬНЫМ ЗАМКОВЫМ ШВОМ ИЗ ЦЕЛЬНОГО РУЛОННОГО ПРОКАТА | 2006 |
|
RU2429094C2 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| Способ изготовления пакетов магнитопроводов из пластин и штамп для его осуществления | 1989 |
|
SU1671390A1 |
Изобретение относится к холодной штамповке и может быть использовано для изготовления штампов для перфорации листового материала. Цель изобретения - повышение стойкости штампа и качества перфорации путем рассредоточения усилий пробивки. Пуансоны выполнены в виде цельных пластин (П) 2, 3, имеющих угловой уклон. П 2 имеют одно направление уклона, а П 3 - противоположное направление уклона. На П2 и 3 выполнены вырезы, образуюшие режущие кромки пуансонов, выполненные под углами β1 и β2, за счет направления вырезов перпендикулярно рабочей поверхности П 2 и 3 и матрицы. Чередование пластин с противоположными уклонами обеспечивает устойчивость положения заготовки и инструмента в процессе пробивки. Выполнение режущих кромок под разными углами уменьшает усилие штамповки. 4 ил.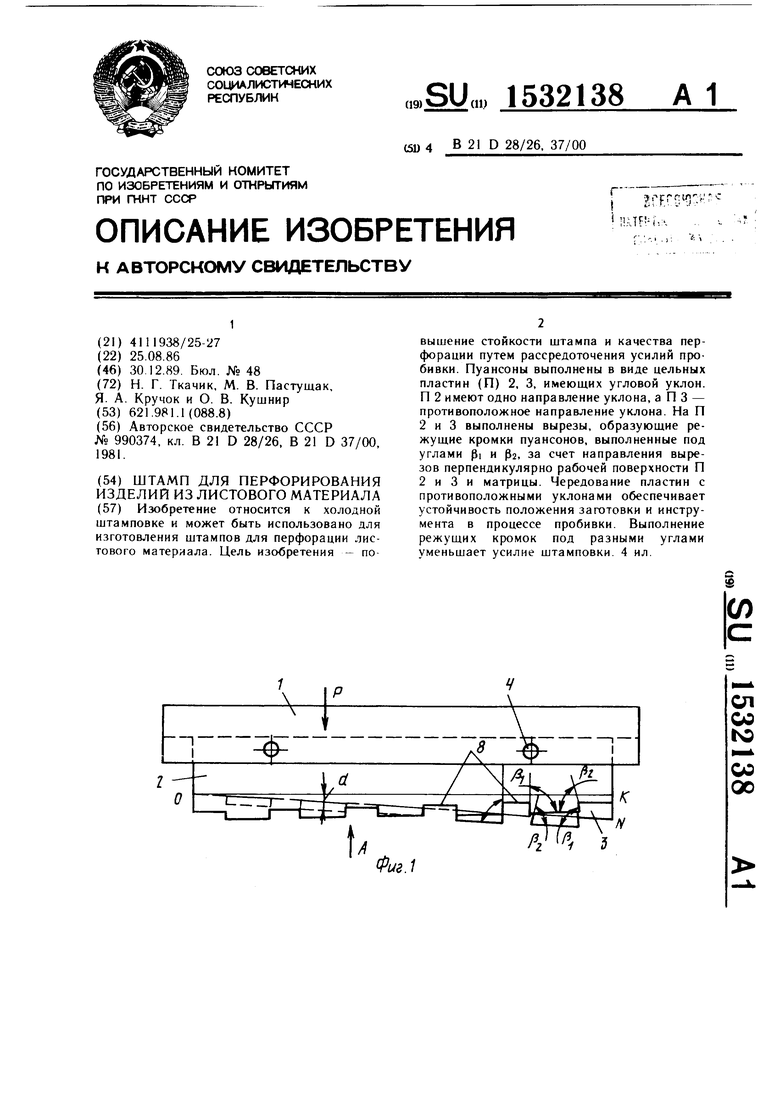
Фиг.2
Вид А
Фиг. 5
11
п-т
У//Л
1i
/А
14 яФиг. Ч
Б- б
11
///77/,
/А
s
| Штамп для пробивки отверстий в листовом материале | 1981 |
|
SU990374A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
