4
00
- к
1
Изобретение относится к обработке металлов давлением, в частности к штамповой резке тонколистового материала, и может быть использовано при изготовлении штучных изделий из полосы.
Наиболее близким к изобретению по технической сущности и достигаемому результату является штамп для резки листового материала, содержащий подвижную плиту со смонтированным на ней пуансонодержателем, пуансон и неподвижную матрицу с параллельными режущими кромками l .
Однако резка происходит на увеличенной площади, а это связано с повышенным расходом мощности и увеличением износа рабочей поверхности матрицы и пуансона, что снижает качество резки.
Целью изобретения является повышение качества реза.
Поставленная цель достигается тем, что в штампе для резки листового материала, содержащем подвижную плиту со смонтированным на ней пуансонодержателем, пуансон и неподвижную матрицу с параллельными режущими кромками, пуансонодержатель выполнен с направляющими, размещенными под углом к направлению перемещения подвижной плиты, превышающим угол трения, пуансон установлен в указанных направляющих пуансонодержателя и подпружинен относительно последнего в направлении, параллельном направляющим, с усилием пружины меньше усилия резания и больше силы трения контактирующих поверхностей, а режущие кромки пуансона и матрицы наклонены относительно направления перемещения подвижной плиты под углом, равным и противоположным углу наклона направляющих.
Направляющие могут быть выполнены в виде ласточкина хвоста.
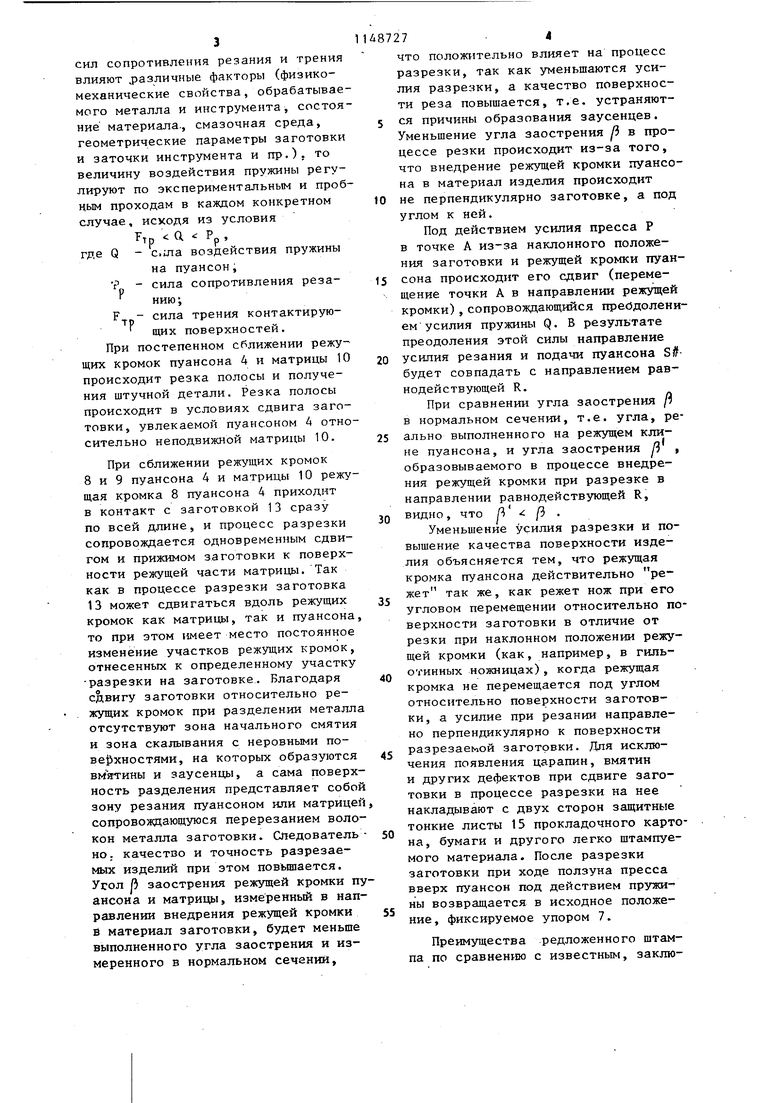
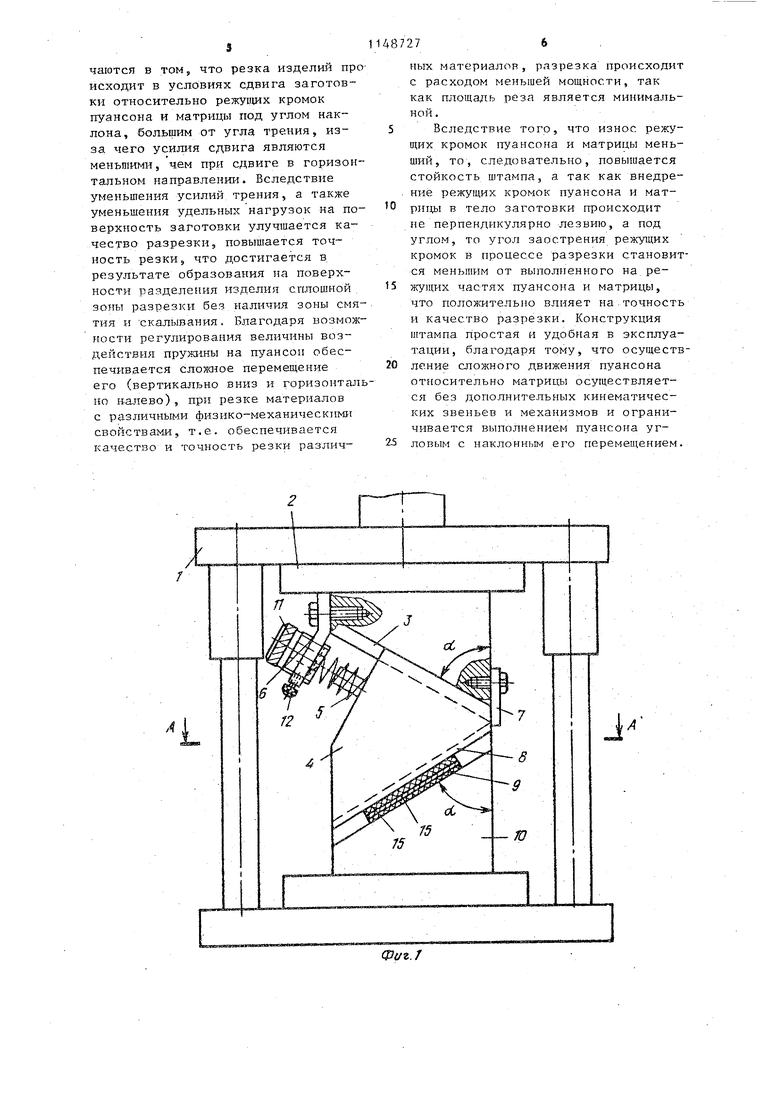
На фиг. 1 показан штамп, вид спереди i на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема сил, действующих на пуансон.
Штамп содержит подвижную верхнюю плиту 1, на которой закреплен пуансонодержатель 2, содержащий наклонные направляющие 3 типа ласточкин хвост, угол 06 наклона которых к .направлению перемещения подвижной плиты 1 выбран больше угла трения р . Так как угол трения fl arctg f
48727I
(где f - коэффициент трения), то угол об должен быть больше arctg f. Так, например, когда f 0,17-0,25 (трение металла по металлу) , то 5 угол наклона с должен быть больше 15°.
На наклонных направляющих пуансонодержателя установлен клиновый пуансон 4, в статическом состоянии
10 поджатый с помощью пружины 5 и упора 6 к упору 7. Режущая кромка 8 клинового пуансона также выполнена наклонной, исходя из указанного условия неравенства угла наклона «;
15 и угла трения р. Соответственно углу наклона пуансона выполнена режущая кромка 9 неподвижной матрицы 10, при этом угол наклона режущих кромок пуансона и матрицы равен и
0 противоположен углу наклона направляющей , Благодаря наклону режущих кромок пуансона и матрицы сдвиг заготовки происходит в облегченных условиях при меньших усилиях трения
5 и меньших удельных нагрузках, что положительно влияет на качество разрезки.
Величина усилия пружины 5, воздействующей на пуансон, регулирует0 СИ гайкой 11. В требуемом положении гайка фиксируется стопорным винтом 12.
Устройство работает следующим обпазом.
Полосовая заготовка 13 подается в рабочую зону до упоров 14. При ходе ползуна пресса вниз клиновой пуансон 4 приходит в контакт с полосовой заготовкой.
0 Под действием усилия пресса благодаря нарушению условия равновесия трения и скольжения наклонных- контактирующих поверхностей пуансонодержателя и клинового пуансона 4,
5 а также пуансона и полосовой заготовки, когда угол наклона ot больше угла трения /3 , клиновый пуансон 4, преодолевая усилие пружины Q, будет перемещаться по направляющим пуан0 сонодержателя, совершая сложное движение одновременно в вертикальном и горизонтальном направлении. Усилие пружины 5 регулируется с помощью гайки 11 до величины, меньшей силы сопротивления резанию Рр и большей силы трения F контактирующих поверхностей пуансона 4 и заготовки 13. Так как на величину сил сопротивления резания и трения влияют различные факторы (физикомеханические свойства, обрабатываемого металла и инструмента, состояние материала., смазочная среда, геометрические параметры заготовки и заточки инструмента и пр.). то величину воздействия пружины регулируют по экспериментальным и пробным проходам в каждом конкретном случае, исходя из условия Ттр (i Рр . где Q - с.ша воздействия пружины на пуансон, сила сопротивления резанию ; F - сила трения контактирую щих поверхностей. При постепенном сближении режущих кромок пуансона 4 и матрицы 10 происходит резка полосы и получения штучной детали. Резка полосы происходит в условиях сдвига заготовки, увлекаемой пуансоном А отно сительно неподвижной матрицы 10. При сближении режущих кромок 8 и 9 пуансона 4 и матрицы 10 режущая кромка 8 пуансона 4 приходит в контакт с заготовкой 13 сразу по всей длине, и процесс разрезки сопровождается одновременным сдвигом и прижимом заготовки к поверхности режущей части матрицы. Так как в процессе разрезки заготовка 13 может сдвигаться вдоль режущих кромок как матрицы, так и пуансона то при этом имеет место постоянное изменение участков режущих кромок, отнесенных к определенному участку -разрезки на заготовке. Благодаря сдвигу заготовки относительно режущих кромок при разделении металла отсутствуют зона начального смятия и зона скалывания с неровными пове1 хностями, на которых образуются вмятины и заусенцы, а сама поверхность разделения представляет собой зону резания пуансоном или матрицей сопровождающуюся перерезанием волокон металла заготовки. Следователь но, качество и точность разрезаемых изделий при этом повышается. УСОЛ |} заострения режущей кромки пу ансона и матрицы, измеренный в направлении внедрения режущей кромки и материал заготовки, будет меньше выполненного угла заострения и измеренного в нормальном сечении. 274 что положительно влияет на процесс разрезки, так как уменьшаются усилия разрезки, а качество поверхности реза повышается, т.е. устраняются причины образования заусенцев. Уменьшение угла заострения в процессе резки происходит из-за того, что внедрение режущей кромки пуансона в материал изделия происходит не перпендикулярно заготовке, а под углом к ней. Под действием усилия пресса Р в точке А из-за наклонного положения заготовки и режущей кромки пуансона происходит его сдвиг (перемещение точки А в направлении режущей кромки),сопровождающийся преодолением усилия пружины Q. В результате преодоления этой силы направление усилия резания и подачи пуансона S#будет совпадать с направлением равнодействующей R. При сравнении угла заострения / в нормальном сечении, т.е. угла, реально выполненного на режущем клине пуансона, и угла заострения /3 , образовываемого в процессе внедрения режущей кромки при разрезке в направлении равнодействующей R, видно, что я /3 . Уменьшение усилия разрезки и повышение качества поверхности изделия объясняется тем, что режущая кромка пуансона действительно режет так же, как режет нож при его угловом перемещении относительно поверхности заготовки в отличие от резки при наклонном положении режущей кромки (как, например, в гильотинных ножницах), когда режущая кромка не перемещается под углом относительно поверхности заготовки, а усилие при резании направлено перпендикулярно к поверхности разрезаемой заготовки. Для исключения появления царапин, вмятин и других дефектов при сдвиге заготовки в процессе разрезки на нее накладывают с двух сторон защитные тонкие листы 15 прокладочного картона, бумаги и другого легко штампуемого материала. После разрезки заготовки при ходе ползуна пресса верх пуансон под действием пружины возвращается в исходное положение, фиксируемое упором 7. Преиму1цества редложенного щтама по сравнению с известным, заключаются в том, что резка изделий пр исходит в условиях сдвига заготовки относительно режущих кромок пуансона и матрицы под углом наклона, большим от угла трения, изза чего усилия сдвига являются меньшими, чем при сдвиге в горизон тальном направлении. Вследствие уменьшения усилий трения, а также уменьшения удельных нагрузок на по верхность заготовки улучшается качество разрезки, повышается точность резки, что достигается в. результате образования lia поверхности разделения изделия сплошной зоны разрезки без наличия зоны смя тия и скалывания. Благодаря возмож ftocти регулирования величины воздействия прухаеты на пуансон обеспечивается сложное перемещение его (вертикально вниз и горизонтал но налево), при резке материалов с различными физико-механическими свойствами, т.е. обеспечивается качество и точность резки различных материалов, разрезка происходит с расходом меньшей мощности, так как площадь реза является минимальной. Вследствие того, что износ режущих кромок пуансона и матрицы меньший, то, следовательно, повышается стойкость штампа, а так как внедрение режущих кромок пуансона и матригц в тело заготовки происходит не перпендикулярно лезвию, а под углом, то угол заострения режущих кромок в процессе разрезки становится меньшим от выполненного на,режущих частях пуансона и матрицы, что положительно влияет на точность и качество разрезки. Конструкция штампа простая и удобная в эксплуатации, благодаря тому, что осуществление сложного движения пуансона относительно матрицы осуществляется без дополнительных кинематических звеньев и механизмов и ограничивается выполнением пуансона угловым с наклонным его перемещевтием.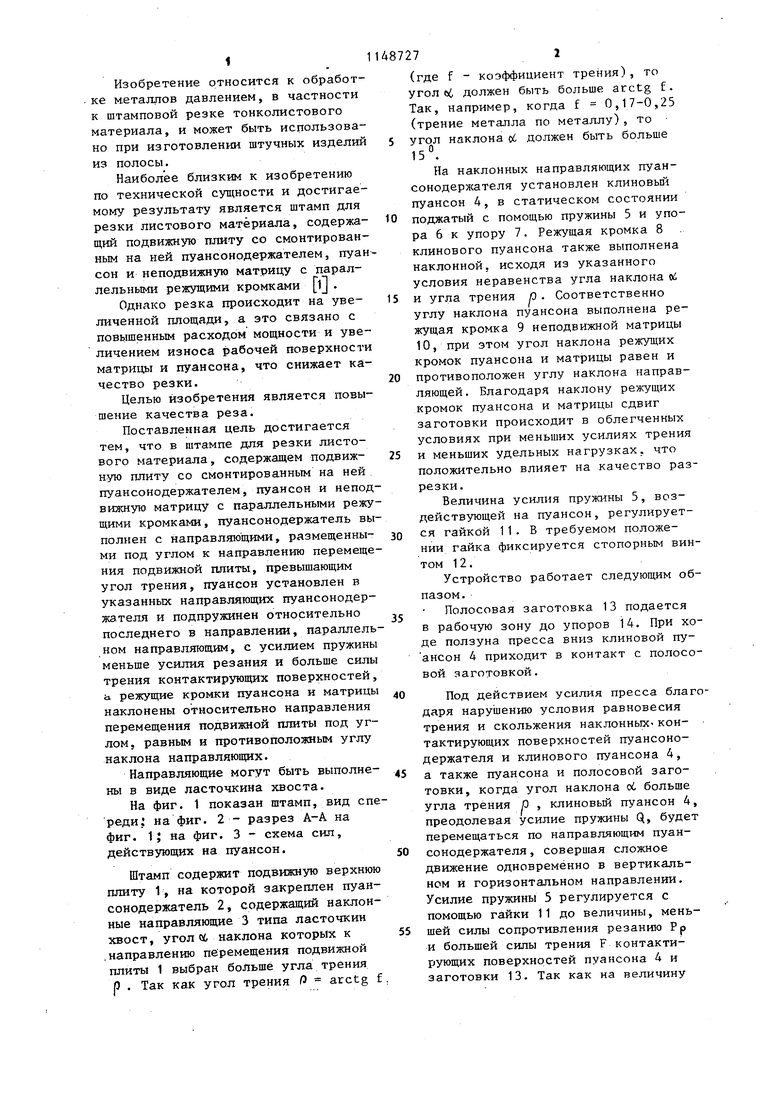
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
| Штамп для перфорирования изделий из листового материала | 1986 |
|
SU1532138A1 |
| Штамп для резки @ -образных профилей | 1985 |
|
SU1265016A1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ ПИЛЫ (ВАРИАНТЫ) | 2005 |
|
RU2312744C2 |
| Штамп для резки коробчатого незамкнутого профиля | 1987 |
|
SU1581483A1 |
| Переналаживаемый многопуансонный штамп | 1987 |
|
SU1419786A2 |
| Штамп для штамповки крупногабаритных коленчатых валов | 1991 |
|
SU1819183A3 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
1. ШТАМП ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРР1АЛА, содержащий подвижную плиту со смонтированным на ней пуансонодержателем, пуансон и неподвижную матрицу с параллельными режущими кромками, о т л и ч а ющ и и с я тем, что, с Целью повышения качества реза, пуансонодержатель выполнен с направляющими, размещенными под углом к направлению перемещения подвижной плиты, превышающ 1м угол трения, пуансон установлен в указанных направляющих пуансонодержателя и подпружинен относительно последнего в направлении, параллельном направляющим, с усилием пружины меньше усилия резания и больше силы трения контактирующих поверхностей , а режущие кромки пуансона и матрицы наклонены относительно направления перемещения подвижной плиты под углом, равным и противоположным углу наклона направляющих. (Л 2. Штамп по п. 1, отличающийся тем, что направляющие выполнены в виде ласточкина хвоста.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Скворцов Г.Д | |||
| Основы конструирования штампов для холодной листовой штамповкиi Конструкции и расчеты | |||
| М., Машиностроение, 1972, с | |||
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
