крайнее верхнее положение, а заготовка удаляется нижним рабочим инструментом 5. Наличие ступени большего диаметра рабочей полости исключает взаимодействие верхней кромки радиального канала с заготовкой. Наличие дополнительных радиальных каналов обеспечивает возможность изготовления заготовок из разных диаметров прутков. 1 з.п. ф-лы, 3 ил.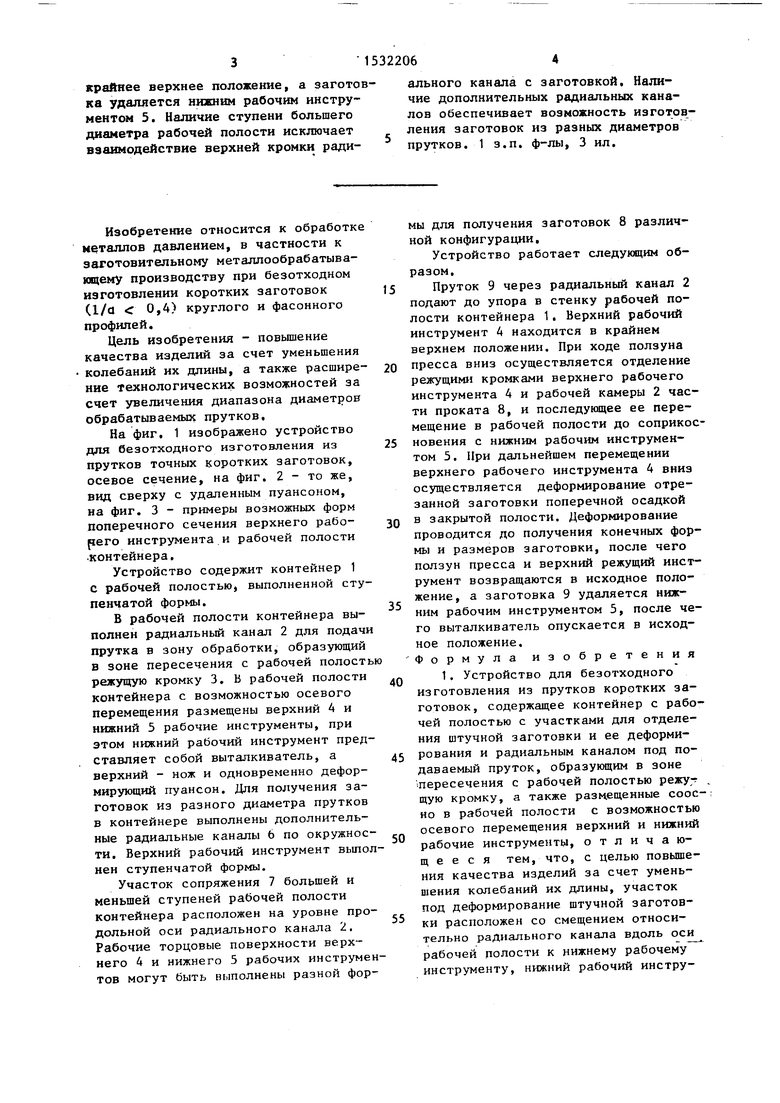
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОКНАМИ ИЛИ ГЛУБОКИМИ ВПАДИНАМИ, РЕБРАМИ И ХВОСТОВИКОМ | 2002 |
|
RU2236323C2 |
| ШТАМП ДЛЯ РЕЗКИ ЗАГОТОВОК ПОЛОСОВОГО МАТЕРИАЛА | 1992 |
|
RU2042479C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446908C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА БРОНЕБОЙНОГО ПАТРОНА | 2009 |
|
RU2398649C1 |
| Штамп для изготовления симметричных ступенчатых деталей | 1987 |
|
SU1473892A1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
Изобретение относится к обработке металлов давлением, в частности к заготовительному металлообрабатывающему производству при безотходном изготовлении коротких заготовок круглого и фасонного профилей. Цель изобретения - повышение качества изделий и расширение технологических возможностей устройства. В рабочей полости контейнера 1, имеющей ступенчатую форму, выполнен радиальный канал 2 с режущей кромкой 3 и установлены верхний 4 и нижний 5 рабочие инструменты с возможностью перемещения навстречу друг другу. При перемещении верхнего рабочего инструмента 4 вниз он отрезает заготовку 8 и при дальнейшем перемещении деформирует ее. После деформации заготовки верхний рабочий инструмент перемещается в крайнее верхнее положение, а заготовка удаляется нижним рабочим инструментом 5. Наличие ступени большего диаметра рабочей полости исключает взаимодействие верхней кромки радиального канала с заготовкой. Наличие дополнительных радиальных каналов обеспечивает возможность изготовления заготовок из разных диаметров прутков. 1 з.п. ф-лы, 3 ил.
Изобретение относится к обработке металлов давлением, в частности к заготовительному металлообрабатывающему производству при безотходном изготовлении коротких заготовок (1/а 0,4) круглого и фасонного профилей.
Цель изобретения - повышение качества изделий за счет уменьшения колебаний их длины, а также расшире- ние технологических возможностей за счет увеличения диапазона диаметров обрабатываемых прутков.
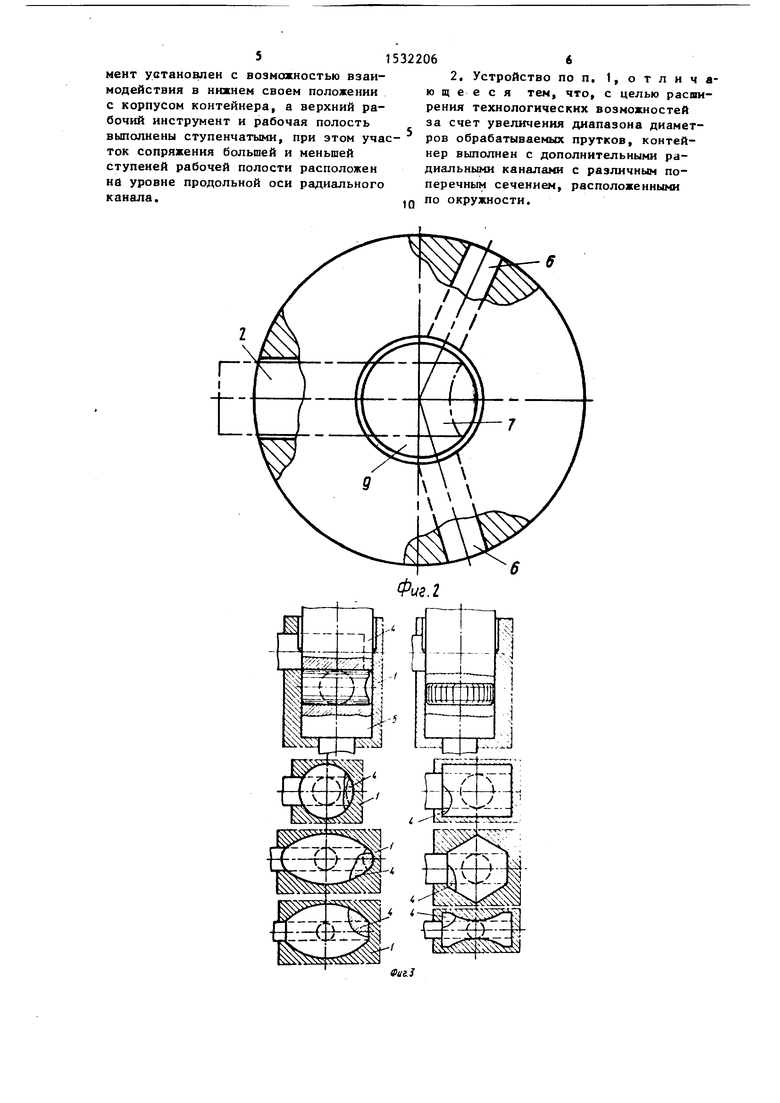
На фиг, 1 изображено устройство для безотходного изготовления из прутков точных коротких заготовок, осевое сечение, на фиг, 2 - то же, вид сверху с удаленным пуансоном, на фиг. 3 - примеры возможньш форм поперечного сечения верхнего рабо- рего инструмента и рабочей полости контейнера.
Устройство содержит контейнер 1 с рабочей полостью, выполненной ступенчатой формы,
В рабочей полости контейнера выполнен радиальный канал 2 для подачи прутка в зону обработки, образующий в зоне пересечения с рабочей полость режущую кромку 3. В рабочей полости контейнера с возможностью осевого перемещения размещены верхний 4 и нижний 5 рабочие инструменты, при этом нижний рабочий инструмент представляет собой выталкиватель, а верхний - нож и одновременно деформирующий пуансон. Для получения заготовок из разного диаметра прутков в контейнере выполнены дополнительные радиальные каналы 6 по окружное- ти. Верхний рабочий инструмент выполнен ступенчатой формы.
Участок сопряжения 7 большей и меньшей ступеней рабочей полости контейнера расположен на уровне продольной оси радиального канала 2. Рабочие торцовые поверхности верхнего 4 и нижнего 5 рабочих инструментов могут быть выполнены разной фор
5
0
5 о
,. 5 Q
5
5
мы для получения заготовок 8 различной конфигурации.
Устройство работает следукяцим образом.
Пруток 9 через радиальный канал 2 подают до упора в стенку рабочей полости контейнера 1, Верхний рабочий инструмент 4 находится в крайнем верхнем положении. При ходе ползуна пресса вниз осуществляется отделение режущими кромками верхнего рабочего инструмента 4 и рабочей камеры 2 части проката 8, и последующее ее перемещение в рабочей полости до соприкосновения с нижним рабочим инструментом 5. При дальнейшем перемещении верхнего рабочего инструмента 4 вниз осуществляется деформирование отрезанной заготовки поперечной осадкой в закрытой полости. Деформирование проводится до получения конечных формы и размеров заготовки, после чего ползун пресса и верхний режущий инструмент возвращаются в исходное положение, а заготовка 9 удаляется нижним рабочим инструментом 5, после чего выталкиватель опускается в исходное положение. Формула изобретения
1, Устройство для безотходного изготовления из прутков коротких заготовок, содержащее контейнер с рабочей полостью с участками для отделения штучной заготовки и ее деформирования и радиальным каналом под подаваемый пруток, образующим в зоне пересечения с рабочей полостью режу; щую кромку, а также размещенные соос- но в рабочей полости с возможностью осевого перемещения верхний и нижний рабочие инструменты, отличающееся тем, что, с целью повышения качества изделий за счет уменьшения колебаний их длины, участок под деформирование штучной заготовки расположен со смещением относительно радиального канала вдоль оси рабочей полости к нижнему рабочему инструменту, нижний рабочий инструФиг.г
| Способ получения заготовок из пруткового материала | 1983 |
|
SU1156869A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
