Изобретение относится к обработке ме- чаллов давлением, а именно к инструменту для получения изделий с симметричными концами, например втулок ходовых частей гусеничных машин.
Целью изобретения является повышение производительности путем увеличения надежности условий извлечения из инструментов изготавливаемых деталей, а также расширение технологических возможностей за счет обеспечения возможности использования на ю извлечения изделия. А так как силы тре- оборудовании с одной системой выталки-ния г в .соответствии с законом Амонвания и увеличения диапазона типоразме-тона-Кулона пропорциональны величинам
ров с полученных изделий.нормального давления Р, то удерживающие
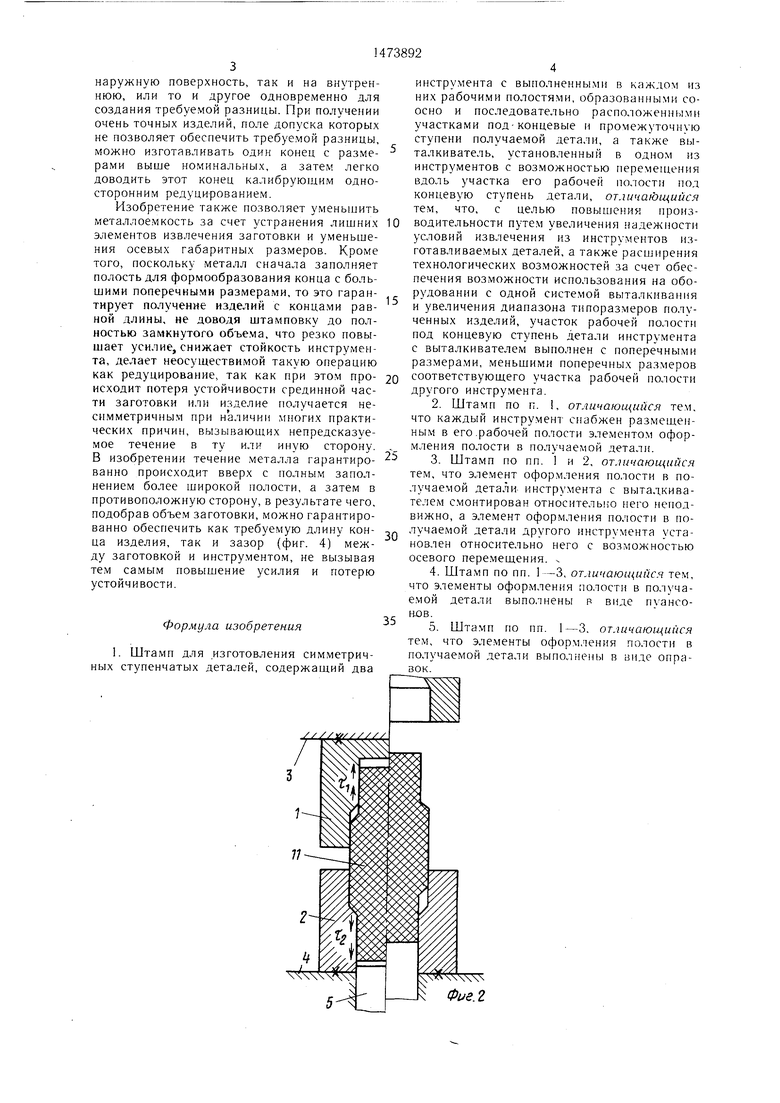
На фиг. 1 показан штамп для получения сплошных изделий: слева - после загрузки заготовки до начала деформиро- изделие в нижней матрице 2. Вследствие вания, справа - в момент окончанияэтого при раскрытии матриц (фиг. 2) снадеформирования; на фиг. 2 - то же: еле- „чала происходит снятие с изделия матри- ва - в момент начала извлечения изде- цы j т е изделие гарантированно ос- лия, справа - в момент окончательной тается в матрице 2, откуда затем извле- стадии извлечения; на фиг. 3 - штамп, 2Q кается выталкивателем 5. снабженный пуансонами для выдавливанияПри изготовлении изделий с полостями,
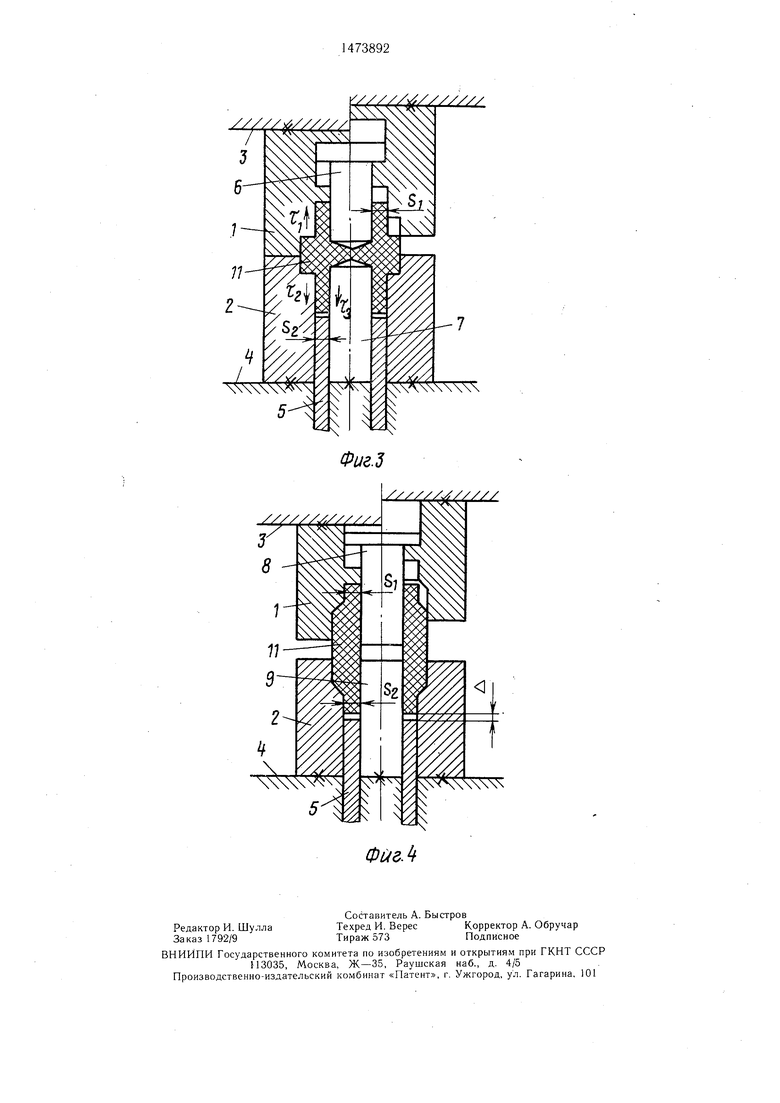
глухих полостей, вариант; на фиг. 4 - штамп, снабженный оправками для оформления сквозных полостей, вариант.
тель 5, выполнены меньшими по сравнению с соответствующими поперечными размерами Si канала противоположной матрицы 1, то соответственно давление деформируемого металла Р2, распирающее матрицу 2, больше давления Я, , распирающего матрицу 1. Это соотношение давлений между матрицами и изделием сохраняется и после окончания штамповки, поскольку упругий прогиб матриц исчезает лишь после полного
изделие в верхней матрице 1 силы трения TI меньше сил трения тд, удерживающих
разделенными перемычкой, штамп (фиг. 3) работает аналогично указанному, но при раскрытии гарантия застревания изделия ш.„ г -г- ---именно в матрице 2, снабженной выталки2 матрицы, прикрепленные соответственно к вателем 5, еще больше, поскольку пуанвер.хней 3 н нижней 4 плитам (фиг. 1), сон 6, установленный с возможностью осепри этом матрицы снабжены каналами для
формообразования концов изделия, а в одной
Штамп содержит верхнюю 1 и нижнюю
из матриц, в данном случае в нижней,
вого перемещения относительно матрицы 1 остается на части хода раскрытия неподвижным, в то время как жестко закрепразмещен выталкиватель 5, предназначенный л ленный пуансон 7 создает силы трения тз.
дополнительно удерживающие изделие в матрице 2.
При изготовлении изделий из трубчатых заготовок со сквозной полостью штамп (фиг. 4) еще больше гарантирует застредля извлечения готового изделия. При необходимости получения полых изделий используют варианты штампа, снабженные элементами оформления полости, установленными внутри матриц. Элементы оформления полости выполнены раздельно, при этом, вание изделия в матрице 2, снабженной элемент, установленный внутри матрицы свыталкивателем 5. Это объясняется тем, выталкивателем, жестко закреплен, а проти-что после установки заготовки в штамп воположный установлен с возможностью осе-и начала его смыкания оправка 8 под дейст- вого перемещения относительно матрицы, ввием своего веса упирается в оправку 9. которой он .расположен. Конкретно эти эле-С началом деформирования металла она менты при получении изделий с несквоз-40 свободно увлекается течением металла в на- ной полостью выполнены в виде пуансо-правлении верхнего конца изделия, снижая нов 6 и 7 (фиг. 3), а при получениитем самым трение и, соответственно, гид- изделий из трубчатых заготовок со сквоз-ростатическое давление в очаге деформации ной полостью эти элементы выполнены в видеверхнего конца. В результате давление Р оправок 8 и 9 (фиг. 4). При оформле-и упругий распор матрицы 1 еще больше нии полости пуансон 6 может иметь при-45 уменьшаются по сравнению с матрицей 2. вод не только от матрицы 1, но при нали-При раскрытии штампа оправка 8 аналогично пуансону 6 имеет выстой на части хода раскрытия, уменьшая силы трения в противоположность неподвижно закрепленной оправке 9.
чии многоплунжерного пресса или пресса двойного действия и от отдельного от матрицы Л привода (не показан). Элементы жесткого крепления матриц, пуансона и оправки общеизвестны и показаны условно.
Штамп работает следующим образом.
В приемную часть полости нижней матрицы 2 (фиг. 1) загружают исходную заготовку 10, после чего матрицы начикагично пуансону 6 имеет выстой на части хода раскрытия, уменьшая силы трения в противоположность неподвижно закрепленной оправке 9.
Оптимальную разницу в размерах поперечных сечений Si и $2 можно легко подобрать экспериментально. Поскольку абсолютно симметричные изделия получить невозможно, то можно также рекомендовать
ют смыкаться и происходит формообразова- 55получать необходимую разницу, выбирая разние концов изделия вследствие истечениямеры одного канала по максимальным отметалла заготовки в каналы матриц 1 и 2..клонениям поля допуска на концы изделия,
Поскольку поперечные размеры S2 каналаа другого по минимальным. Для полых издематрицы, в которой размещен выталкива-лий можно использовать как допуски на
извлечения изделия. А так как силы тре- ния г в .соответствии с законом Амонтель 5, выполнены меньшими по сравнению с соответствующими поперечными размерами Si канала противоположной матрицы 1, то соответственно давление деформируемого металла Р2, распирающее матрицу 2, больше давления Я, , распирающего матрицу 1. Это соотношение давлений между матрицами и изделием сохраняется и после окончания штамповки, поскольку упругий прогиб матриц исчезает лишь после полного
нормального давления Р, то удерживающие
изделие в нижней матрице 2. Вследствие этого при раскрытии матриц (фиг. 2) снаизделие в верхней матрице 1 силы трения TI меньше сил трения тд, удерживающих
вого перемещения относительно матрицы 1 остается на части хода раскрытия неподвижным, в то время как жестко закрепленный пуансон 7 создает силы трения тз.
дополнительно удерживающие изделие в матрице 2.
При изготовлении изделий из трубчатых заготовок со сквозной полостью штамп (фиг. 4) еще больше гарантирует застревание изделия в матрице 2, снабженной выталкивателем 5. Это объясняется тем, что после установки заготовки в штамп и начала его смыкания оправка 8 под дейст- вием своего веса упирается в оправку 9. С началом деформирования металла она свободно увлекается течением металла в на- правлении верхнего конца изделия, снижая тем самым трение и, соответственно, гид- ростатическое давление в очаге деформации верхнего конца. В результате давление Р и упругий распор матрицы 1 еще больше уменьшаются по сравнению с матрицей 2. При раскрытии штампа оправка 8 аналование изделия в матрице 2, снабженной выталкивателем 5. Это объясняется тем, что после установки заготовки в штамп и начала его смыкания оправка 8 под дейст- вием своего веса упирается в оправку 9. С началом деформирования металла она свободно увлекается течением металла в на- правлении верхнего конца изделия, снижая тем самым трение и, соответственно, гид- ростатическое давление в очаге деформации верхнего конца. В результате давление Р и упругий распор матрицы 1 еще больше уменьшаются по сравнению с матрицей 2. При раскрытии штампа оправка 8 аналогично пуансону 6 имеет выстой на части хода раскрытия, уменьшая силы трения в противоположность неподвижно закрепленной оправке 9.
Оптимальную разницу в размерах поперечных сечений Si и $2 можно легко подобрать экспериментально. Поскольку абсолютно симметричные изделия получить невозможно, то можно также рекомендовать
получать необходимую разницу, выбирая разнаружную поверхность, так и на внутреннюю, или то и другое одновременно для создания требуемой разницы. При получении очень точных изделий, поле допуска которых не позволяет обеспечить требуемой разницы, можно изготавливать один конец с размерами выше номинальных, а затем легко доводить этот конец калибрующим односторонним редуцированием.
Изобретение также позволяет уменьшить металлоемкость за счет устранения лишних элементов извлечения заготовки и уменьшения осевых габаритных размеров. Кроме того, поскольку металл сначала заполняет полость для формообразования конца с большими поперечными размерами, то это гарантирует получение изделий с концами равной длины, не доводя штамповку до полностью замкнутого объема, что резко повышает усилие, снижает стойкость инструмента, делает неосуществимой такую операцию как редуцирование, так как при этом происходит потеря устойчивости срединной части заготовки или изделие получается несимметричным при наличии многих практических причин, вызывающих непредсказуемое течение в ту или иную сторону. В изобретении течение металла гарантированно происходит вверх с полным заполнением более широкой полости, а затем в противоположную сторону, в результате чего, подобрав объем заготовки, можно гарантированно обеспечить как требуемую длину конца изделия, так и зазор (фиг. 4) между заготовкой и инструментом, не вызывая тем самым повышение усилия и потерю устойчивости.
Формула изобретения
I. Штамп для изготовления симметричных ступенчатых деталей, содержащий два
0
0
5
инструмента с выполненными в каждом из них рабочими полостями, образованными со- осно и последовательно расположенными участками под-концевые и промежуточнчю ступени получаемой детали, а также выталкиватель, установленный в одном из инструментов с возможностью перемещения вдоль участка его рабочей полости под концевую ступень детали, отличающийся тем, что, с целью повышения производительности путем увеличения надежности условий извлечения из инструментов изготавливаемых деталей, а также расширения технологических возможностей за счет обеспечения возможности использования на оборудовании с одной системой выталкивания и увеличения диапазона типоразмеров полученных изделий, участок рабочей полости под концевую ступень детали инструмента с выталкивателем выполнен с поперечными размерами, меньшими поперечных размеров соответствующего участка рабочей полости другого инструмента.
2. Штамп по п. , отличающийся тем, что каждый инструмент снабжен размещенным в его рабочей полости элементом оформления полости в получаемой детали.
3. Штамп по пп. 1
отличающийся
0
5
тем, что элемент оформления полости в получаемой детали инструмента с выталкивателем смонтирован относительно него неподвижно, а элемент оформления полости в получаемой детали другого инструмента установлен относительно него с возможностью осевого перемещения. .
4.Штамп по пп. 1 -3, отличающийся тем, что элементы оформления полости в получаемой детали выполнены в виде пчансоНХ)В.
5.Штамп по пп. 1-3. отличающийся тем, что элементы оформления полости в получаемой детали выполнены в виде оправок.
Фиг.2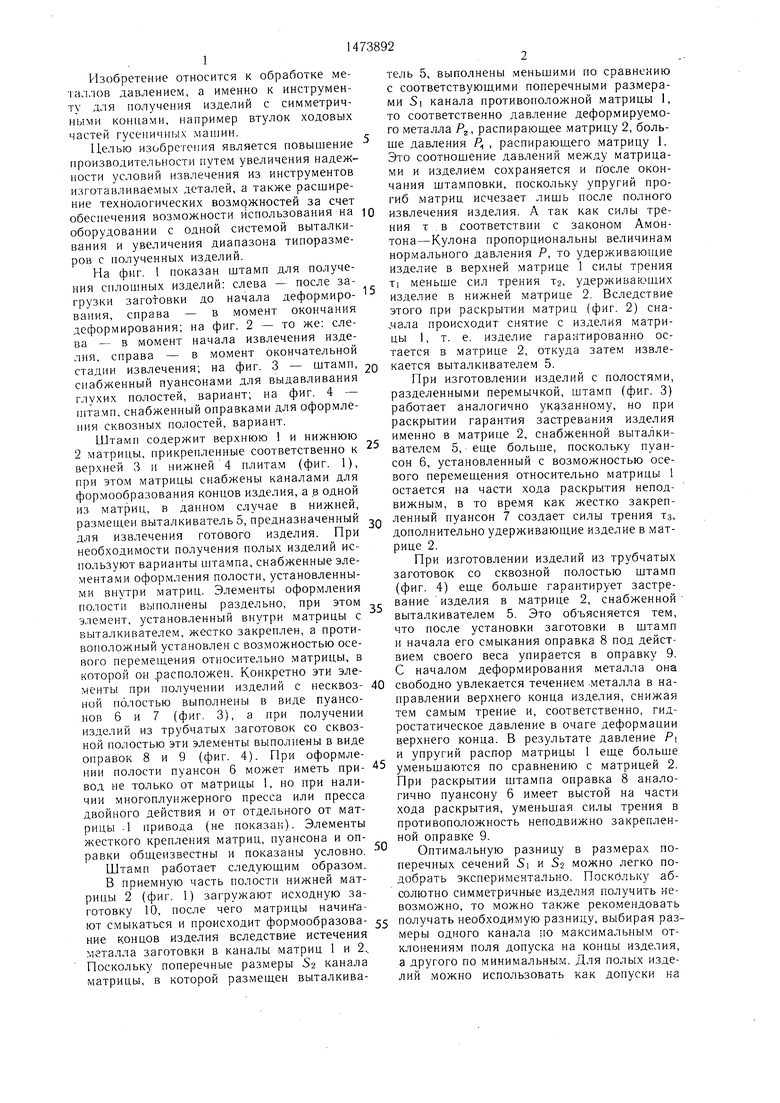
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| Штамп для горячей штамповки | 1986 |
|
SU1368100A1 |
| СПОСОБ ХОЛОДНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ СО СКВОЗНЫМ ОТВЕРСТИЕМ | 2007 |
|
RU2356682C2 |
| УСТРОЙСТВО ДЛЯ ПРОБИВКИ ДНА ЗАГОТОВКИ ТИПА "СТАКАН" С ГЛАДКОЙ КРУГЛОЙ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1999 |
|
RU2169629C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Устройство для многопереходной штамповки | 1989 |
|
SU1756009A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЖИДКОЙ ШТАМПОВКИ И ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2233728C1 |
| Способ изготовления полых деталей с конусными кромками | 1990 |
|
SU1801053A3 |
| СПОСОБ ВЫДАВЛИВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2254202C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для изготовления симметричных ступенчатых деталей. Цель изобретения повышение производительности путем увеличения надежности условий извлечения из инструментов изготавливаемых деталей. Штамп содержит верхнюю и нижнюю плиты, закрепленные на них инструменты в виде верхней и нижней матрицы с каналами для формообразования концов изделия, размещенный в одной из матриц выталкиватель. Поперечные размеры канала матрицы, в которой размещен выталкиватель, выполнены меньшими по сравнению с соответствующими поперечными размерами канала противоположной матрицы. Это позволяет увеличить контактное давление в первой матрице по сравнению со второй и соответственно гарантировать застревание изделия после штамповки в матрице, снабженной выталкивателем. Штамп снабжен элементами оформления полости в изделии, установленными внутри матриц и выполненными раздельно. Элемент, установленный внутри матрицы с выталкивателем, жестко закреплен и способствует удержанию изделия при раскрытии штампа. Противоположный элемент установлен с возможностью осевого перемещения относительно матрицы, в которой он расположен, и не препятствует извлечению изделия из данной матрицы. Элементы оформления полости могут быть выполнены в виде пуансонов или в виде оправок. 4 з.п. ф - лы, 4 ил.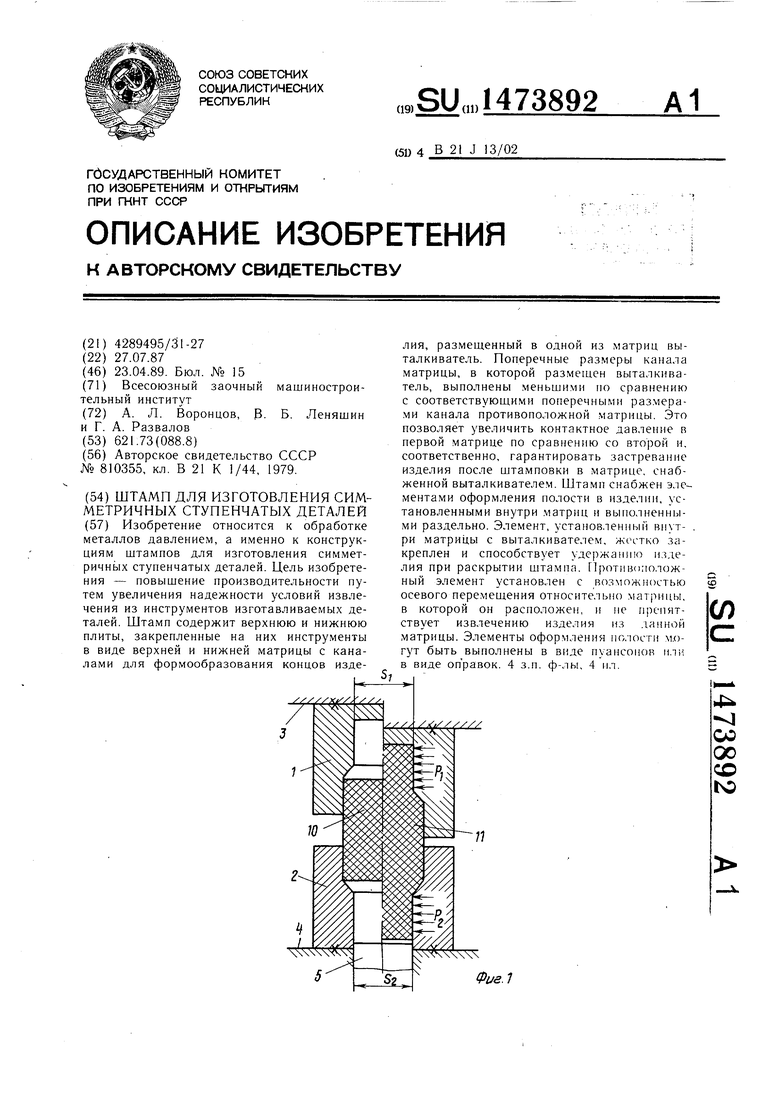
Фие.З
| Способ изготовления стержневыхдЕТАлЕй | 1979 |
|
SU810355A1 |
