11:и)бретенис относится к cisapKC и может быть ис11)ль:«)вано д.1я механизнронан- Hciii пилами i(.K-KTpo;iHOH или присадочной проволоки, преимупи ственно иорон1ковой, и в других областях гехипки для подачи проволоки.
11сль изобретенияс И1жение массы
и габаритов, а также обеспечение подачи сварочной прово. юки )аз,1ичных диамет)ов без переналадки.
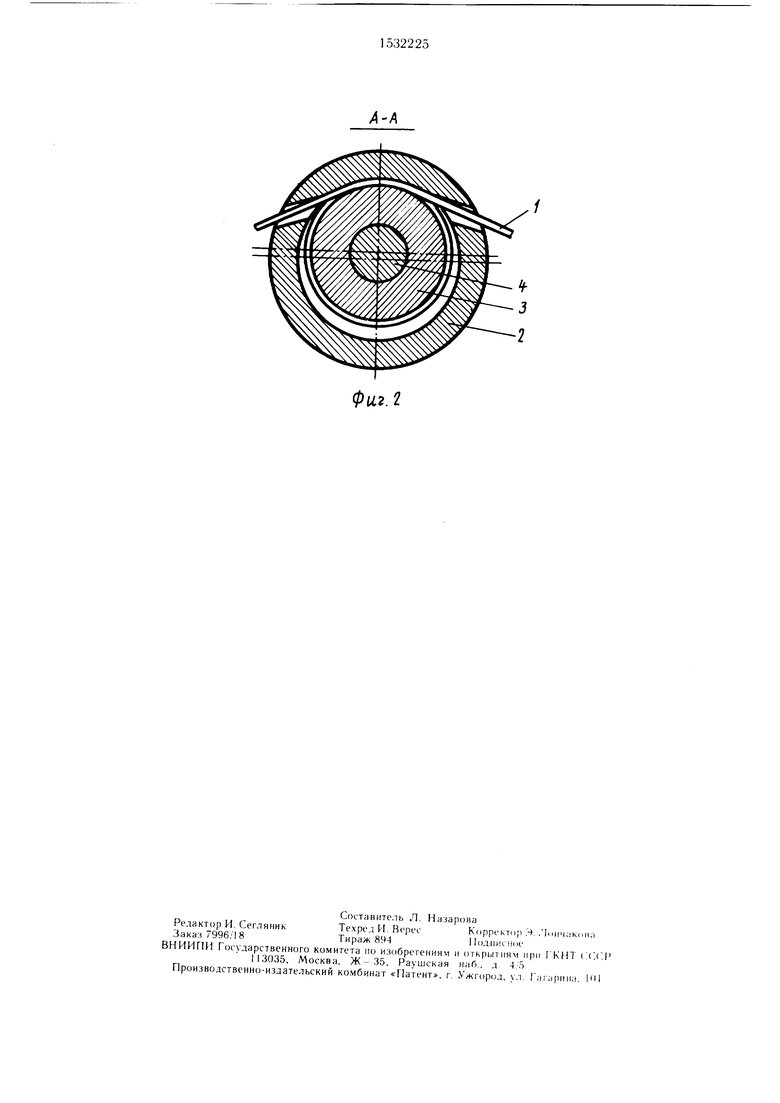
11а 1 11редстав,1ено усгройство д,1я подачи cBa|io4Hoii провсх кжи, продо. Н)Н1)И 1 )азрез; на (()И1 2сечение А Л на
()11Г. 1.
Усг)ойство для подачи сна|1очной нрово- .юкп 1 состой г 113 корпуса 2 барабана , 1 и вед 1пе|-о вала 4.
Корпус 2 пмеет внутреннюю конусную повс).ность Г) п конпснгричпо ей (laciio- Л()) посадочную поЕК рхность (), а барабан 3 соогветсгвенно наружную конусную пове)хп(1СГ1, 7 и ко1П1ентричпо eii рас- положеппую посадочную поверхност) 8. Bc.ninnii вал 4 два частка 9 п 1(
ос,1 )1х расно.южены под уг.том к .ipyi . Учас i ки 9 и 10 разде, 1ены упорным )м I 1. Па участке 9 с помоп1ЬК) под- Пп;|Н11ка скольжения 12 установлен кор- 2, а на хчасткс К) с по.) подпшп- ппка ско.11,жепия 13 установлен барабан 3. Гакпм образом, осп иосадочньгх поверхностей I.) н 8 распо,тагаюгся под yi . ioM дру| к Д) г.
На ба|)абан 3 na.MOTafi внток свароч- поп проволоки 1. преимуп1ественно поро1пко- Boii, когорая располагается межд . Н1,1 1П HoiU p.xHoi гямп Г) и 7. 1;)арабан 3 (1 по.1жаг по направ. 1снпк) к корпусу 2 пр жппо11 14.
1апмеп1иппп yro,i а межд напра1,.|яюкон 1. ны поверхносп й 5 и 7 обя- .а1ельно для ире;и)Т1Ц)ан1ения )ска.1Ь31)1- наппя cBa|i()4Hoii )локп I п обеспе- че1 пя ее (аклп |пвання долж(Ч1 бьп ь мепыне греппя. Л.1Я пре.тотвранк-ппя проска, 1ь- «ывания сва)очп()й п юво. юкп 1 также необходимо равспство окружп1)Гх с коростей точек коп спьгх noBcpxnocTcii 5 п 7, между коюрымп прово, 1 зажата. Это достн- прп совпадепип точек i-еометрнчес- кнх ве)П1ПН конусн1)1х noBi pxHoci cii п п 7. пргпадлежапшх COOTIU TCTBCHHO к(;рпусу 2 п бар абану 3.
5
0
5
5 „ц
ос
Устройство работает с.тедующи.м образо.м.
(д арочпую прово.току I заводят с торцовой стороны устро11ства, обвивая барабан 3 одним витком. Регулируют поджатие барабана 3. 1ри натягивании концов сварочной проволоки I, вьгходящих из устройства, виток сварочиой ирово/юки 1 сползает по конусной поверхности 7 барабана и занимает на нем место, соответствуюн1ее диа.метру проволоки, зак.1ипиваясь между конусными по- ве| ).хн()стями 5 и 7.
При вращении веду1псго вала 4 барабан 3 обкатывает KojMiyc 2 по его внутренней конусной новерхпостп а, врап1,аясь в противо- положно.м ведуни му ва,ту 4 направлении, (.варочная нрово.тока 1 начинает двигаться в направ.тении врапи ния барабана 3. При врашенпп ба)абапа 3 ею геометрическая ось п,1яегся об|)аз кипей конуса, который она описываег вокру геометрической оси впут|мч1Н(Ч1 копчс ной 1и)верхн()сги корпуса 2.
В зависимоси oi соотнопкчшя размеров конусных 11ове) 5 и 7 пе)едаточное
COOTTIOIIKMUU -Т|)()Гк ГВа может б1,ГГЬ ДОСТИ нуто до .
Усгройсгво имеет Ma.ii)ie габариты и массу за счет иск/почепия редукто)а. размещения вед ткего ва,1а внутри корпуса и отсутствия допо,тни г(. 1(),ткак)Н1пх механизмов.
Усг)оп1 т1 о . lacT возможно- Т;. л . гко заво- днть проио/юку ра., 1ичных диаметров с ег о TopnoHOli cTiipoHbi без дочо;; пп : (мьной нере- па,тадки, что важно и испо.тьзовании .ма, в проиолока Пе- ()е.за)яжае ic/i
/:
УI I Doliri liu 1,1,1 II;, к, ,;; iia,io4Hoii ii)OBu- .токм. co,i,e)/i aiuce ьа,, ко|)пус и барабан, yva аповл1 1П1ЫЙ b;i. корпуса с (j6pa30B, ;азора, и жд ними для размещения свар(,1чиой нрово,1оки, отличакнцее- ся тем, 4T(j, с 1е. снижения массы и | абаритов, а также обеспечс1И1Я подачи сварочпо ||)()В1). 1оки раз.тичн1Л диаметров 6(3 нер(Ч1а.тадкп, н барабан установлены свобочно па вс душем ва.ту и осп их носадочши х )хно1.т ей расно.ю- же1П)1 п(1Д yi.ioM к ;1|пгл, п)и :1том внутренняя Г1оверхн()ст ь ко)пуса п паружная поверхпосгг ба)абана вьп1о,,1нены конусными, а наиме П)П1ИЙ у: 1)л между образующими HOBCpxHocreii корпуса и ба()абана пе нревы- HiaeT r, ia трения.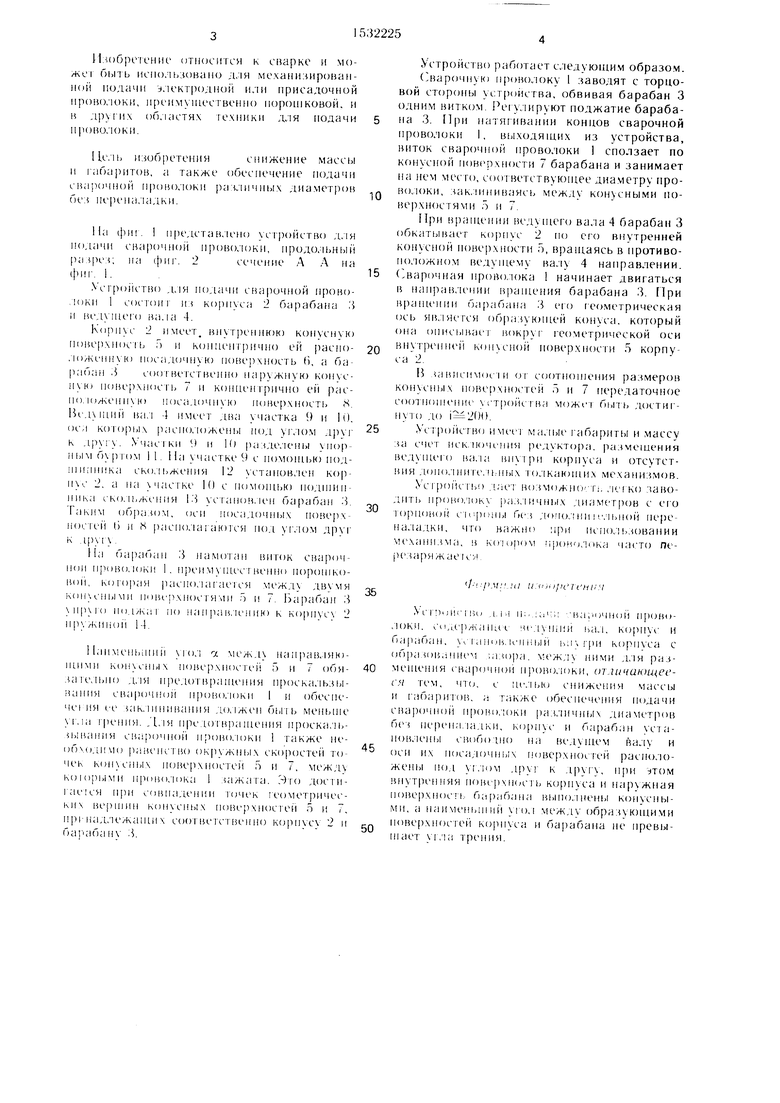
| название | год | авторы | номер документа |
|---|---|---|---|
| Шланг для подачи сварочной проволоки | 1983 |
|
SU1247208A1 |
| Способ многодуговой сварки под флюсом | 1988 |
|
SU1532230A1 |
| Устройство для навивки спирали | 1986 |
|
SU1378995A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1371821A1 |
| Устройство для скручивания концов обвязочной проволоки | 1984 |
|
SU1209511A1 |
| Сварочная головка | 1959 |
|
SU127778A1 |
| Гвоздильный автомат | 1957 |
|
SU109236A1 |
| Установка для охлаждения молока | 1985 |
|
SU1409168A1 |
| Устройство для намотки проволоки на бобину | 1987 |
|
SU1516165A1 |
| Автомат для изготовления из проволоки деталей типа штырей | 1984 |
|
SU1252008A1 |
Изобретение относится к сварке и может быть использовано для механизированной подачи электродной или присадочной проволоки, преимущественно порошковой, и в других областях техники для подачи проволоки. Цель изобретения - снижение массы и габаритов, а также обеспечение подачи сварочной проволоки различных диаметров без переналадки. Сварочную проволоку 1 заводят в устройство с его торцовой стороны, обвивая наружную конусную поверхность 7 барабана 3 одним витком. При натяжении концов витка проволока сползает по поверхности 7 и заклинивается между ней и внутренней конусной поверхностью 5 корпуса 2. Благодаря тому, что барабан 3 и корпус 2 свободно установлены на ведущем валу 4 так, что их посадочные поверхности 6 и 8 соответственно расположены под углом одна к другой, при вращении вала 4 барабан 3 обкатывает корпус 2 по его поверхности 5, вращаясь в противоположном валу 4 направлении. Проволока 1 перемещается в направлении вращения барабана 3. Наименьший угол между образующими поверхностей 5 и 7 не превышает угла трения, что обеспечивает заклинивание проволоки и предотвращает ее проскальзывание. Сварочная проволока зажимается между внутренней поверхностью корпуса и наружной поверхностью барабана без деформации и проскальзывания на большой зоне с малым удельным давлением, при этом возникает только трение качения и исключается всякое повреждение проволоки. Устройство компактно, состоит из минимального количества деталей и может быть легко встроено в переносные сварочные аппараты. 2 ил.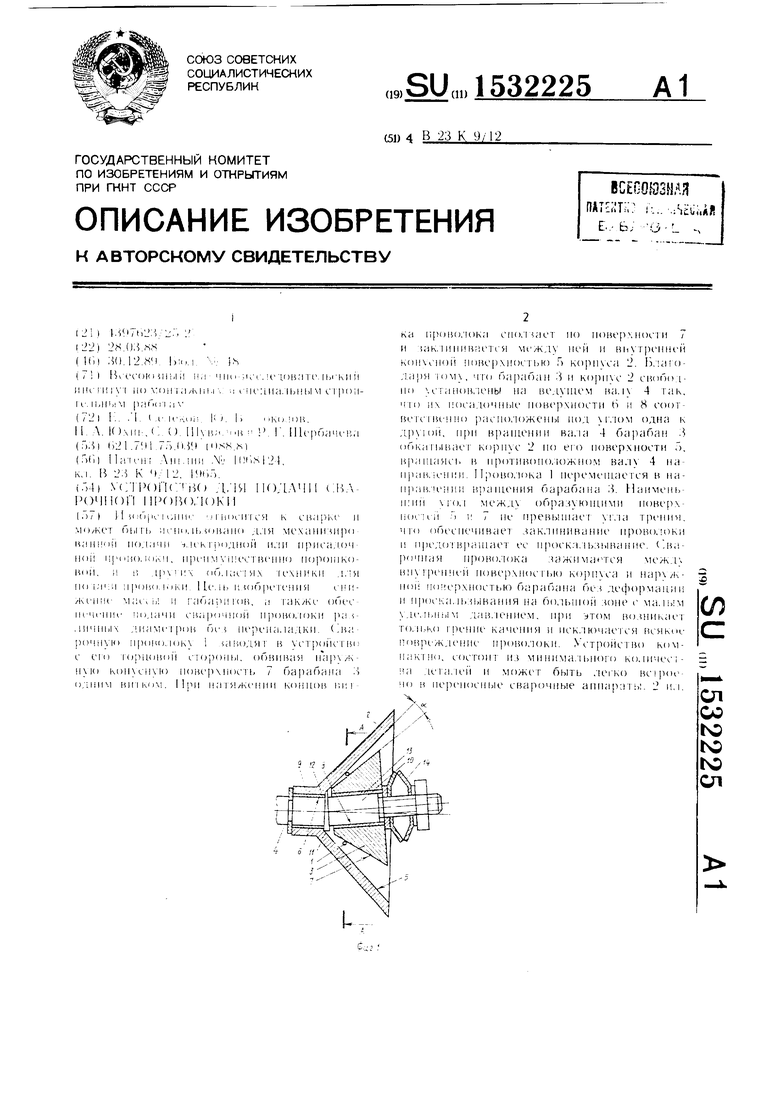
фи,2.2
