Hioopcit iine относится к обработке ме- ra. i.ioB дан.енисм. в частности к оборудованию для нз1 от()н;1сння из проволоки деталей гина ип ырей.
Целью и: обрете11ия является иовьинение качества поверхности и:1делия и расипфе- ине техио.1() ических возможностей при обработке н)()во;1оки малого днамегра.
На фнг. 1 изображена кинематическая схема: на фиг. 2 обточная резцовая I o- .товка в момент нодиода к заготовке; на фиг. 3 то же. в момент обработки торца заготовки; на фиг. 4 вид .Л на фиг. 2; на фиг. Г)поворотная н;1атформа; на
фиг. Нрабочее положение новоротной
нлатформы.
.Лвтомаг Д.1Я изготов. К ния из нрово.юки .U4a,Teii тина Hirbipeii содержит смонтирован- hiiie на cianniie (не иока.зана) механизм но- .1ачн нрово.токи, вЬ)1иолненный в виде ка- |)етки I, усгановленной на нанравляющих 2 с возможностью посту 1ательн()г) неремен1е- иня, н закрепленный на ней зажим 3. меха- 1ПММ -1 ()иксации проволоки, н. та.ми Mepnoii резки за1()Г()вок о, механизм межоперанион- ного Т)ансноргир1)вания, рамешенный на станине соосно механизм подачи и фикса пин проволоки и вьнюлненный в виде ново- рогной платформы Н с гнездом для заю- говкн и упоров 7 для заготовки, а также соосно с поворотной нлатформой h и пер- пе |днку.тярн() к оси мexaни.мa подачи нро- волоки узел обработки торц(.)вой новер.хнос- ти загоювок. сосгоя1ний из двух основной и до11о.111ител1,н()й HOCI ав. 1енн1)1.х встречно обгочных резновых го.ювок 8, имеющих возможность oeeBoio носгупате.тьного и Bpanui- re.ibHoi o перемещений.
11ривод возвратно-носгунательного иере- ме1це1и1я каретки 1 осун1ествляется через р1.1чажпук) систему 9 ог ку.1ачка К) распре- Д1миге.1ьпого вала II, ус гановленнсхо па станине параллельпо оси механизма подачи прово. юки. а н)иводы зажима 3. механи) ма 1 ()иксации прово. юки, нггампа мерной резки заготовок 5 через двуп.1ечие ыча- ги 12 14 от кулачков 15 17.
Цоворогная платформа (1 через секторы 18 и 19. а также рычаг 20 связана с кулачком 21. обе обточиые резцовые головки 8 через систему 22 рычагов связаны с кулачком 23 pat и)еде.тительно1о вала 11.
Все рычаги 12. 13, 14, 20 и рычажные системы 9, 22 см()нтироваш 1 на сганиме автомата.
Привод распределительного ва.ча И осу- П1еств,т-яется от электродвигателя 24 через к,ииоременную нередачу 25 и червячный ре- дук1(1) 2Г), а нриводы вран1ения обточны.х резцовых 1 оловок 8 от электродвигателей 27 к.чиноременными нередачами 28.
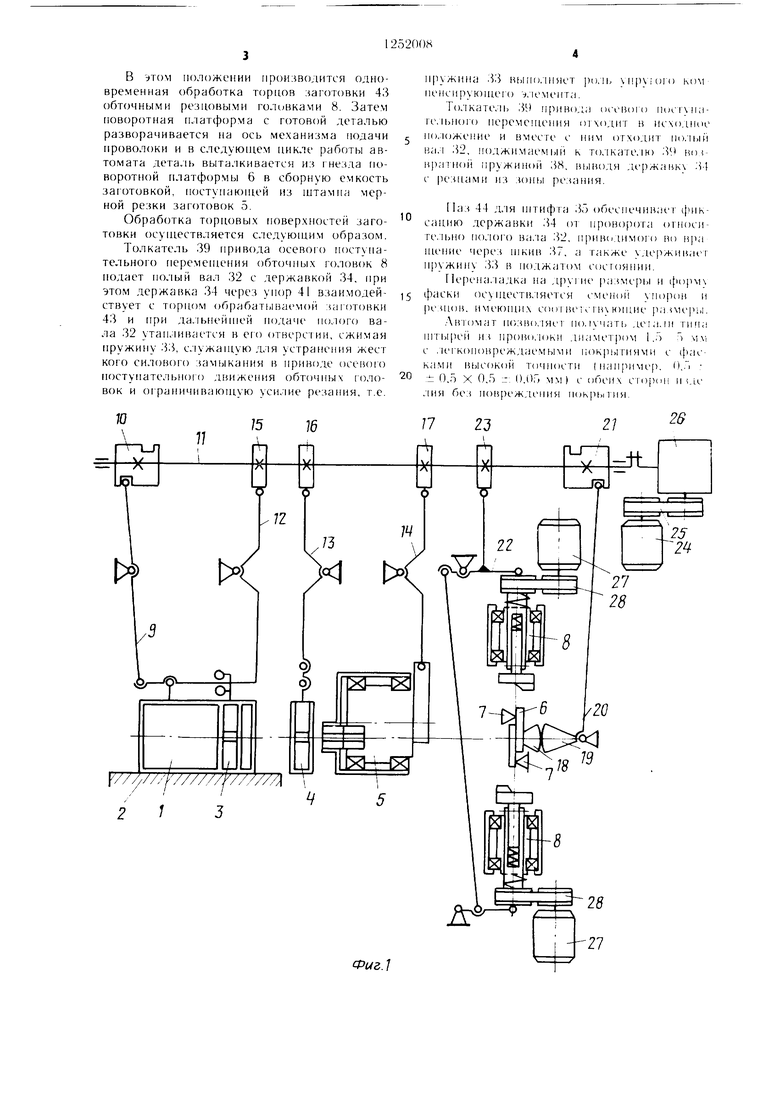
Каждая обточная рез11()вая головка 8 сосгоиг из установ.тенной в корпусе 29 на иодшинниках 30 гиль,зы 31 с полым ва
лом 32, в отверстии которого установлен уп- компенсатор элемент в виде пружины 33 и державка И, зафиксироваииая от Hpoiiopora относительно полого вала штифтом 35. в.ходящим в продольный паз державки. На НОЛОМ валу 32 закреплен на ипюнке 36 шкив 37, между шкивом и гильзой поставлена возвратная пружина 38. По.тый вал 32 контактирует с толкателем 39 системы 22 рычагов, осуществляющей привод осевого ноступательного перемещения обточных резцовых головок 8.
Державка 34 имеет три радиальных паза для установки резцов 40, расположенных нод углом 120° между собой, и центральное отверстие д;1я установки упора 41. 40 кренятся к державке 34 прижимами 42 и фиксируют упор 41 в отверстии, при Р( ЗЦЫ 40 упирак тся ве)щина.ми в высгупающую головку упора 41.
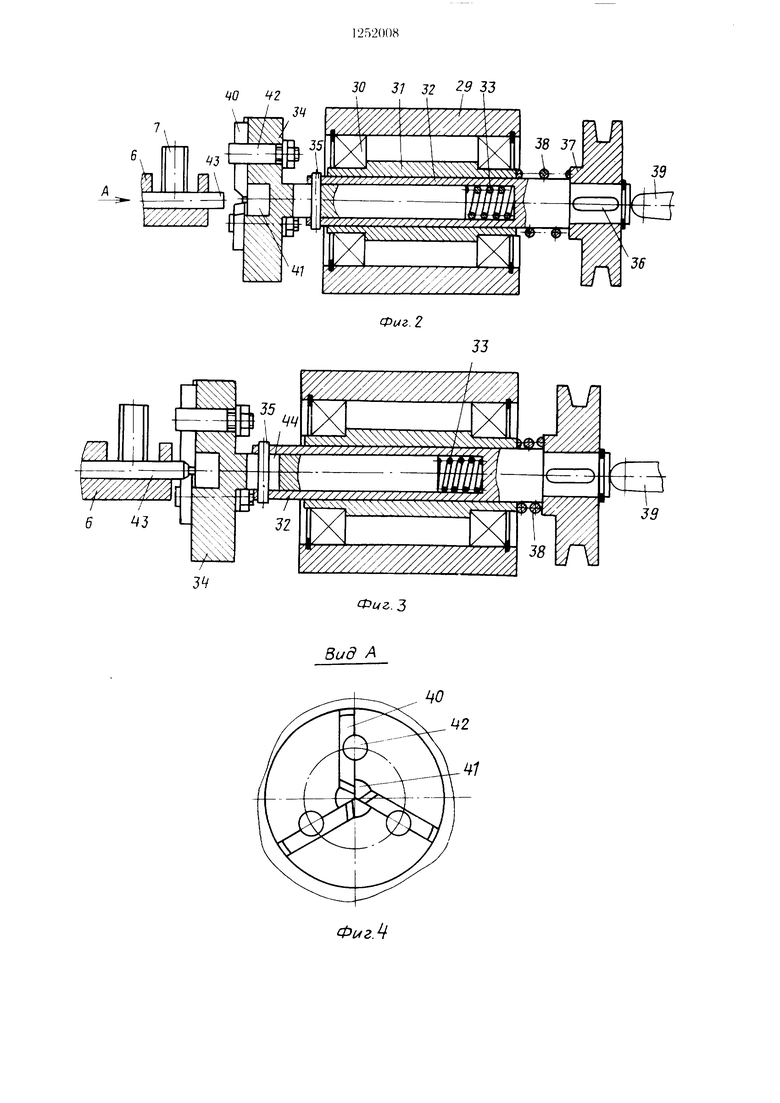
11оворот11ая платформа В имеет гнездо
для заготовки 43, выполненное в виде круг- .юго сквозного огверстия. в которое нода- ется отрезанная заготовка 43 из штампа, и боковые нрорези для упоров 7. Поворот 1лагфо)мы в на ось обточных резцовых головок 8 ог|)аничивается упорами 7, скуще- СТВЛЯЮН1ИМИ фиксацию заготовки в незде |1лат(})ормы 6. Для устранении жестког о си- ;ioBoro замыкания в поворота плат- (})ормы С), ограничиваемого жесткими ун())а- ми. рычаг 20 н)ивода В1 н1олнен yii)yiHM
(у||)у|И11 :1Лемент не показан). Г1|)и сила (ажатия заготовки н i незде 11.1атф)р- мы () определяется жесткоспж) yiipyrort. -племен га 20. Имеется паз 44 д.1я )га . 15.
Лвюмат )аботает следуюпгим образом.
1)ово,п)ка заправ.тяется в зажим .3 каре 1ки 1. При включении приводов автомата 01 кчлачка 10 распредели гельною вала II осушествляегся И)дача на зада1П1ый шаг
каретки 1 liMi CTC с зажаго11 проволокой. При 4ГОМ проволока поступает че)ез разомк- механизм 4 ({ижсации в 1птамп мер- Hoii )е(ки заготовок 5. П)и осгаповке каретки 1 и пе) положении от ку. тачка l(i |)аси(п дели re.ibnoi о Ba.ia II срабат1)1вает
ме а1:изм 4 (, захватываюп1ий про- В1).1ок и Vдерживак)П1И11 ее от сметцеттия во 1) заготовки 43 и возврата ка- (Н чки I. От к.1ачка 15 ра )мыкается зажим 3 ка Н :ки I и oi кулачка 10 каретка 1 воз- B|)ainaeicv н исходное по. южепие. От ку- , 1ачка 17 с)абатываег niTawii )езки 5.
Ог|)езапная заготовка 43 при следующем ходе ка)егки 1 выталкивается подаваемой п)1Н()локоГ| в гнездо поворотной платформы Г), ориептированпой по оси механизма
подами проволоки. От кулачка 21 платформа 1азво)ачивается на ось обточны.х головок, .аго 1 (.1вка |{)икси|)уется в гнезде платформы уп))ами 7.
В ()1 положении ПРОИЗВОДИТСЯ одновременная обработка торцов заготовки 43 обточными резцовыми головками 8. Затем поворотная платформа с готовой деталью разворачивается на ось механизма подачи проволоки и в следующем цикле работы автомата дета.ль выталкивается из гнезда поворотной платформы 6 в сборную емкость заготовкой, поступающей из штампа мерной резки заготовок 5.
Обработка торцовых поверхностей заготовки осуществляется следующим образом.
Толкатель 39 привода осевого поступательного перемещения обточпых головок 8 подает полый вал 32 с державкой 34. при этом державка 34 через упор 41 взаимодействует с торцом обрабатываемо заготовки 43 и при да.льпейшей подаче полого вала 32 утапливается в его отверстии, сжимая пружину 3i5, с.тужап1ую для устранения жест кого силового замыкания в приводе осевою поступательною движения обточных оло- вок и ограничивающую усилие резания, т.е.
п|1ужина 33 выпо.шяет роль упруюго ком пенсируюшего (лемента.
Го;1кате. 11 39 п 1ивод;) осевого постчпа- ге.и)Пог() перемещения отходит в исходное п()Л(1жение и вместе с пим отходит по.1ый вал 32, 11оджимаем|,п1 к то. 1кате,1Н) 39 но;- вр;г noii пружиной 38, вьпюдя Д(.)жаик 34 с резцами из зоны резания.
Паз 44 д, 1я штифта 35 обеспечивает (|)ик- сацию державки .34 от iipoBOfioTa огпоси- ге.Ц)Но по. юго ва;1а 32, ириво.чимого во нра шение через шкив 37, а также удержив.нч пружину 3.3 в поджаюм состоянии.
Г1ерс иа.1адка па д)угие размеры и фаски осушеств.чяетея сменой yno|i(iB и К зцои, имеющих cooi юшие размер;,.
.Автомат позволяет по.1 м;гг|, де1а.п1 типа из проволоки .шаметром 1.5 5 мм с .тегкоповреждаемыми п(Ж|)1 ггиями с (}iac- ками высокой точпостп i naiifinMef), 0,.i ± 0,5 X 0,5 ±. 0.05 мм) с обеих сто)(1П тле ,1ия без повреждения покрьпия.
ФигЛ
30 31 32 29 33
Фиг.2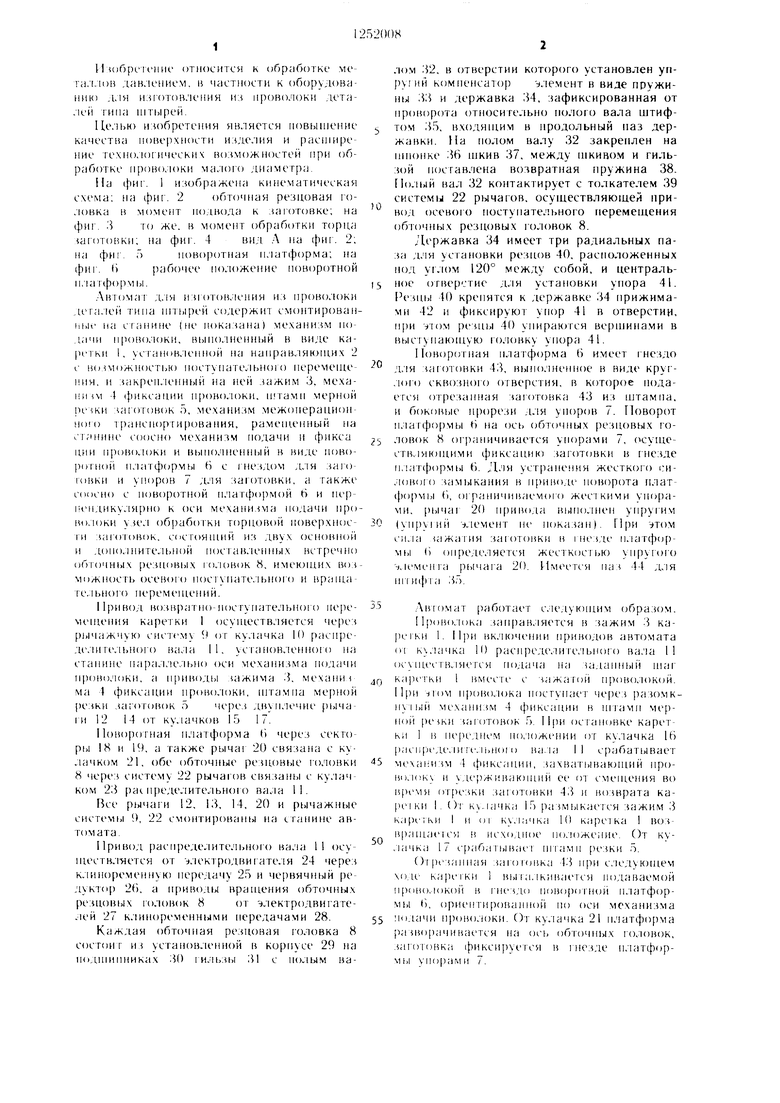
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления из проволоки деталей типа штырей | 1978 |
|
SU776724A1 |
| Станок-автомат для изготовления ниппелей к горелкам типа "Примус" | 1928 |
|
SU18589A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| Комбинированный многошпиндельный станок | 1974 |
|
SU511209A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| Измерительное устройство к автомату для контроля роликов | 1984 |
|
SU1348628A1 |
| Устройство для позиционнойОбРАбОТКи бРуСКОВыХ дЕТАлЕйМЕбЕли | 1978 |
|
SU810485A1 |
| Многопозиционный станок для двусторонней обработки концов трубчатых электронагревателей | 1985 |
|
SU1344518A1 |
| Устройство для заточки ножей | 1987 |
|
SU1495075A1 |
| Станок для изготовления змеевиков | 1977 |
|
SU725766A1 |
Вид А
Фцг.
Ц2
Ось механизма подачи проволоки
Ось обточньгх головок
.5
Ось мемнизг о подачи проВолоки
Ось o5moi Hb/x головок
Фиг. 6
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ПРАВКИ ТОНКОЙ ПОЛОСОВОЙ СТАЛИ | 2001 |
|
RU2200068C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
