4Х
W
IX
СЛ
САЭ ЬО
to
со
00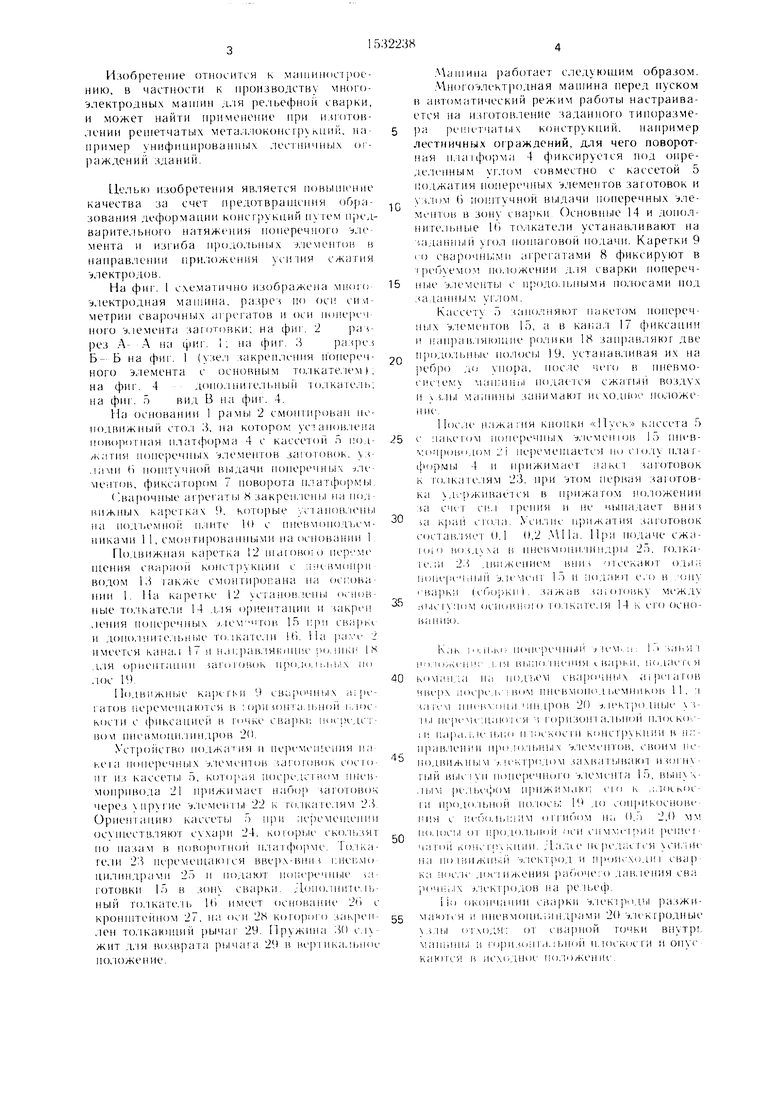
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| Устройство для подачи заготовок на автоматическую линию сварки | 1987 |
|
SU1407737A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2271915C2 |
| Измерительное устройство к автомату для контроля роликов | 1984 |
|
SU1348628A1 |
| Автомат для изготовления из проволоки деталей типа штырей | 1984 |
|
SU1252008A1 |
| Установка для упаковывания брикетов | 1987 |
|
SU1528686A1 |
| Клещевой захват | 1985 |
|
SU1379227A1 |
| Универсальный гибочный штамп | 1988 |
|
SU1516182A1 |
| Устройство для сварки полимерных пленок | 1985 |
|
SU1348207A1 |
| Гайконарезной автомат | 1987 |
|
SU1491632A1 |
Изобретение относится к машиностроению, в частности к производству многоэлектродных машин для рельефной сварки и может найти применение при изготовлении решетчатых металлоконструкций, например унифицированных лестничных ограждений зданий. Цель изобретения - повышение качества за счет предотвращения образования деформаций конструкций путем предварительного натяжения поперечного элемента и изгиба продольных элементов в направлении приложения усилия сжатия электродов. Толкатели 23 отсекают один поперечный элемент 15 и подают его в зону сварки. Неподвижный электрод прижимает поперечный элемент 15 к плоскости продольного элемента 19, осуществляя его натяжение. После сварки поперечного и продольного элементов сварочные агрегаты 8 возвращаются в исходное состояние. Пневмопривод каретки 12 с основными дополнительными толкателями перемещает на шаг свариваемое изделие. При возвращении каретки в исходное положение дополнительный толкатель за счет взаимодействия своим рычагом с приваренным поперечным элементом поворачивается и проходит под ним. После прохода за счет пружины дополнительный толкатель возвращается в вертикальное положение. 5 ил.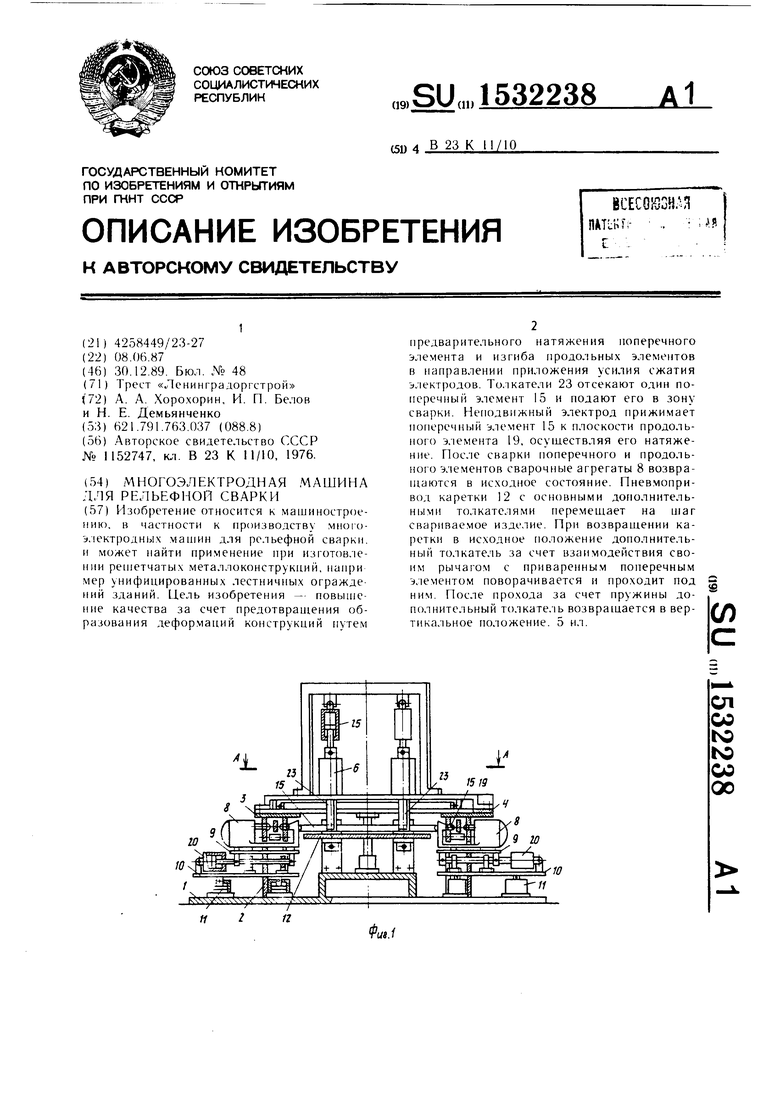
tl
12
Фи.1
Изобретение относится к мгниииосгрое- нию, в частности к производству много- электродных машин д,1я ре;1ьефно11 сварки, н может найти применение при изготовлении решетчатых металлоконсгрч кний, например нифнци1)ованных лесгиичных ограждений зданий.
Целью изобретения является иовьингние качества за счет иредотвранцмшя образования деформации коисгрукций нутем предварительное) натяжения Н(знереч1п.)го si,:io мента и изгиба продо.чьпых лементон к направлении нри. южения уситня сжагия электродов.
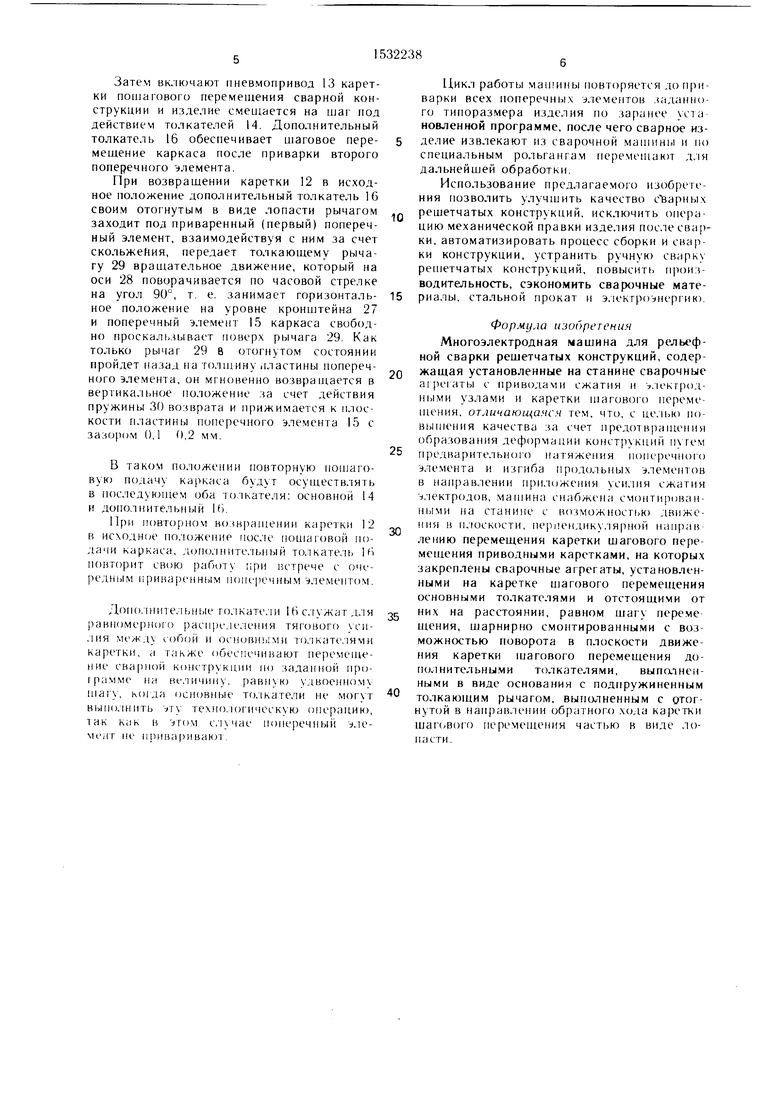
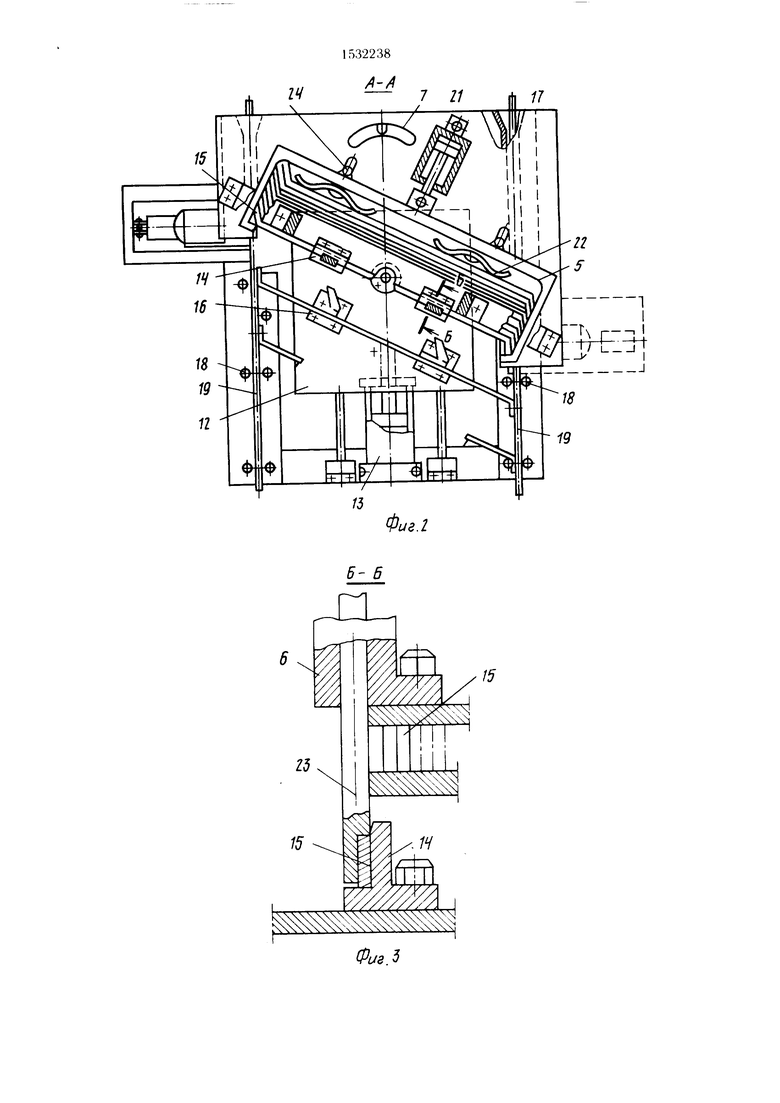
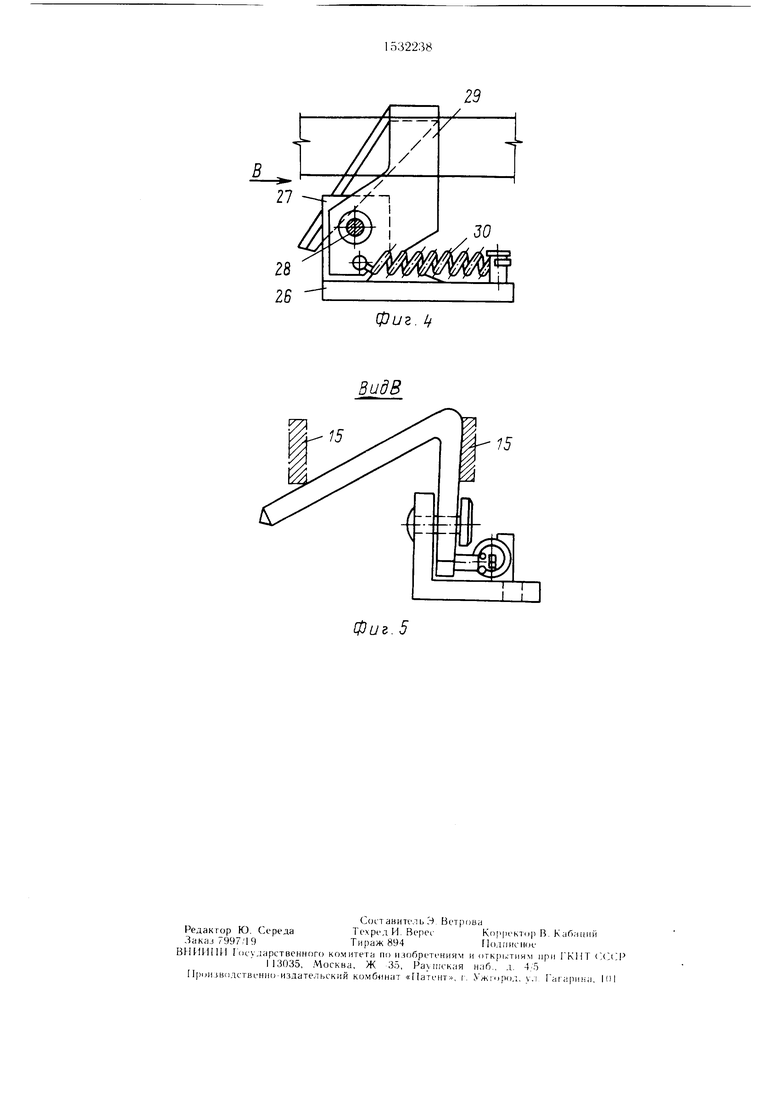
На фи1 . I схе.матично изображена много электродная мап1ина, разрез но оси метрии сварочных ai |)егатов н оси понерсч ного элемента за отовки; на фиг. 2 разрез А- . на фиг. Г, на (1иг. 3разрез Б- Б на фиг. I (узел закренлення поперечного элемента с ocHt) то.:|кате,1ем |, на фиг. 4 д()Н(;л ни I ел iiHbiii 1о.1ка1ель; на фиг. 5 вид В на фиг. 4.
На основании 1 рамы 2 смонтн П)ван неподвижный стол 3, на котором ус а |оилеиа поворогпая платформа 4 с кассетой п под- /катпя понеречпых элемептов загото «)к, з- . () поп1тучи()11 выдачи поперечных зле- ментов, фиксатором 7 поворота нлат4 ;рм1)1.
()чные ai peraTi) Н закреплеп1)1 на под- иижньгх карегках ), которые vc i aHOii ieniji па под 1 емно1 плпте 1(1 с ппенмппо. ГЬсм- ииками 1 1, смонгироваluUjiMH на (к новании 1
Подвижная каретка 12 HUHOBOIO нср . ме тения CBapnoii конструкции с :пн-вмоп)и водом 13 1акже смонтирована на с.итова- нии 1. На каретке 12 установлены (К 1П.В ные толкатели 14 .Г 1Я ориентации и закреп ленпя поперечньгх j.ie r HToi, 15 при сварке и дополнительные то.|катели И). На ра-.Ч 2 имеется канал 17 п а гравляюпцн- iJo.iniU : IS д, 1я о 1иепгацпп iarurfjHOK п(М1.|ил м-.ых по лос 19,
11одвижп1 е кар1лл-.11 9 св;; Н1Ч||ьг ai ре- | ат(яз Г1ереме1па1отся в : (ipii (онч алг.цо г.юс- кости с (JMiKcanneii в 1 пчке сварки посредством luieBMonii. iиндров 2(1.
N cT()oiicTBo ноджа- ия и перемс1пе1шя па Keia понеречп1)1Х элемсчпо )| (п(ок сосю- пт 113 кассеты 5, KoTop.iH посре.итном ппсч;- мопрнвода 21 прижимает пабор заготовок через пругие э. 1еме1Г11,| 22 к ro. iKa ге.тям 23 Ориентацию кассет1 1 Г) при перемещении (К уп1ествляк)т cyxafin 24. которые ско,1ьзят по пазам в поворотпой n.iaT(j)0|nie. lo. iKa- re:iH 23 перемешакч ся вверх-в1пи гнепмч цилипдрамп 25 п подают nonepennbiC к1- готовкн 15 в зону сва)К11. Дополни им - ный то. 1кате.11 И) имеет основание 2Г) с KpoHHiTeiiHoM 27, на осп 28 ког()|)ого закреплен то,1каюнц|й )ычаг 29. Нружшк :i(i жит для возврата рычага 29 в вер-| пкал1)Пое по,к)жение.
0
0
5
.Чашииа работает следующим образом.
.Многоэ,тектродная машина перед пуском в автоматический режим работы настраивается на изготовление заданного типоразме- 5 ра ре1 1етчатыч конструкций, например леетиичны.х ограждений, для чего поворотная и,та I форма 4 фиксируется под опре- д.еленным уг,том совместно с кассетой 5 поджатня но |еречных элемептов заготовок и уз, П)м () 11он1тучной выдачи пслтеречных элемептов в зону сварки Основные 14 и допол- ниге,1ьные Ki тсхткатели устанавливают на .аданпый уго,п (101паговой подачп. Каретки 9 1О сварочшими агрегатами 8 фиксируют в | |)еоуемо.1 пo,l(Jжeнии д:1Я сварки нонереч- 5 ные э.пемснты с . 1ьными ио,тосами иод зaл, yiMOM.
Кассету 5 запо, 1пяк)т пакетом поперечных элементов 15, а в капа.: 17 фиксации и н п1рав. 1ЯИ)П1пе ролпкп 18 заправ,1яюг две пр|)до, 1ьные полос1)1 19, устанав.тпвая их на ребро д) упора, нос.ае чего в |шевмо- сис 1ему мап;ин1)1 пода.- ся сжатый воздух и з.:|ы мапшпь занимают исходное положение.
1 loc. ie пажа1 пя кнопки «Нчч-к кассета 5 5 с пакс гом noiiejiennijix э, 11. мен iов 15 IHICB- v .onpoBi 1ДОМ . i Перемешает. / пч i4(j, iy n, iar- ф() 4 п 11 1пжимает паксч заготовок к Т(1,1ка1е,1ям 23. при Э 1 ()м 1ервая за1отов- ка ч Д . 1)/кпвае 1 ся в 1)ижатом по. шжепии U1 счет СИ..1 1 репия и пе выпадает вниз ia край ci o. ia. Усилп1 прпжатпя заготовок составляе 0,1 0,2 . При п()даче сжа- loif) в пневмоци. шпдры 25, го,1ка- кми 23 двп/кеипем впп; чтсекак) iii)rie|ie4 ньп э,1е .1еп1 1 о и подаюч его в /опу гваркп (,Kni. зажав laioioBKy мс жду 3i,iciy;ioM (jciiuBHoio 1(). 1Кате,1Я 14 i сч о основа ппю.
Как i i. Н(1П1 реч п П jieM.ii: 1 . i iah/n
11-1Л11/лси : 1,|я выпо 1 нения 1.варьп, ii(j.iaei4H
0 ко 1;игча па ппд ьем cBa| o4iiiiix aipeiaroB
вве1)х iUK i ie.u BUM nneiiMonoa ьемпико ; 1 1 , a
з, | г , пп1 В 1ПИ шпров 20 J. li KT pouiijie s1Ы .ПalO 1 ся 3 ОрИЗОП а, 1ЬПОЙ n, 10tKOi 1 г. па| | 1Л, ( 1Ы10 п1; с;лОс|И кпис гр кпии в н;:- правлеп 1 н нро.1ол1)НЫ э,1емен ов, своим неподвижным грс. юм захвагьшак и( rbii i вые 1 п попе)ечниго э,1емента lo, . ре,1Ь(. фом и маК1 ; eio к .;. lii продо. цлюй по. юсь; 19 до соприкоспове- IM 1, iieOd. 11,1:1 им 01 гпбом па 0,5 2,0 мм
,-, no.niCI, O l ()ДО, Ц)П1)|| осп CliMNlrlpnil рСПИМ4;ii i ii копе riVi книп. Ла. ие п. . i ся Ncn. ine на по Гг -ижпы :)- 1(л г род п nponcxo.uii сварка iinc/u Д1. и/кения ра( д1че; о дав,1епия сва. |И1Ч -;,,1х i ieK 1 родов на ре ibeip.
i id о| опчаппп сварки э, 1ек 1 р -1Д,ы разжи- 5 мая) |1 Я i нпевмоцп,ппдрами 20 ж 1е-кгродиыс vi ibi ( 1 л(),1,и: от сварпой r(j4Kn впутрг машипы i i opn.o;i I а. 1 bnoii плоское 1 и п опус как) | ся в псходное по/южепис.
Затем вк:1ючают пневмопривод 13 каретки noiuaroBoro перемещения сварной конструкции и изделие смеи1ается на шаг под действием толкателей 14. Дополнительный толкатель 16 обеспечивает шаговое перемещение каркаса после приварки второго поперечного элемента.
При возвращении каретки 12 в исходное положение дополнительный толкатель 16 своим отогнутым в виде лопасти рычагом заходит под приваренный (первый) поперечный элемент, взаимодействуя с ним за счет скольжейия, передает толкающему рычагу 29 вращательное движение, который на оси 28 поворачивается по часовой стрелке на угол 90°, т. е. занимает горизонтальное положение на уровне кронщтейна 27 и поперечный элемент 15 каркаса свободно проскальзывает повер.х рычага 29. Как только рычаг 29 в отогнутом состоянии пройдет назад на толщину пластины поперечного элемента, он мгновенно возвран1.ается в вертикальное положение за счет действия пружины 30 возврата и прижимается к плоскости пластины поперечного элемента 15 с зазором 0,1 0,2 мм.
В таком положении повторную noiiiaro- вук) подачу каркаса будут осуществлять в последуклием оба толкателя: основной 14 и дополнительный 16.
При повторном возвращении каретки 12 в исходное по,- ожение после пошаговой подачи каркаса, лоп(пните, 1ьиый толкатель 16 повторит свою работу лри к трече с оче- редЫ)1м 11рииа)енным поперечным элементом.
Допо.иппельные толкате, 1и 16 служат для равномерно о расп})еле:1ения тяг(.)вог( cii- лия между с обой и основными толкателями каретки, а также обес 1ечи1 ают перемещение сва)ной конструкции по заданной программе на (нмичину, равную удвоенному нагу, когда г)сновные то,1катели не вы110.1нить эту техно.логическую онерацню, 1ак как в эго.м с, поперечный эле- мо.чт не привариваю.
0
5
0
5
0
0
11икл работы .мап ины повторяется варки всех поперечны.х элементов заданного типоразмера изделия по заранее уста новленной программе, после чего сварное изделие извлекают из сварочной ма1пины и по специальным рольгангам перемещают для дальнейщей обработки.
Использование предлагаемого изобретения позволить улучшить качество с Ьарных решетчатых конструкций, исключить otiepa- цию механической правки изделия после сварки, автоматизировать процесс сборки и сварки конструкции, устранить ручную сварк ренгетчатых конструкций, повысить прои.з- водительность, сэкономить сварочные материалы, стальной прокат и электроэнергию.
Формула изобретения Многоэлектродная машина для рельефной сварки решетчатых конструкций, содержащая установленные на станине сварочные
агрегаты с приводами сжатия и э. 1екгрод- ными узлами и каретки шагового перемещения, отличающаяся тем, что, с це.чью повышения качества за счет предотвранимшя образования деформации конструкций пугем предварительного }|атяжения погкч ечного элемента и изгиба продольных э,1ементов в нан)авлении нри,1()жения усилия сжатия э, 1ектродов, магпина снабжена смонтированными на станине с возможностью движения в н. юскости, пернендику.тярной нанрав лению перемещения каретки шагового перемещения приводными каретками, на которых закреплены сварочные агрегаты, установленными на каретке Hjaroeoro перемещения основными толкателями и отстоящими от них на расстоянии, равном тагу переме щения, шарнирно смонтированными с возможностью поворота в плоскости движения каретки uiaroBoro перемещения дополнительными толкателями, выпатнеи- ными в виде основания с подпружиненным толкающим рычагом, выпо тненным с отогнутой в направлении обратного хода каретки шаг(,вого перемещения частью в виде лона сти.
Фиг.2
Фиг 5
фиг. li
ВидВ
фиг. 5
| Машина для многоточечной контактной сварки | 1982 |
|
SU1152747A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
