1
(21)4415767/25-27
(22)26.04.88
(46) 30.12.89. Бкш. f 48 (72) В.И.Маслак
(53)621.791.039 (088.8)
(56)Патент ФРГ № 1440961, кл. D 23 К 37/04, 1973.
(54)МЕХАНИЗМ ПРИЖИМА
(57)Изобретение относится к сварке, в частности к механизмам прияа ма, и может быть использовано для сварки
и зажима продольных СТЫков тонкостенных обечаек различных типоразмеров и полотнищ под автоматическую сварку. Цель изобретения - повьшение
производительности и качества сварного шва. Упорный 4 и прижимной 8 рычаги соединены мелэду собой посредством шарнирного соединения. Механизм 11 переустановки оснащен тягой 12, соединенной с осью 7 шарнирного соединения рычагов 4 и 8. Плечо 9 прижимного рычага подпружинено относительно несущей балки 1. На плече 5 упорного рьмага закреплен упор 15. Благодаря этому прижимные рычаги последовательно совершают предварительный прижим, затем перемещение, стыковку и ориентацию их кромок по линии движения горелки и окончательный зажим. 3 ип.
i
сл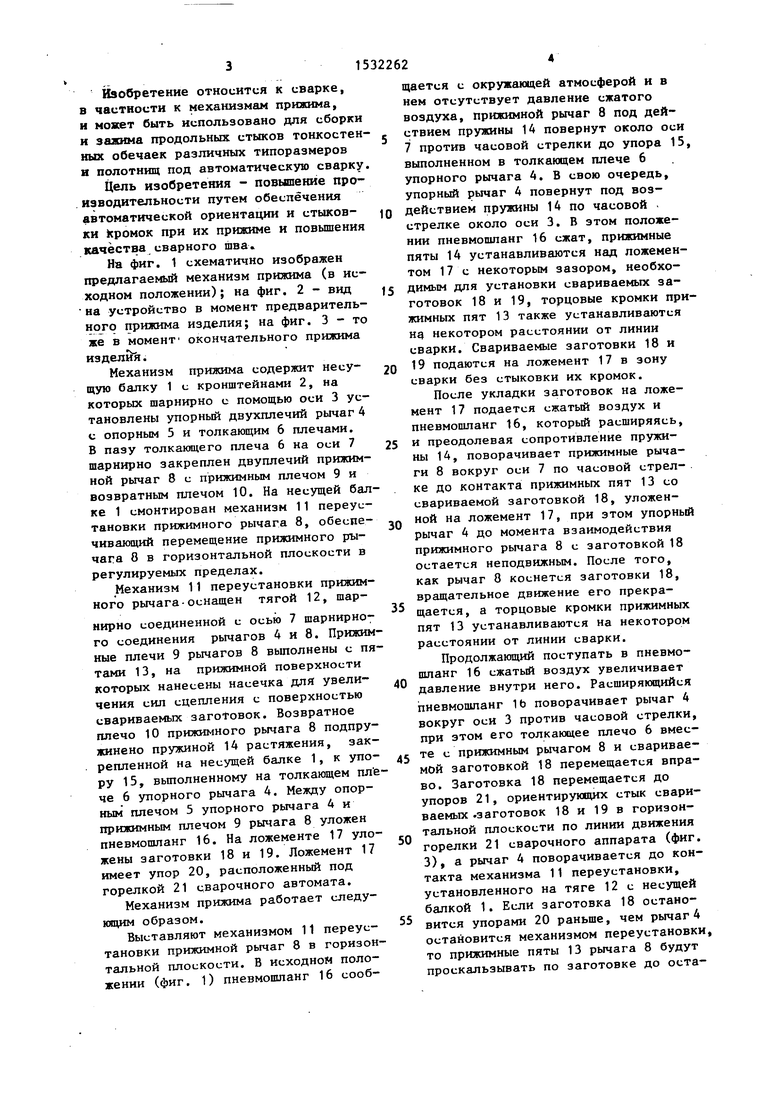
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм прижима | 1985 |
|
SU1269960A1 |
| Установка для сварки листовых изделий | 1980 |
|
SU941121A1 |
| Стенд сборочно- сварочный | 1977 |
|
SU725858A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Установка для сборки под сваркуи СВАРКи пРОдОльНыХ шВОВ КОНичЕСКиХзАгОТОВОК | 1978 |
|
SU795834A1 |
| МЕХАНИЗМ ПРИЖИМА ЛИСТОВОГО МАТЕРИАЛА | 1971 |
|
SU316558A1 |
| Стенд для сборки и сварки полотнищ | 1979 |
|
SU837696A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
Изобретение относится к сварке, в частности к механизмам прижима, и может быть использовано для сварки и зажима продольных стыков тонкостенных обечаек различных типоразмеров и полотнищ под автоматическую сварку. Цель изобретения - повышение производительности и качества сварного шва. Упорный 4 и прижимной 8 рычаги соединены между собой посредством шарнирного соединения. Механизм 11 переустановки оснащен тягой 12, соединенной с осью 7 шарнирного соединения рычагов 4 и 8. Плечо 9 прижимного рычага подпружинено относительно несущей балки 1. На плече 5 упорного рычага закреплен упор 15. Благодаря этому прижимные рычаги последовательно совершают предварительный прижим, затем перемещение, стыковку и ориентацию их кромок по линии движения горелки и окончательный зажим. 3 ил.
ч
ю
Изобретение относится к сварке, в частности к механизмам прижима, и может быть использовано для сборки и зажима продольных стыков тонкостенных обечаек различных типоразмеров и полотнищ под автоматическую сварку
Цель изобретения - повышение производительности путем обеспечения автоматической ориентации и стыковки Кромок при их прижиме и повышения качества сварного шва.
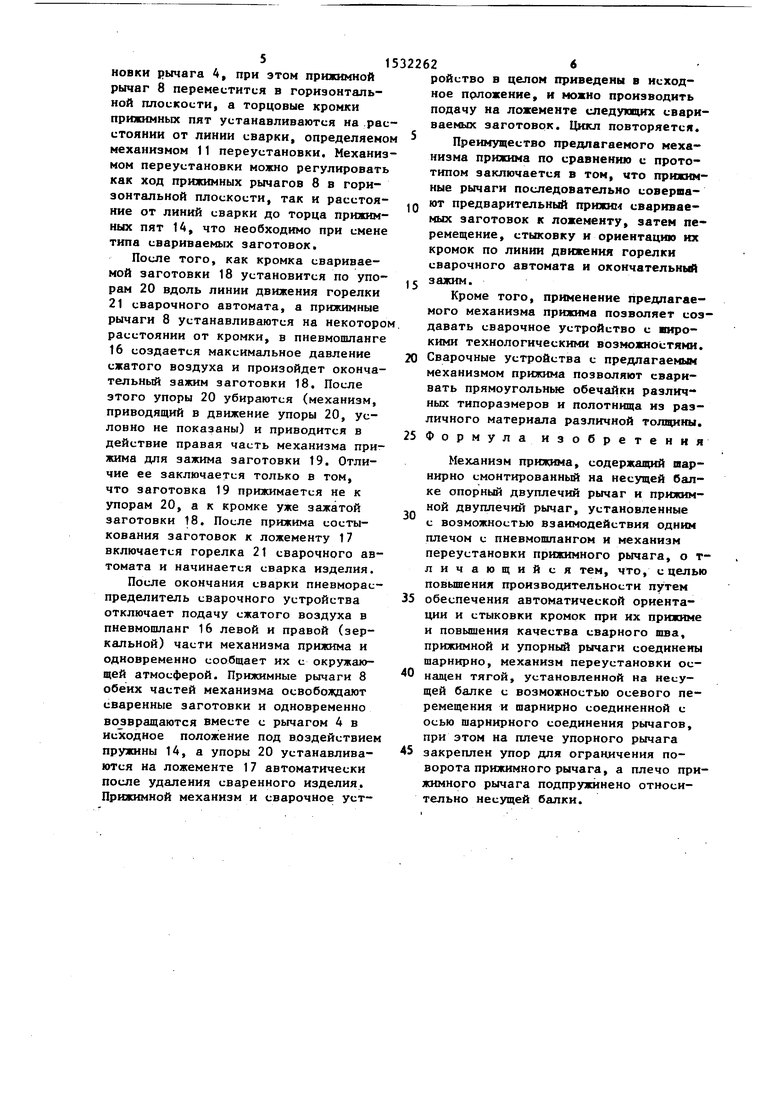
На фиг, 1 схематично изображен предлагаемый механизм прижима (в исходном положении); на фиг, 2 - вид на устройство в момент предварительного прижима изделия; на фиг, 3 - то же в момент окончательного прижима изделия,
Механизм прижима содержит несущую балку 1 с кронштейнами 2, на KOTopbtx шарнирно с помощью оси 3 установлены упорный двухплечий рычаг 4 с опорным 5 и толкающим 6 плечами, В пазу толкаклдего плеча 6 на оси 7 шарнирно закреплен двуплечий прижимной рычаг 8 с прижимным плечом 9 и возвратным плечом 10, На несущей балке 1 смонтирован механизм 11 переустановки прижимного рычага 8, обеспечивающий перемещение прижимного рычага 8 в горизонтальной плоскости в регулируемых пределах.
Механизм 11 переустановки прижимного рычага-оснащен тягой 12, шарнирно соединенной с осью 7 шарнирного соединения рычагов 4 и 8, Прижимные плечи 9 рычагов 8 выполнены с пятами 13, на прижимной поверхности которых нанесены насечка для увеличения сил сцепления с поверхностью свариваемых заготовок. Возвратное плечо 10 прижимного рычага 8 подпружинено пружиной 14 растяжения, зак- репленной на несущей балке 1, к упору 15, вьшолненному на толкающем пл е че 6 упорного рычага 4, Между опорным плечом 5 упорного рычага 4 и прижимным плечом 9 рычага 8 уложен пневмошланг 16, На ложементе 17 уложены заготовки 18 и 19, Ложемент 17 имеет упор 20, расположенный под горелкой 21 сварочного автомата.
Механизм прижима работает следу- кщим образом.
Выставляют механизмом 11 переустановки прижимной рычаг 8 в горизонтальной плоскости, В исходном положении (фиг, 1) пневмошланг 16 сообщается с окружающей атмосферой и в нем отсутствует давление сжатого воздуха, прижимной рычаг 8 под дей- ствием пружины 14 повернут около оси 7 против часовой стрелки до упора 15, выполненном в толкающем плече 6 упорного рьпага 4, В свою очередь, упорный рычаг 4 повернут под воз0 действием пружины 14 по часовой - стрелке около оси 3, В зтом положении пневмошпанг 16 сжат, прижимные пяты 14 устанавливаются над ложементом 17 с некоторым зазором, необхо5 димым для установки свариваемых заготовок 18 и 19, торцовые кромки прижимных пят 13 также устанавливаются нд некотором расстоянии от линии сварки. Свариваемые заготовки 18 и
0 19 подаются на ложемент 17 в зону сварки без стыковки их кромок.
После укладки заготовок на ложемент 17 подается сжатый воздух и пневмошланг 16, который расширяясь,
5 и преодолевая сопротивление пружины 14, поворачивает прижимные рычаги 8 вокруг оси 7 по часовой стрелке до контакта прижимных пят 13 со свариваемой заготовкой 18, уложенQ ной на ложемент 17, при зтом упорньй рычаг 4 до момента взаимодействия прижимного рычага 8 с заготовкой 18 остается неподвижным. После того, как рычаг 8 коснется заготовки 18, вращательное движение его прекра щается, а торцовые кромки прижимных пят 13 устанавливаются на некотором расстоянии от линии сварки.
Продолжающий поступать в пневмошланг 16 сжатый воздух увеличивает давление внутри него. Расширяющийся пневмопшанг 1Ь поворачивает рычаг 4 вокруг оси 3 против часовой стрелки, при этом его толкающее плечо 6 вмес5 те с прижимным рычагом 8 и свариваемой заготовкой 18 перемещается вправо. Заготовка 18 перемещается до упоров 21, ориентируюоцос стык свариваемых .заготовок 18 и 19 в горизонтальной плоскости по линии движения горелки 21 сварочного аппарата (фиг, 3), а рычаг 4 поворачивается до контакта механизма 11 переустановки, установленного на тяге 12 с несущей балкой 1, Если заготовка 18 остано вится упорами 20 раньше, чем рычаг 4 остановится механизмом переустановки, то прижимные пяты 13 рычага 8 будут проскальзывать по заготовке до оста0
новки рычага 4, при этом прижи14ной рычаг 8 переместится в горизонтальной плоскости, а торцовые кромки прижимных пят устанавливаются на расстоянии от линии сварки, определяемо механизмом 11 переустановки. Механизмом переустановки можно регулировать как ход прижимных рычагов 8 в горизонтальной плоскости, так и расстояние от линий сварки до торца прижимных пят 14, что необходимо при смене типа свариваемых заготовок.
После того, как кромка свариваемой заготовки 18 установится по упорам 20 вдоль линии движения горелки 21 сварочного автомата, а прижимные рычаги 8 устанавливаются на некоторо расстоянии от кромки, в пневмошланге 16 создается максимальное давление сжатого воздуха и произойдет окончательный зажим заготовки 18. После этого упоры 20 убираются (механизм, приводящий в движение упоры 20, условно не показаны) и приводится в действие правая часть механизма прижима для зажима заготовки 19. Отличие ее заключается только в том, что заготовка 19 прижимается не к упорам 20, а к кромке уже зажатой заготовки 18. После прижима состы- кования заготовок к ложементу 17 включается горелка 21 сварочного автомата и начинается сварка изделия.
После окончания сварки пневморас- пределитель сварочного устройства отключает подачу сжатого воздуха в пневмошланг 16 левой и правой (зеркальной) части механизма прижима и одновременно сообщает их с окружающей атмосферой. Прижимные рычаги 8 обеих частей механизма освобождают сваренные заготовки и одновременно возвращаются вместе с рычагом 4 в исходное положение под воздействием пружины 14, а упоры 20 устанавливаются на ложементе 17 автоматически после удаления сваренного изделия. Прижимной механизм и сварочное уст1532262
5
5
0
5
0
5
ройство в целом приведены в исходное п(ложение, и можно производить подачу на ложементе следующих свариваемых заготовок. Цикл повторяется.
Преимущество предлагаемого механизма прижима по сравнению с прототипом заключается в том, что прижимные рычаги последовательно совершают предварительный прижш свариваемых заготовок к ложементу, затем перемещение, стыковку и ориентацию их кромок по линии движения горелки сварочного автомата и окончательный зажим.
Кроме того, применение предлагаемого механизма прижима позволяет создавать сварочное устройство с широкими технологическими возможностями. Сварочные устройства с предлагаемым механизмом прижима позволяют сваривать прямоугольные обечайки различ- ных типоразмеров и полотнища из различного материала различной толщины.
Формулаизобретения
Механизм прижима, содержащий шар- нирно смонтированный на несущей балке опорный двуплечий рычаг и прижимной двуплечий рычаг, установленные с возможностью взаимодействия одним плечом с пневмошлангом и механизм переустановки прижимного рычага, о т- личающийся тем, что, с целью повышения производительности путем обеспечения автоматической ориентации и стыковки кромок при их прижиме и повышения качества сварного шва, прижимной и упорный рычаги соединены шарнирно, механизм переустановки оснащен тягой, установленной на несущей балке с возможностью осевого перемещения и шарнирно соединенной с осью шарнирного соединения рычагов, при этом на плече упорного рычага закреплен упор для ограничения поворота прижимного рычага, а плечо прижимного рычага подпружинено относительно несущей балки.
Фиг. 2
Фие.
