(54) СТЕНД СБОРОЧНО-СВАРОЧНЫЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки продольных швов обечаек | 1978 |
|
SU785005A1 |
| Механизм прижима | 1988 |
|
SU1532262A1 |
| Механизм прижима | 1985 |
|
SU1269960A1 |
| Стенд для сборки и сварки полотнищ | 1979 |
|
SU837696A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU829384A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
1
Изобретение относится к сварке, в частности к производству сварочного оборудования и может быть использовано при сварке полотнищ из алюминиевых сплавов, например в судостроении.
В судостроительной промышленности широкое применение нашли легкие алюминиевые сплавы в виде листовых полотнищ и полотнищ с ребром жесткости .. .
Известны сборочно-сварочные устроства, используемые при сварке листовых полотнищ, например установка для односторонней сварки криволинейных полотнищ 1. Эта установка содержит опорные стойки, на которые уложено свариваемое изделие, передвижной портал с элементом, обеспечивающим съем изрелия со стоек, и прижимы. Элемент для, съема свариваемых изделий с опор выполнен в виде рамы со сквозной щелью, на выходе и входе которой внутренняя поверхность, служащая опорой для изделия, выполнена наклонной.
Известно также устройство 2, предназначенное для сборки стыков по автоматическую сварку, состоящее
из П--образной рамы, верхняя которой состоит из двух балок и выполняет роль верхнего прижима открытого типа. На направляющих верхнего прижима перемещается сварочный трактор.
Нижний прижим поворотный с пневматическим приводом механизма прижатия кромок имеет формирующую проклку.
Однако в известном устройстве прй сварке длинномерных швов в результате создания больших усилий Прижатия кромок действие крутящего момента, создаваемого нижним прижимом, на балки верхнего прижима ; настолько велико, что они скручиваютсявдоль продольной оси, это прив.одит к неплоному прилеганию свариваемых кромок и формирующей подкладке, увеличению сборочного зазора, появлени р депланаций кромок.
Известен стенд сборочнб-сварочный 3, содержащий станину с ложементом для установки полотнищ и прижимной балкой, связанной с чиловыми цилиндрами.
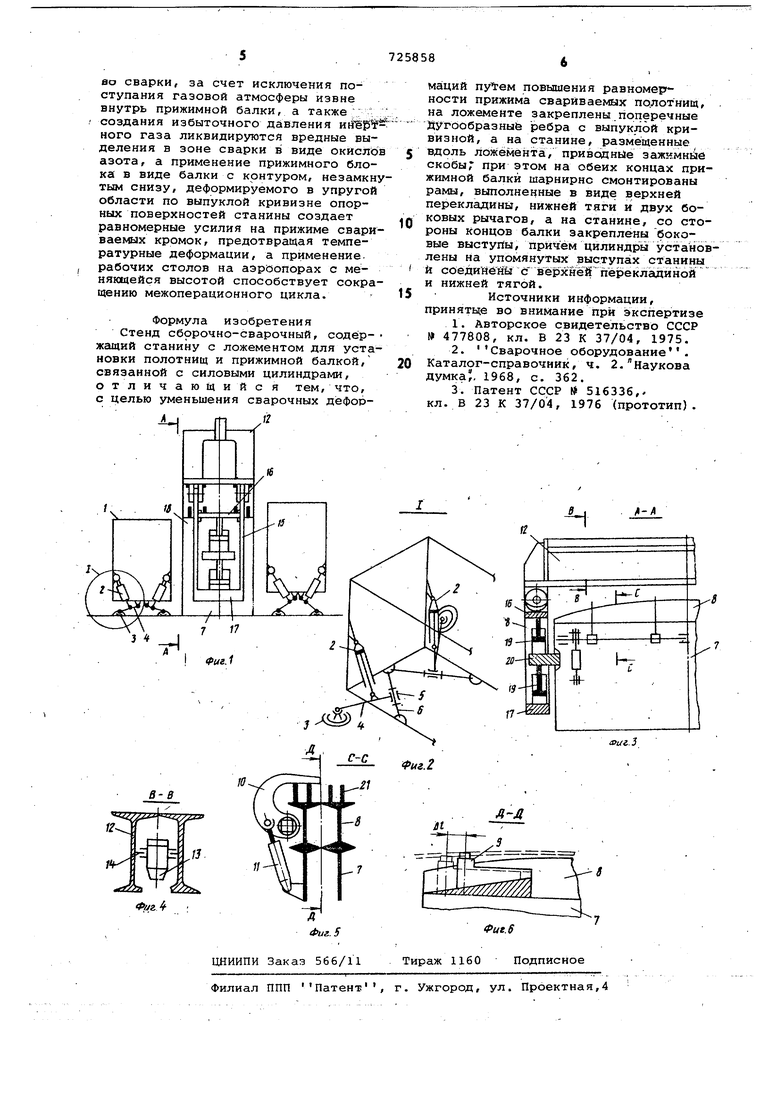
Однако при сварке с помощью известного устройства не исключена возможность появления сварочных деформаций в изделиях из-за неравномерности прижима сварочных полотнищ. Цель изобретения - уменьшение сварочных деформаций nVfeKf ШвШЙе ния равномерности прижима свариваемых полотнищ. Для этого на ложементе sakpen eHH поперечные дугообразные ребра с выпуклой кривизной, а на станине, размещенные вдоль ложемента приводные зажимные скобы, при этом на обеих концах прижимной балки шарнирно смонтированы рамы, выполненные в виде верхней перекладины, нижней тяги и двух боковых рычагов, а на станине , со стороны концов балки за реплены боковые выступы, причем цилиндры установлены на упомянутых выступах станины и соединены с верхней ,перекладиной и нижней тягой. Йафиг. показан стенд сборочносварочный, общий вид; на фиг. 2 механизм подъема рабочего стола; на фиг.З - сечение А-А стенда механизма ми п6дьема-прижима;на фиг4 - разрёз В-В прижимного Ълока;на фиг.5 и б фиксирующие устройства с клиньякш дл растягивания листов разрезы С-С и ДСборОчно-сварочный стенд включает рабочие столы 1. с мехайизмом пбдъёма бпускания 2, шарнирно-связанным с аэроопорой 3 через одно плечо рычага 4; второе плечо рычага 4 радиально-упорный двусторонний подшипник скольжения 5 связанО 5 ййжнйм раскосом.б рабочего стола 1. Стенд содержит также станину 7 с ложемен-том 8, КЛИНЬЯМИ 9 с опорными шейками зажимные скобы 10 с механизмом привода 11 прижимную балку 12 с рабочим инструментом 13, установле ньом н продольных направляющих 14 , шарнй рно закрепленные рамы 15 с вёрхнёЙ пёрёклаДиной 16 и нижней тягой 17, Дйа боковых рычага 18 и силовые цилиндры 19; ycTajj o;BJieHHbie на боковых выступах 20 станины 7. На ложементе 8 эакреплены гюперечные дугообразные ребра 21 с выпуклой кривизнойi- Сеорочно-сварочный стенд работает следующимобразом. . . : . .Полотнище с приваренныйи заходными планками- с центральным, .отверстием укладывается известным способом на рабочий стол 1 с включенным механизмом подъема 2, передаю щим усилия на среднюю часть рычага 4 одно плечо которого через радиальноупорный двусторонний подшипник сколь жения 5 связайо с нижним раскосом б рабочего стола 1,. а второе консоль ное плечо рычага 4.связано с аэроопорой 3. Воспринимая усилие йехани.з ма подъема 2, второе плечо рычага 4 поднимает рабочий стол 1, и сжатый воздух, подведенный к аэроопог м 3, пбзвЪлйёт подвести рабочий ст 1 с уложенным полотнищем в зону сборкй стенда до упора с включенными зажимными скобами 10,цёНтра1ТЁ:яй
725858 отверстиЯ на заходных планка;: входят на опорные шейки клиньев 9. Зажимн1лё скобы 10 отводятся в исходное положение.механизмом привода 11. На второй рабочий стол 1 укладывается полотнище, которое на aspodrtopax 3 подводится в зону сборки до соприкосновёни я с уже уложенным полотнищем. Включаются в работу силовые цилиндры 19, и усилие через боковые рычаги 18 передается прижимной ёалке 12, которая, упруго деформируясь по кривизне Опорных поверхностей ребер 21, прижимает уложенные полотнища, одновременно давя на опорные шейки клиньев 9. Производится растяжение полотнищ с усилием 0,7-0,8. Включается рабочий инструмент 13, который проводит сварку стыка. Кривизна ребер 21 в виде выпуклой параболической кривой, равной стреле прогиба балки12 в области упругой деформации, позволяет создавать в свариваемых кромках полотнищ напряжения, обратные сварочным, при односторонНей однопроходной сварке Зажимные скобы 10 с механизмом привода il размещены с одной стороны стенда ввиду того, что в исходном положении под поднятую прижимную балку 12, на рабочий стол 1со стороны, противоположной Зажимньгм скобам 10, подводится полотнище, которое фикбйруётся о торцы взведенных зажимных скоб 10, последние.механизмом привода 11 опускаются, сО стороны зажимнЫх скоб 10 подводится второй лист до соприкосновения/ с ранее уложенным. После прижатия кромок уложенных листов по всей длине прижимнОй балкой 12 на ложементе 8 станины 7, ребрах 21, имеющих кривизну, равную стреле прогиба прижимного блока в ее упругой области, и проведения процесса сварки сваренное полотнище передвигается на рабочих стсэЛах в сторону, противоположную расположению фиксирующих скоб, и посла того как кромка полотнища пройдет за плоскость сварки, взводятся зажимные, скобы 10, кромка полотнища фиксируется об их торцы, затем зажимные скобы 10 опускаются в исходное положение,и с их стороны подводится новое полотнище до соприкос1|овения с уже зафиксированным полотнищем. Процесс обжатия и проведения сварки повторяется. Процесс сварки листов с ребрами жесткости аналогичен предьвдущему, только высота рабочего стола уменьшается на высоту ребер с помощью механизма подъема-опус кания 2. В связи с унификацией прижимного блока с рабочим инструментом в виде трехфазной сварочной горелки с системой подвода сварочного тока и защитного газс1 повышается качест
