Изобретение относится к оборудованию для изготовления цилиндрических деталей и может быть использовано в мебельной промьшшенности, про- изводстве спортинвентаря и других производствах.
Цель изобретения - повышение качества обработки изделий, а также снижение энергоемкости.
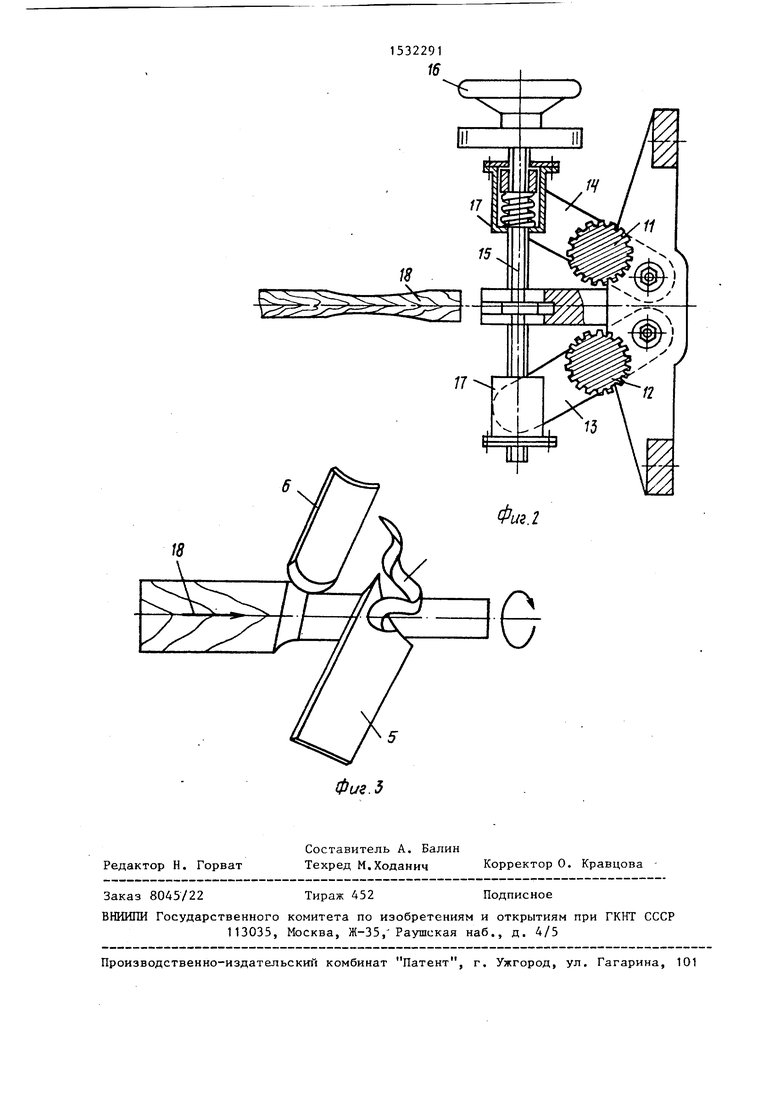
На фиг. 1 показана схема станка; на фиг. 2 - система подающих роликов; на фиг. 3 - схема обработки заготовки.
Станок включает станину 1, режущую головку 2 с резцедержателями 3, 4 и peзцa ш 5 и 6. Резцы имеют механизмы 7 и 8 настройки углов резания в двух взаимно перпендикулярных направлениях, а также полукруглую режущую крон- ку (резец 6) и плоскую режущую кромку (резец 5). До и после режущей головки установлены гильзы 9 и 10, примыкающие к зоне резания,причем гильза 9 выполнена съемной в зависимости от сечения обрабатываемой заготовки и переставной в направлении подачи заготовок с образованием минимального зазора между гильзой и резцами. Это позволяет регулировать расстояние между гильзами 9 и 10. Станок имеет также установленные на входе и выходе систему подающих и приемных роликов 11 и 12, которые смонтированы на рычагах 13 и 14, радиально перемещающихся при помоци БИНТОВОГО вала 15 с маховиком 16 и передач 17 винт - гайка. Ролики 11 и 12 кинематически связаны между собой посредством системы шестерен (не показано) для привода к верхнего, так и нижнего роликов.
Перед работой станка производят наладку его механизмов.
Настраивают резцедержатели 3 и 4
с резцами 5 и 6 на необ5(:одимый угол
наклона режусдах кромок относительно осевой линии обрабатьшаемого изделия. Для этого используют механизмы 7 и 8 настройки.
В режущую головку вставляют гильзу 9 в зависимости от требуемого диамет- ра изделия и устанавливают на расстоянии, максимально приближенном к зоне обработкиS
5 о 5
0
0
5
При ПОМОПЦ1 маховика 16 настраивают приемные ролики 11 и 12. Регулировку последних можно также осуществлять по ходу подачи заготовок 18 для обеспечения нормальной тяговой силы.
Включают привод вращения режущей головки и роликов 11 и 12. Заготовка подается в зону обработки, где полукруглым резцом 6 производится первичная (черновая) обработка, а окончательная (чистовая) обработка осуществляется плоским резцом 5.
Благодрая этому, а также максимальному приближению гильз друг к другу, удается снизить колебания заготовки в процессе подачи и обработки. Этому же способствуют подающие и приемнь1е ролики, которые повышают жесткость системы в целом, т.е. создают условия для качественной обработки изделий. По сравнению с прототипом снижена энергоемкость.
Формула изобретения
1.КРУглопалочный станок, включающий станину, режущую головку с резцедержателями и резцами, систему подающих и приемных роликов, гильзу, которая расположена между приемными роликами и режущей головкой и примыкает
к зоне резания и приводы, отличающийся тем, что, с целью повьшения качества обработки, станок снабжен дополнительной сменной гиль- ЗОЙ, которая также примыкает к зоне врезания и установлена перед режущей головкой по направлению подачи заготовки, причем приемные и подающие ролики установлены на рычагах, которые соединены посредством винтового вала с маховиком и передач винт - гайка, а ролики кинематически связаны между собой посредством системы шестерен, при этом резцы установлены в режущей головке посредством механизмов настройки углов резания в двух взаимно перпендикулярных направлениях.
2.Станок по П.1, отличающийся тем, что один резец имеет полукруглую, а другой плоскую режущую кромку о
18
ч /V
,VV :;//7
vzzit /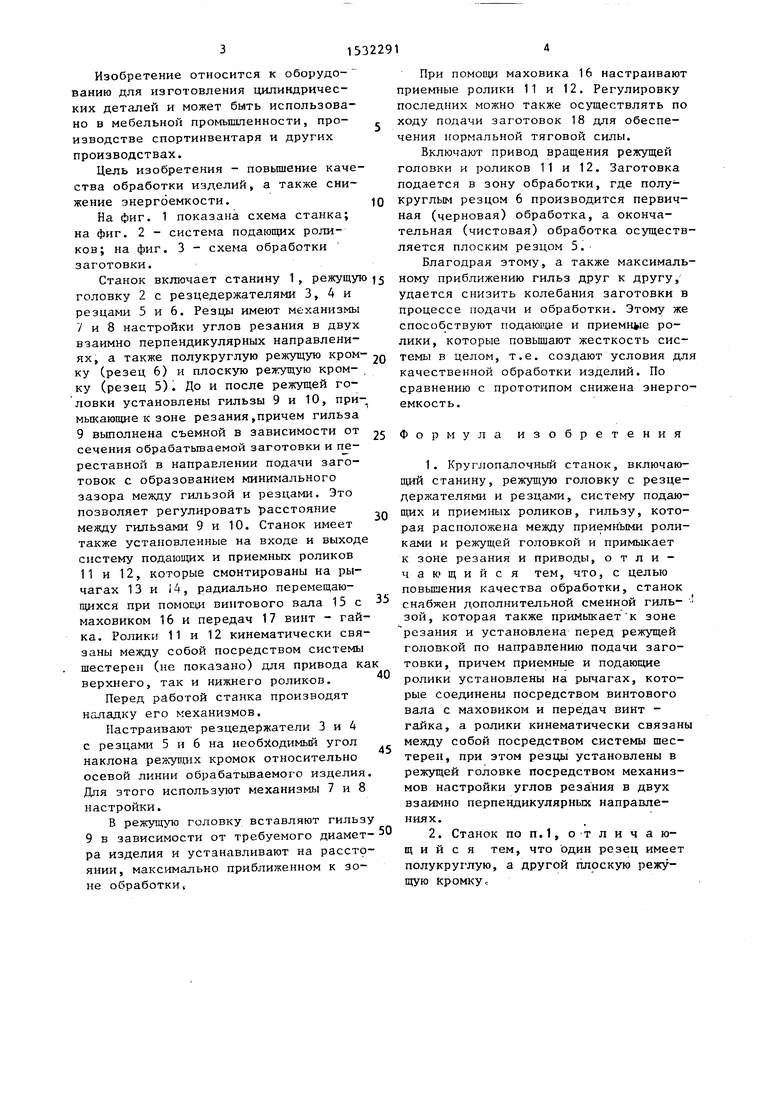
Изобретение относится к оборудованию для изготовления цилиндрических деталей и может быть использовано в мебельной промышленности, производстве спортинвентаря и других производствах. Цель изобретения - повышение качества обработки изделий, а также снижение энергоемкости станка. Станок содержит станину 1, режущую головку 2 с резцедержателями 3, 4 и резцами 5 и 6. Резцы имеют механизмы 7 и 8 настройки углов резания в двух взаимно перпендикулярных плоскостях. Режущая кромка у резца 6 выполнена полукруглой, а у резца 5 - плоской. Станок имеет гильзы 9 и 10, максимально сближенные между собой в зависимости от сечения обрабатываемых заготовок, а гильза 9 к тому же выполнена сменной по диаметру обрабатываемой заготовки и переставной в направлении гильзы 10. На входе и выходе станка установлены подающие и приемные ролики (не показаны). Перед работой осуществляют настройку резцов механизмами 7 и 8, сводят рамки на входе и выходе станка в зависимости от диаметра заготовки и изделия, а также устанавливают гильзу 9 в требуемое положение. 1 з.п. ф-лы. 3 ил.
| Круглопалочный станок | 1984 |
|
SU1192979A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Авторское свидетельство СССР | |||
| Круглопалочный станок | 1982 |
|
SU1096102A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| УСТРОЙСТВО для ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 0 |
|
SU381506A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
