П)и ручном точении дерева на токарном станке резец держится в рукак, опираясь на супорт, и от искус ства работающего зависит получаемая точность профиля изделия.
Согласно настоящему изобретению предлагается резцедержатель, на котором укрепляются резцы, употребляемые при ручном точении, При производстве точения этот резцедержатель с резцом накладывается на шаблоны, помещаемые с обеих сторон обрабатываемой заготовки. При этом резцедержатель держится в руках работающим и руками же ему придается движение вдоль оси вращения болванки. Благодаря щаблонам острие резца то приближается к оси вращения, то удаляется от нее, в результате чего болванке придается форма, определяемая щаблоном. Точение при этом, как обычно, распадается на две операции: обдирку и отделку.
Первая операция производится обдирочным резцом, крепящимся в резцедержателе (фиг. 1) Устройство его следующее. Фигурная станина резцедержателя J имеет
ручки 2, укрепленные болтами 3. На конце станины за левой ручкой находится упорный болт 4. Полукруглый желобчатый резец 5 крепится к станине снизу болтами 6. Под левой ручкой 2 снизу станины щурупами 5 укреплена фасонная накладка 7; эта фасонная накладка имеет такой же поперечный профиль, как и резец, и наружная нижняя поверхность резца должна совпадать с той же поверхностью фасонной накладки. Для регулирования глубины резания имеется ролик 9, укрепленный на стержне 10 с нарезкой для подъемной гайки. Резцедержатель ставится на щаблоны //, помещенные по обе стороны обрабатываемой заготовки 12.
Работа идет следующим образом. Держа за ручки резцедержатель, накладывают его фасонной накладкой 7 и упорным болтом 4 на задний шаблон //. Острие резца 5 ставят над осью вращения обрабатываемой заготовки 12. Так как заготовка в исходном положении возвыщается над линией шаблона, то для регулировки толщины стружки поднимают
или опускают ролик 9 подъемной гайкой. Болт 4 упора при этом упирается в шаблон. Далее приводят заготовку во вращение и опускают острие резца на ее поверхность. В результате этого резец срезает стружку, диаметр болванки в этом месте делается меньше, и резец опускают еще ниже. Когда резец опустится на правый шаблон, то это укажет нам, что в этом месте обрабатываемый предмет принял диаметр, указанный ему шаблоном. Теперь при небольших углублениях шаблона мы можем, держа за ручки резцедержатель на шаблонах, двигать его вдоль оси вращения. При этом ручки могут быть необяз:ательно вертикальны, а их можно несколько наклонить к работающему или от него. Так как шаблоны возвышаются невезде одинаково над осью вращения и профиль одного совпадает с другим, то острие резца получает движение то вниз, то вверх, выполняя профиль изделия, указанный шаблоном. При больших углублениях в профиле изделия следует стачивать излишний материал слоями, проводя резец взад и вперед до линии шаблонов.
При отсутствии резких переходов профиля и мелких выемок, а также особенно быстром движении резца вдоль оси вращения, изделие можно считать обточенным; если же есть резкие переходы профиля, острые углы в них и мелкие вогнутости, то после обдирочного применяют отделочные резцы.
Отделочная операция производится резцами, укрепленными в отделочном резцедержателе (фиг. 2).
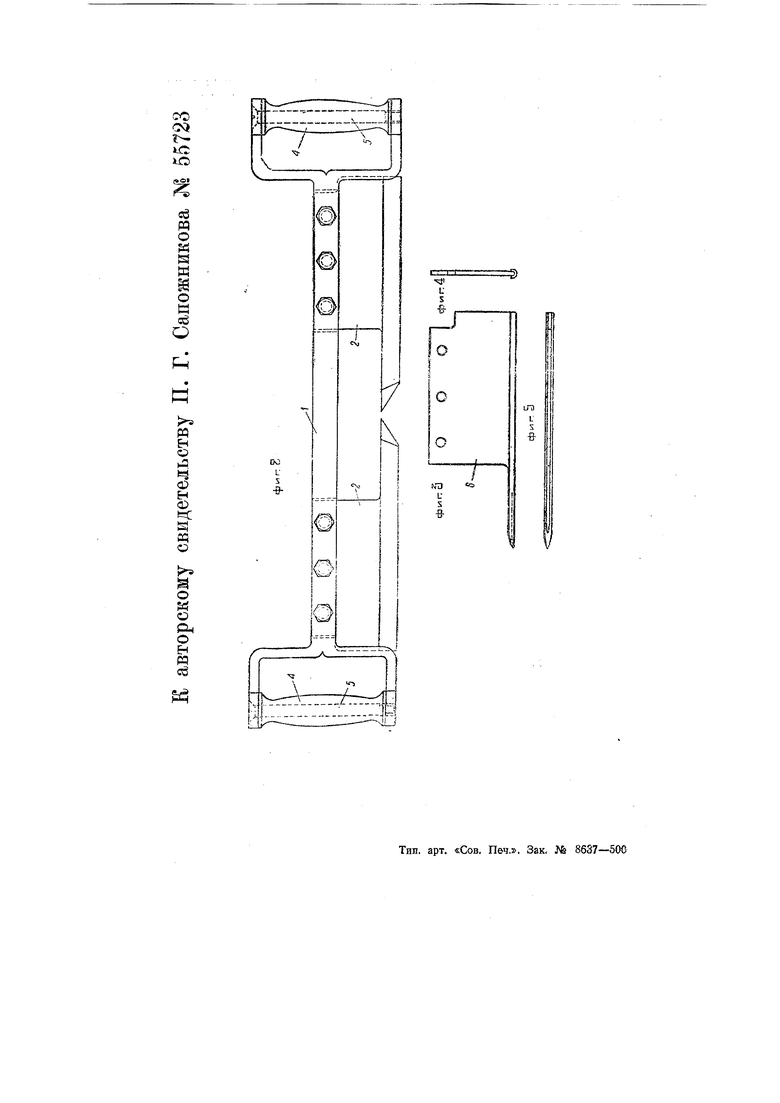
Устройство его следующее. В прямой прямоугольного сечения станине резцедержателя / выфрезерованы пазы, в которые вставляются подрезные прямые отделочные резцы 2 или полукруглые отделочные 8 (фиг 3, 4i 5). Резцы в пазах зажимаются болтами. В вилкообразных концах станины просверлены отверстия и в них болтами 5 укреплены ручки 4.
Перед работой необходимо проверить: совпадают ли основание и боковая поверхность острия резца правого и левого. Здесь нужна большая точность, чем в обдирочном резцедержателе.
Работа производится следующим образом. Берут резцедержатель за ручки и накладывают его на шаблоны в том месте, где начинается выпуклый спуск профиля к оси вращения. Боковая прямая (несточенная) поверхность резца примыкает к выпуклости профиля шаблонов, а острие благодаря этому подходит по касательной к обрабатываемому изделию. Само же резание идет под углом к оси из-за скошенного острия резца. Теперь ведут резец до конца выпуклого спуска. Если выпуклый спуск идет с другой стороны, то резцедержатель поворачивают: левую ручку делают правой, а правую - левой; тогда работающим будет уже другой резец, имеющий заточку в другую сторону. Если встречается где-либо вогнутый профиль малого радиуса, не выбранный обдирочным резцом, то его нужно выбрать отделочным полукруглым резцом 8 еще меньшего радиуса закругления (фиг. 3). Если этот полукруглый резец меньше радиуса вогнутости, то его использовать вполне возможно, почему и нужно в мелких деталях брать полукруглый резец поменьше, так как он будет. годен и на большие вогнутости, самые же большие- выбираются обдирочным резцом. Само собой разумеется, что в отделочном резцедержателе должны быть два одинаковых резца - правый и левый; нельзя вставить один прямой, а другой полукруглый.
Упорного болта здесь не требуется.
Предмет изобретения.
1. Резцедержатель для ручного управления при станках типа токарных и использовании шаблонов, отличающийся применением рамки /, несущей резец 5 для обдирки заготовки, отвечающую ему по внешней форме и сечению накладку 7, переставной упорный в заготовку J2 ролик 9 и отросток с переставным упорным винтом 4, каковая рамка в процессе работы направляется
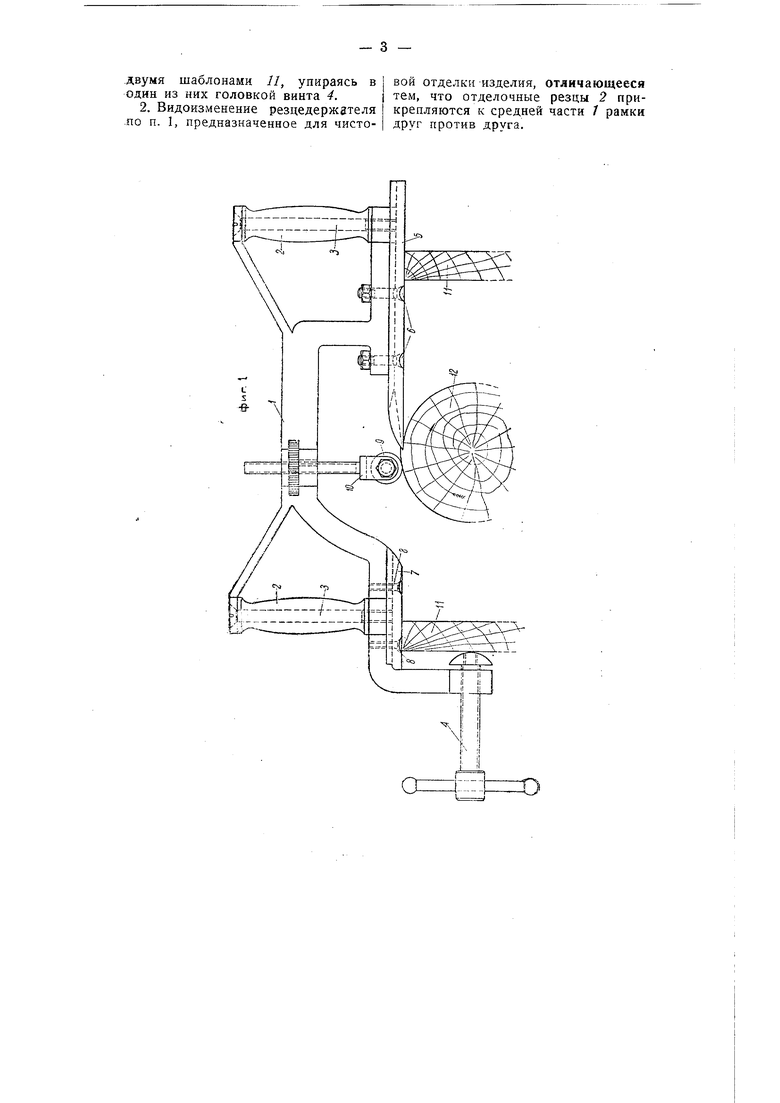
двумя шаблонами //, упираясь в один из них головкой винта 4.
2. Видоизменение резцедержателя по п. 1, предназначенное для чистовой отделки -изделия, отличающееся тем, что отделочные резцы 2 прикрепляются к средней части 7 рамки друг против друга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки фасонных изделий из природного камня комплектом шлифовальных инструментов | 1985 |
|
SU1371872A1 |
| Многорезцовая головка | 1987 |
|
SU1546210A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПУГОВИЦ ИЗ ДРЕВЕСИНЫ | 1970 |
|
SU274336A1 |
| Устройство для обработки деталей | 1978 |
|
SU753546A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ФАСОННЫХ ПОВЕРХНОСТЕЙ НА ТОКАРНЫХ АВТОМАТАХ | 1993 |
|
RU2056976C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2015 |
|
RU2604742C2 |
| Приспособление для внутренней расточки стекло отделочных форм | 1931 |
|
SU35340A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2013 |
|
RU2522871C1 |
| МНОГОРЕЗЦОВАЯ ГОЛОВКА | 1994 |
|
RU2069606C1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ОБТОЧКИ СВАРНЫХ ШВОВ ТРУБ | 1971 |
|
SU308786A1 |
.со
CN
tiC
iO
se
s w
о к
сб О
О 1
L S
-вМЗL- S
В
