(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Ковочный комплекс | 1987 |
|
SU1532305A1 |
| Ковочный агрегат | 1980 |
|
SU889483A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ РАДИАЛЬНОЙ КОВКИ | 2016 |
|
RU2632752C2 |
| Ковочный комплекс | 1991 |
|
SU1787639A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| Автоматизированный штамповочный комплекс | 1986 |
|
SU1375398A1 |
| Автоматизированная линия резки фасонного проката | 1985 |
|
SU1301584A1 |
| Автоматизированная поточная линия для правки крупногабаритных листовых заготовок | 1990 |
|
SU1808447A1 |
| Автоматизированная линия для получения заготовок тел вращения | 1986 |
|
SU1402396A1 |
| Линия горячей штамповки | 1989 |
|
SU1707466A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для обработки длинномерных заготовок. Комплекс содержит печь для нагрева, вертикальный гидравлический ковочный пресс, рольганг с роликами, упор для заготовок, расположенный между прессом и рольгангом, и механизм подачи заготовок в зону пресса. Комплекс снабжен двумя подъемно- поворотными столами, несущими приемные ролики. Один из столов установлен между упором и рольгангом, а другой стол расположен у печи и смонтирован между двумя смежными роликами рольганга. Рольганг наклонен в сторону пресса. Механизм подачи выполнен в виде манипулятора, подвижно установленного над рольгангом и столами. 6 ил.
Изобретение относится к области обработки металлов давлением, в частности к оборудованию для ковки на основе вертикальных гидравлических прессов, оснащенных средствами механизации, направлено на дальнейшее совершенствование известных конструкций оборудования аналогичного назначения, применяемого в этой области, и найдет применение на предприятиях металлургической промышленности, в кузнечных цехах машиностроительных заводов в условиях с ограниченными площадями для ковки заготовок, преимущественно из материалов с узким температурным интервалом пластической деформации.
Известен ковочный комплектовочный агрегат), содержащий установленные в технологической последовательности вертикальный гидравлический пресс, рельсовый ковочный манипулятор, поворотный стол, установленный с возможностью перемещения по направляющим параллельно основной оси пресса, и магазин с набором ковочного инструмента. Агрегат снабжен также приемной плитой, неподвижно смонтированной в промежутке рельсовой колеи манипулятора на одной оси с поворотным столом.
Недостатками данного комплекса являются значительные габаритные размеры в плане и ограниченный доступ к рабочей зоне пресса, так как магазин с набором инструмента занимает большие площади с одной стороны пресса, а передвижной поворотный стол - с другой стороны.
VJ
СО
GJ |
Известен также ковочный комплекс для свободной ковки на базе гидравлического пресса со средствами механизации, модель АКП 1250/2,5, содержащий вертикальный гидравлический пресс с продольным выдвижным и поперечным инструментальным столом, рельсовый ковочный манипулятор и тележку с поворотным столом. Поперечный инструментальный стол несет магазин с набором бойков. Такое исполнение комплекса имеет более компактную планировку, не ухудшает условия эксплуатации и маневр работы, поскольку отсутствует подъемно- поворотный стол.
Наиболее близким к предлагаемому техническим решением является ковочный компле ф,дмы Pahnke Engineering (ФРГ), содержащий установленные в технологической последовательности вертикальный гидравлический пресс с размещенным на его станине инструментальным столом с набором ковочного инструмента, рельсовый ковочный манипулятор, размещенный перпендикулярно к оси инструментального стола, подъемно- поворотный стол с план-шайбой и приводом ее подъема и поворота, размещенный между прессом и ковочным манипулятором по его продольной оси, а также устройство для подачи заготовок к рабочей зоне пресса.
Основной особенностью данного комплекса является наличие подъемно-поворотного стола, установленного стационарно по оси пресс-манипулятор в приямке пресса, наряду с наличием устройства подачи заготовок, ос найденного поворотной планшайбой.
Такая компоновка ковочного комплекса позволяет подавать нагретые заготовки к прессу и разворачивать их на необходимый угол перед ковкой, а также разворачивать заготовки при ковке посредством подъемно-поворотного стола.
Однако в известном ковочном комплексе затруднителен подход к прессу (так как устройство подачи заготовок перегораживает весь пролет цеха), что снижает производительность комплекса из-за плохих условий его обслуживания, а также большие его габариты и большое задалживание производственных площадей за счет размещения в зоне около пресса устройства подачи заготовок с рельсовыми путями и токопод- водами.
Целью изобретения является повышение надежности и расширение технологиче- ских возможностей путем поворота заготовок.
Указанная цель достигается тем, что ковочный комплекс, содержащий вертикальный пресс, печь для нагрева заготовок,
рольганг для перемещения заготовок, установленный между печью и прессом и имеющий ролики, расположенные последовательно один за другим в направлении перемещения заготовок, упор для заготовок, расположенный между прессом и рольгангом, механизм подачи заготовок в рабочую зону пресса, снабжен приемным столом, расположенным между двумя смежными
роликами рольганга со стороны печи для нагрева и установленным с возможностью перемещения в вертикальном направлении и поворота в горизонтальной плоскости, дополнительным приемным столом, расположенным между упором для заготовок и рольгангом и установленным с возможностью перемещения в вертикальном направлении и поворота в горизонтальной плоскости, и приемными роликами, закрепленными на каждом из приемных столов, причем рольганг установлен под углом в направлении от печи для нагрева к прессу, ролики выполнены профильными, механизм подачи выполнен в виде манипулятора, установленного между печью для нагрева и прессом с возможностью перемещения по горизонтальным направляющим, расположенным над рольгангом,
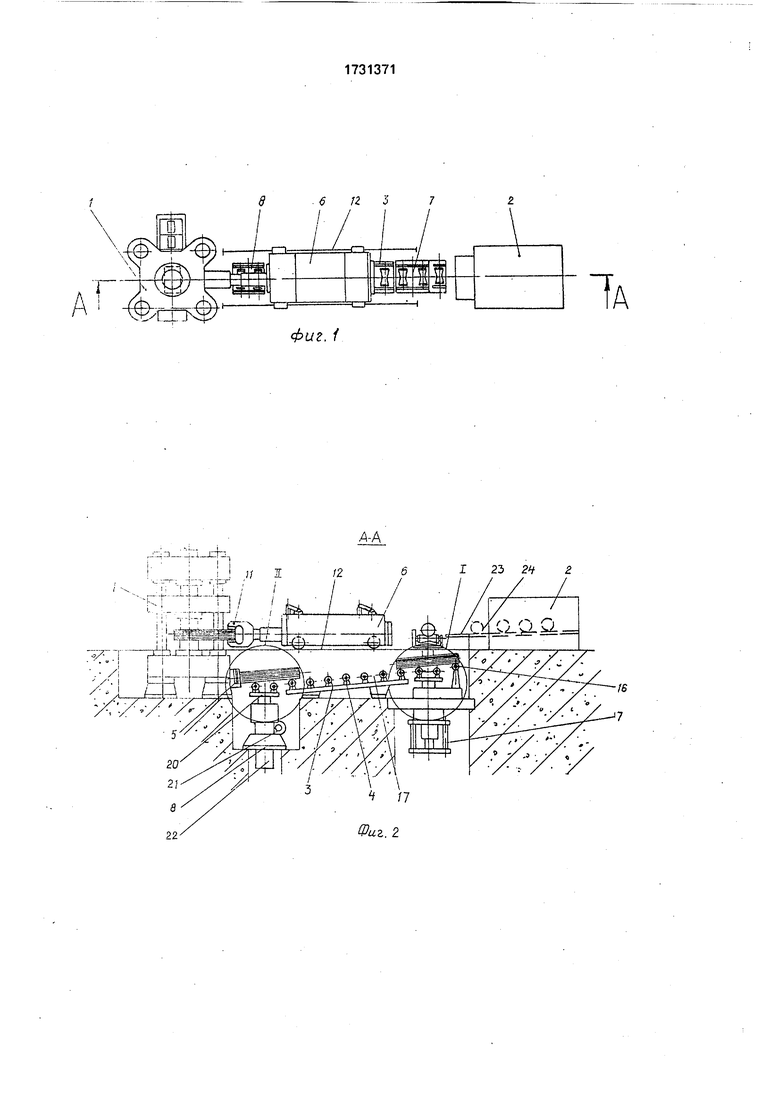
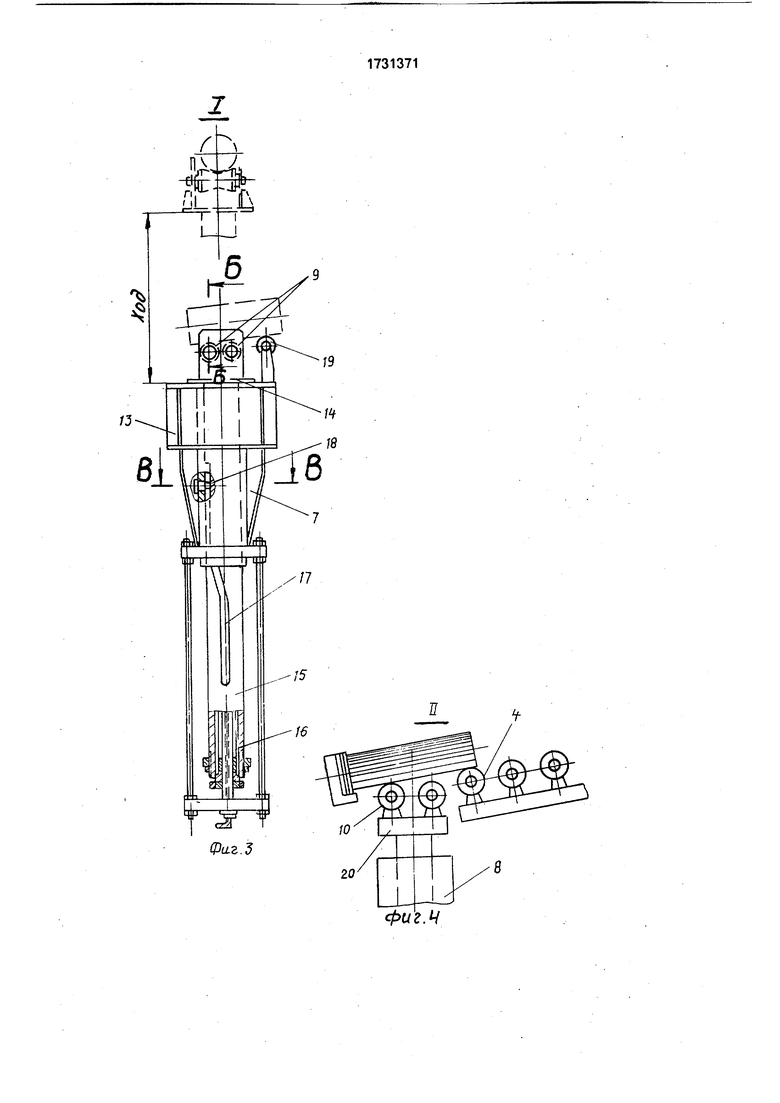
На фиг.1 показан комплекс, общий вид,
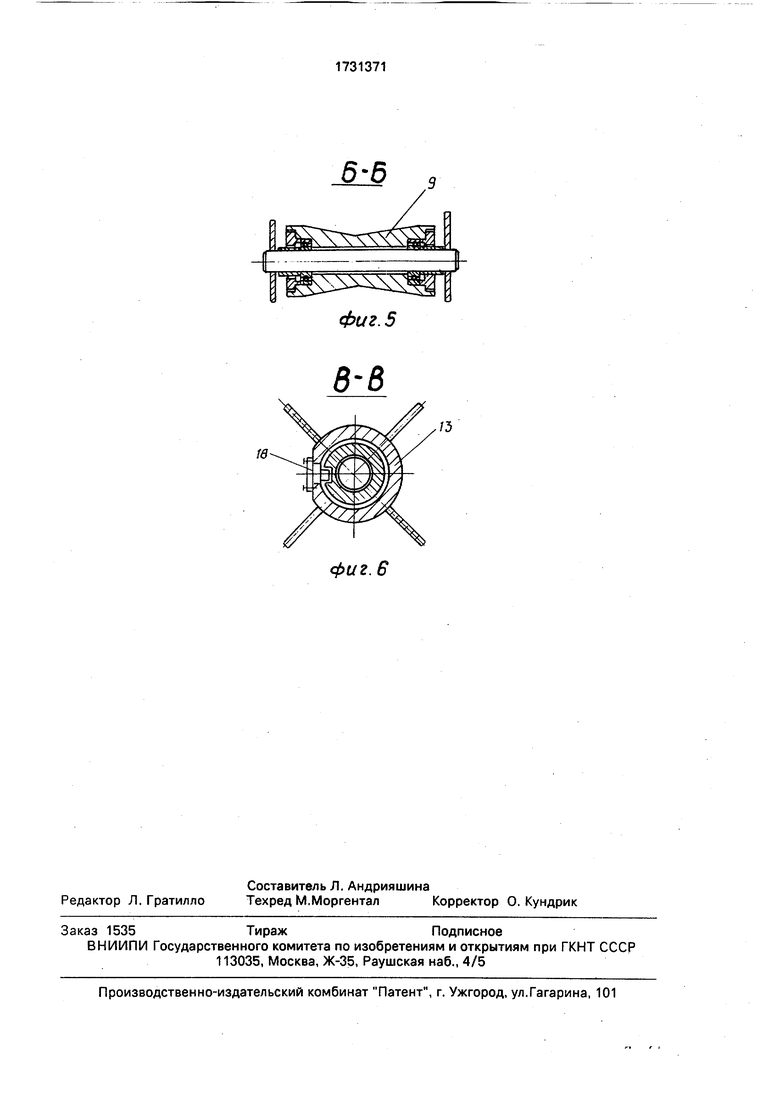
вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - узел I на фиг.2; на фиг.4 - узел II на фиг,2; на фиг.5 - разрез Б-Б на фиг.З; на фиг.6 - разрез В-В на фиг.З.
Комплекс для обработки заготовок содержит вертикальный пресс 1, печь 2 для нагрева заготовок, рольганг 3, снабженный роликами 4, расположенные последовательно один за другим в направлении перемещения заготовок, упор 5 для заготовок,
расположенный между прессом и рольгангом, механизм 6 подачи заготовок в рабочую зону пресса.
Комплекс также снабжен приемным столом 7, расположенным со стороны печи 2 между двумя смежными роликами 4 ропь- ганга 3, дополнительным приемным столом 8, расположенным между упором 5 и рольгангом 3. Столы 7 и 8 оснащены приемными роликами 9 и 10, закрепленными в верхней части на каждом из приемных столов, а рольганг 3 установлен под углом в направлении от печи 2 к прессу 1, при этом все ролики выполнены профильными. Кроме того, механизм 6 подачи заготовок выполнен в виде манипулятора с клещевым захватом 11, установленным между печью 2 и прессом 1 с возможностью перемещения по горизонтальным направляющим 12
Приемный стол 7 состоит из неподвижного корпуса 13, планшайбы 14, на которой установлены ролики 9, штанги 15 и гидроцилиндра 16, в штанге 15 выполнен винтовой (фигурный) паз 17, а в корпусе 13 неподвиж- но закреплен фиксатор 18, который своим выступом входит в винтовой паз 17.
При подъеме или опускании штанги 15 с планшайбой 14 от гидроцилиндра 16 фиксатор 18 будет одновременно разворачи- вать ролики 9 с планшайбой на 90° в нужном направлении.
На корпусе 13 со стороны печи установлен смежный ролик 19, ось которого выше осей роликов 9 в их нижнем исходном поло- жении.
Дополнительный подъемный стол 8 состоит из планшайбы 20, на которую установлены ролики 10, независимого механизма 21 поворота и гидроцилиндра 22 вертикаль- ного перемещения планшайбы 20.
В нижнем исходном положении планшайб приемных столов 7 и 8 ось наклона роликов 4 рольганга 3 совпадает с осями смежных роликов 9 и 10.
Нагревательная печь снабжена также приемным столиком 23 для заготовок 24,
Работа комплекса осуществляется следующим образом.
Нагретая в печи 2 заготовка 24 перекатывается со столика 23 на горизонтальные ролики 9, планшайба 14 которых под действием усилия гидроцилиндра 16 приемного стола 7 занимает верхнее положение (роли- ки 9 находятся на уровне столика 23). Поскольку ролики 9 профилированы, заготовка 24 надежно удерживается в них.
При снятии давления жидкости в гидроцилиндре 16 планшайба 14 с роликами 9 и заготовкой 24 под собственным весом и весом заготовки опустится в нижнее положение, одновременно разворачиваясь на 90° при помощи взаимодействия фиксатора 18 с винтовым пазом 17 В нижнем положении заготовка 24 опирается на смежный ролик 19, принимая наклонное положение, после чего под собственным весом перемещается по наклонному (гравитационному) рольгангу 3 по его роликам 4, которые имеют такую же форму, как и рол ики 9. Уклон рольганга 3 в сторону пресса обеспечивает надежное перемещение заготовки 24 до упора 5 на ролики 10 дополнительного приемного стола.
Посредством гидроцилиндра 22 производится подъем планшайбы 20 с роликами 10 и заготовкой 24 на уровень клещевого захвата 11 манипулятора 6.
При этом за счет независимого механизма 21 поворота заготовка 24 может быть повернута на любой угол (45, 90 и 180° и т.д.) в зависимости от технологий. После захвата заготовки 24 клещевым захватом 11 планшайба 20 разворачивается и опускается в исходное положение.
Манипулятор 6, перемещаясь по горизонтальным направляющим 12 (например, по рельсам), подает заготовку в рабочую зону пресса 1, где производится ее обработка. Обработанная заготовка этим же манипулятором выдается из-под пресса и мостовым каналом передается в последующее производство.
Формула изобретения
Комплекс для обработки заготовок, содержащий вертикальный пресс, печь для нагрева заготовок, рольганг для перемещения заготовок, установленный между печью и прессом и имеющий ролики, расположенные последовательно один за другим в направлении перемещения заготовок, упор для заготовок, расположенный между прессом и рольгангом, механизм подачи заготовок в рабочую зону пресса, отличающийся тем, что, с целью повышения надежности и расширения технологических возможностей путем поворота заготовок он снабжен приемным столом, расположенным между двумя смежными роликами рольганга со стороны печи для нагрева и установленным с возможностью перемещения в вертикальном направлении и поворота в горизонтальной плоскости, дополнительным приемным столом, расположенным между упором для заготовок и рольгангом и установленным с возможностью перемещения в вертикальном направлении и поворота в горизонтальной плоскости, и приемными роликами, закрепленными на каждом из приемных столов, причем рольганг установлен под углом в направлении от печи для нагрева к прессу, ролики выполнены профильными, механизм подачи выполнен в виде манипулятора, установленного между печью для нагрева и прессом с возможностью перемещения по горизонтальным направляющим, расположенным над рольгангом.
L$ 21 9
Ъ гг1Ф
;
ueiea
20
Фа г. Ч
б б
I
Фиг. 5
Фиг. 6
| Норицин И.А | |||
| и Власов В.И | |||
| Автоматизация и механизация технологических процессов ковки и штамповки | |||
| М.: Машиностроение, 1967, с.266-267, рис.157. |
