(54) ГИДРАВЛИЧЕСКИЙ ПРЕСС

| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ КОВОЧНЫЙ ПРЕСС | 1993 |
|
RU2080996C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
| Гидравлический пресс | 1973 |
|
SU424738A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Устройство для определения листовых заготовок от стопы и подачи их в пресс | 1984 |
|
SU1183254A1 |
| Вертикальный ковочный гидравлический пресс | 1983 |
|
SU1162620A1 |
| ВСГСООЗНАЯ ,' БНБ:;;Г'"''^ЭДЯ/-^llEl^TEKA | 1971 |
|
SU297160A1 |
| Комплекс для обработки заготовок | 1989 |
|
SU1731371A1 |
| Устройство для отделения листовых заготовок от стопы и подачи их в пресс | 1982 |
|
SU1013044A1 |
| Инструментальный узел ковочного пресса | 1990 |
|
SU1701565A1 |

1
Изобретение относится к оборудованию кузнечно-прессового, производства, а именно к гидравлическим ковочным прессам.
Известен гидравлический пресс, содержащий станину с верхней и нижней неподвижными поперечинами, смонтированные в ней рабочий цилиндр, подвижную поперечину, а также валковую клеть. В таком прессе деформирование заготовки производится периодическим нажатием валков на заготовку, при этом сближение валков обеспечивается рабочим цилиндром пресса, а продвижение заготовки между валками - приводом валков 1.
Недостатком известного пресса является его узкая специализация применительно к производству заготовок методом их продольной периодической прокатки. Кроме того, на прессе не могут выполняться операции свободной ковки, так как на подвижных частях пресса стационарно закреплены рабочие валки.
Вместе с тем, в цехах свободной ковки на прессовом оборудовании после выполнения основных кузнечных операций приходится выполнять отделочные операции путем
большого числа обжатий заготовки при ее продольном перемещении под бойками, т.е. операции, которые эффективнее выполнять методом прокатки между валками.
Цель изобретения - расширение технологических возможностей пресса путем комбинирования процессов ковки и проката заготовки. При этом вначале выполняются основные операции свободной ковки, а затем предварительно подготовленная заготовка прокатывается между валками, что соответ10ствует отделочной операции.
Поставленная цель достигается тем, что гидравлический пресс, содержащий станину с верхней и нижней неподвижными поперечк15 нами, смонтированные в ней рабочий цилиндр, подвижную поперечину, а также валковую клеть, снабжен выдвижным столом, смонтированным в нижней поперечине, рольгангом и механизмом проталкивания заго20 товки через валковую клеть с узлами регулирования уровня подачи заготовки, а валковая клеть выполнена кассетной.
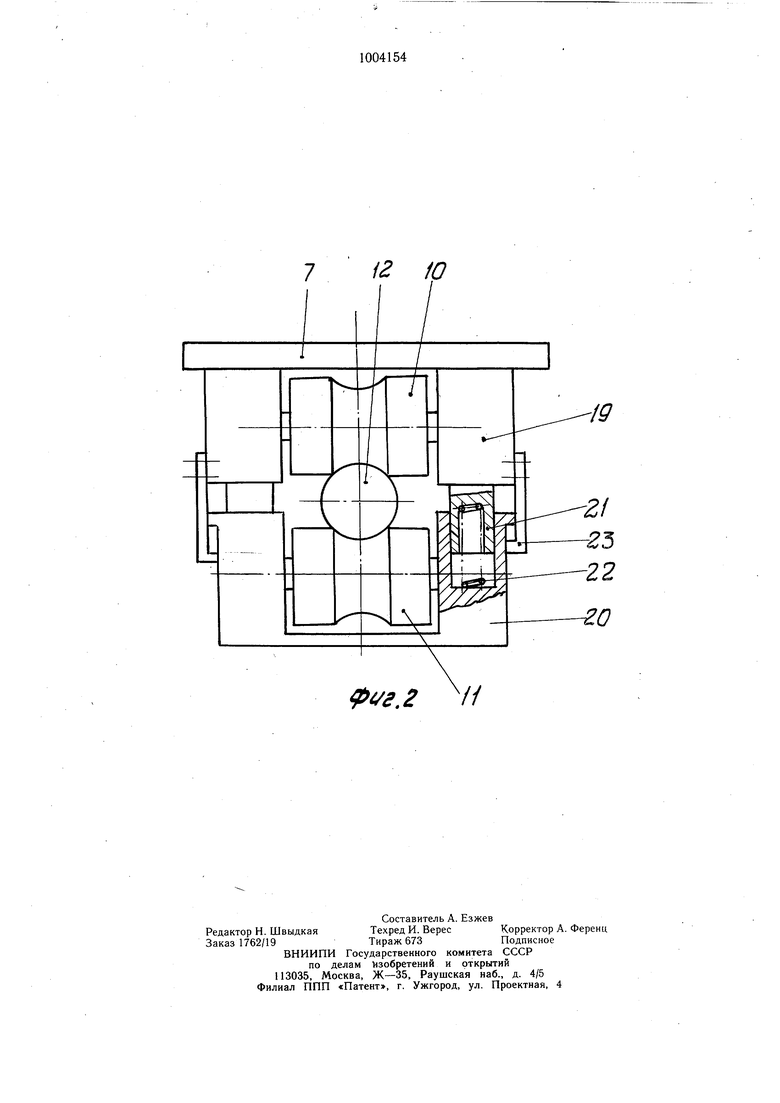
На фиг. 1 показан комбинированный гидравлический пресс, общий вид; на фиг. 2 - валковая клеть.
Гидравлический пресс состоит из станины, выполненной в виде неподвижных траверс 1 и 2, связанных колоннами 3. В верхней траверсе 1 смонтирован рабочий цилиндр 4, плунжер 5 которого связан с подвижной лоперечиной 6, имеющей боек 7, и тяги цилиндров возврата 8. Нижняя траверса 2 содержит выдвижной стол 9, на котором установлены валки 10 и 11, между которыми находится поковка 12, перемещаемая вдоль рольганга 13 механизмом проталкивания в виде штоков 14 телескопических цилиндров 15, жестко закрепленных в подвижной раме 16, установленной в станине 17. Станина имеет винтовые пары 18, служащие для подъема рамы при ковке поковок различного диаметра. Валковая клеть выполнена кассетной, валки 10 и 11 смонтированы в опорах 19 и 20. В нижних опорах 20 имеются отверстия, в которые входят направляющие 21 верхних опор 19. Между верхними и нижними опорами вставлены пружины 22, служащие для подъема верхнего валка при движении подвижной поперечины вверх. Для ограничения величины подъема верхнего валка под действием пружин служат ограничители 23, имеющие Г-образные уступы. Такие же уступы выполнены в опоре 20.
Гидравлический пресс работает следующим образом.
При окончании вытяжки поковки 12 манипулятор, работающий в комплексе с прессом, укладывает ее на рольганг 13. Затем в рабочую зону пресса перемещаются с помощью выдвижного стола 9 валки 10 и 11. При опускании подвижной поперечины 6 с бойком 7 устанавливается необходимый размер между валками. После этого поковка 12 с помощью щтока 14 телескопических цилиндров 15 проталкивается через валки 10 и 11. Конец поковки 12 захватывается клещами манипулятора, который поворачивает ее на необходимый угол при движении подвижной поперечины вверх. Одновременно
верхний валок под действием пружин также перемещается вверх для того, чтобы манипулятор клещами уложил повернутую поковку на рольганг. При опускании подвижной поперечины вниз до получения определенного размера между валками, поковка вновь проталкивается сквозь валки, которые при своем вращении обеспечивают получение качественной поковки.
Таким образом, гидравлический пресс
повышает производительность при ковке за счет сокращения времени на отделочной операции. Одновременно снижается припуск на мехобработку за счет проталкивания поковки через валки, размер между которыми точно устанавливается при опускании подвижной поперечины пресса.
Экономический эффект от внедрения изобретения обеспечивается за счет повыщения производительности и экономии материала.
Формула изобретения
Гидравлический пресс, содержащий станину с верхней и нижней неподвижными поперечинами, смонтированные в ней рабочий цилиндр, подвижную поперечину, а также валковую клеть, отличающийся тем, что, с целью расширения технологических возможностей путем комбинирования процессов ковки и проката заготовки, он снабжен выдвижным столом, смонтированным в нижней поперечине, рольгангом и механизмом проталкивания заготовки через валковую клеть с узлами регулирования уровня подачи заготовки, а валковая клеть выполнена кассетной.
Источники информации,
принятые во внимание при экспертизе 1. Голубев Г. М. и др. Опытно-исследовательский стан для производства продольного периодического проката. - «Кузнечнощтамповочное производство, 1970, № 4, с. 34-36 (прототип).
iг ю
-19
.2
