Иэобретение относится к сЬильтро- ванию, а именно к патронным Фильтрующим элементам, выполненным из порис- порошкового материала, и предназначено для фитьтрации жидкостей и газов в различных отраслях народного хозяйства.
Цель изобретения- повышение эффективности очистки сред и упрощение рег енерлции фильтрующего элемента.
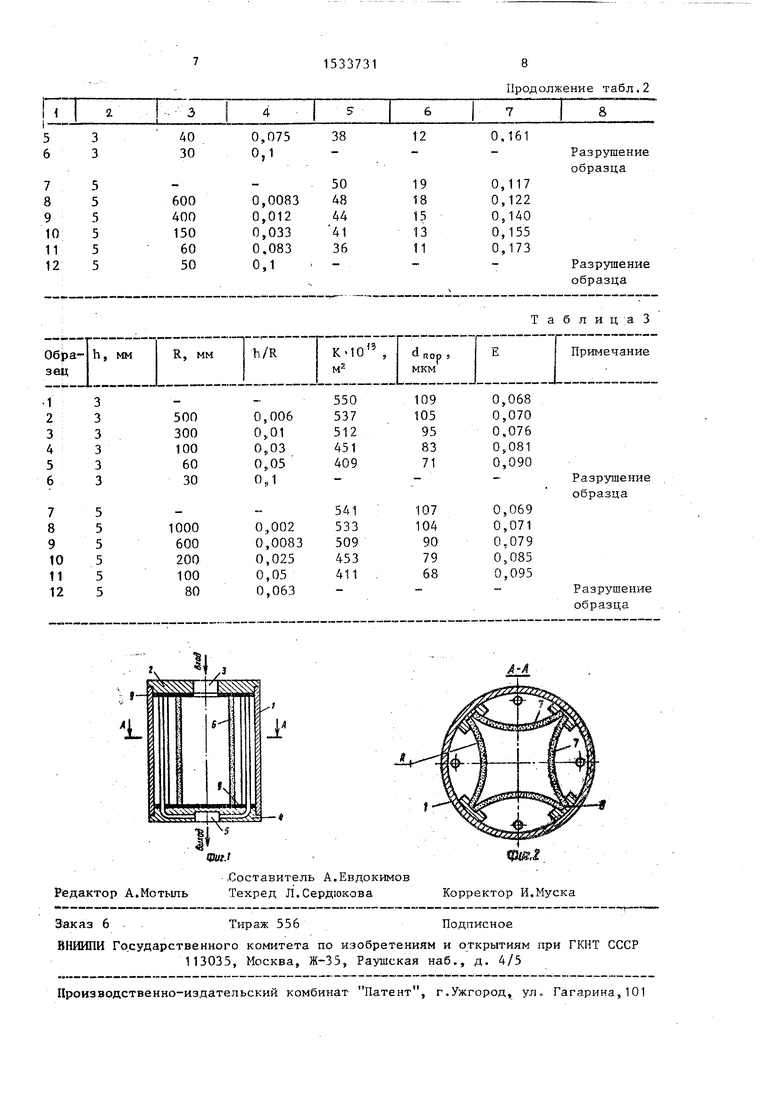
На фиг. 1 показан Фильтр, общий вид; на фиг.2 - разрез А-А на фиг.1,
Фильтр содержит корпус 1, верхнюю крышку 2 с входным отверстием 3 и нижнюю 4 с выходным отверстием 5, фильтрующий элемент 6, выполненный в виде призмы, боковые стенки которой выполнены в виде изогнутых прогнутых пористых пластин 7. На внутренней поверхности корпуса по образующей рыполненыпазы 8, в которых попарно зафиксированы края пластин 7.
Сверху и снизу пластины 7 упираются через прокладки 9 п крышки.
СЛ
со со
со
Если фильтр предназначен для работы в агрессивных средах или при высоких температурах,прокладки 9 могут быть рифлеными , а значение высоты рифления соизмеримо с размерами частиц. В этом случае величина зазора между пластиной и прокладкой не превышает максимального диаметра пор проницаемых пластин.
Фильтр работает следующим образом
Очищаемая среда подводится к входному отверстию 3. При этом в процессе фильтрации через пластины 7 на последних отлагаются загрязнения, а очищаемая среда отводится через выходное отверстие 5.
Изгиб пластины 7 приводит к возникновению растягивающих и сжимающих напряжений по сечению заготовки, под действием которых происхо- дит избирательная деформация поро- вой структуры по сечению заготовки, обеспечивающих плавное изменение пористости по ее сечению. Тонкость очистки таких пластин определяется тонкостью очистки сжатого сечения пластины, где диаметр пор наименьший, в то время как проницаемость соизмерима с проницаемостью недеформированной пластины, так как повышается эффективность фильтра.
После разборки фильтра происходит некоторое распрямление пластин. При этом частицы загрязнителя, зажатые в узких участках пир, освобождаются, изтза чего происходит улучшение условий регенерации.
В процессе изгиба пластин необходимо строго выдерживать соотношение 0,, к
где h - толщина пластины; R - радиус изгиба; О - максимальное удлинение при разрыве пластины из пористого материала.
При ,258 максимальные степени деформации (сжатие на вогнутой поверхности пластин и растяжение на выпуклой) даже для наиболее пластичных пористых металлов не превышаю 0,1. В этом случае деформируемая неоднородная пористая структура не позволяет получить существенного улучшения фильтрующих свойств.
Приме р 1. Фильтрующий элемен представляет собой призму, гранями которой являются пористые пластины,
0
5
0
5
0
5
0
5
0
5
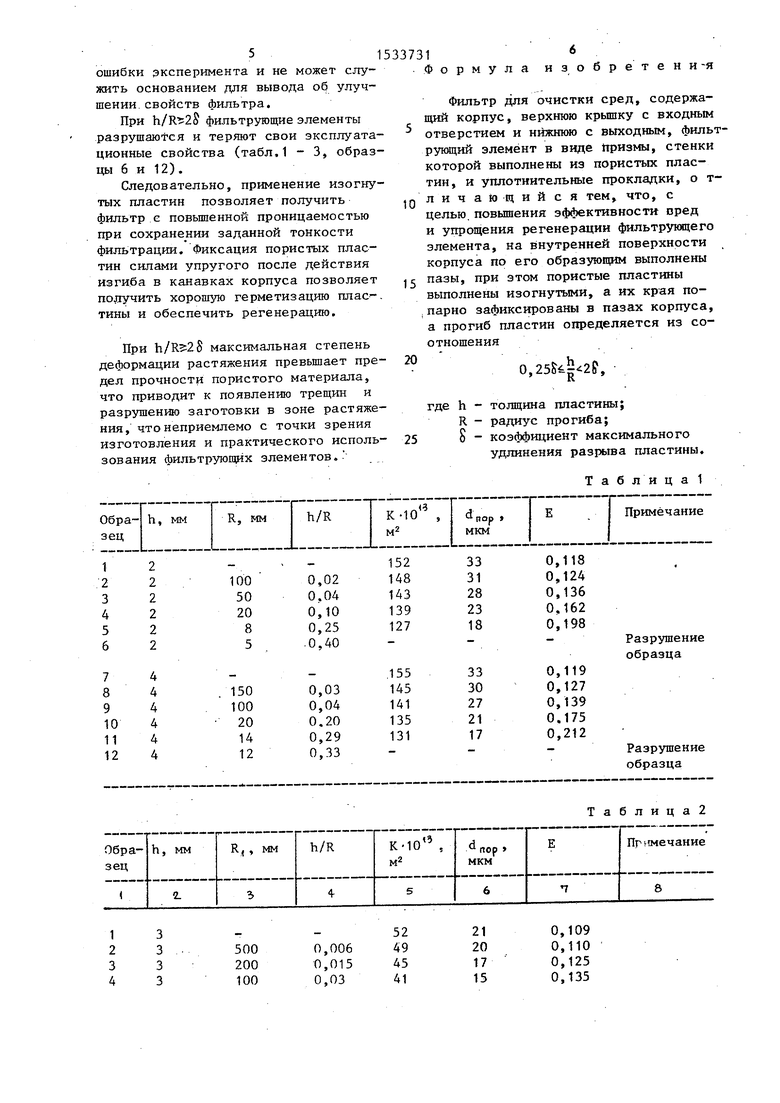
полученные из порошка бронзы марки Бр ОФ 10-1 фракции -200+160 мкм путем спекания в состоянии свободной насыпки. Максимальное удлинение при разрыве такого материала, определенное на стандартных образцах, составляет ,15. Значения коэффициента проницаемости среднего размера пор и параметра эффективности фильра для изготовленных пластин, подвергнутых последующему изгибу до различных радиусов и собранных в описанный фильтр, приведены в табл.1.
Пример. Фильтрующий элемент представляет собой призму, гранями которой являются пористые пластины, полученные из порошка нержавеющей стали ПХ18Н15 фракции -315+ +200 мкм путем прессования при давлении 100 МПа и последующего спекания при 1200°С в течение 3 ч. Максимальное удлинение при разрыве такого материала составляет о 0,04. Результаты исследования свойств фильтров, полученных на основе изготовленных по предложенной технологии пластин, приведены в табл.2.
II р и м е р 3. Фильтрующий элемент представляет собой призму, гранями которой являются пористые пластины, полученные из порошка титана марки ПТЭМ фракции -630+400 мкм путем прессования под давлением 150 МПа и последующего спекания при 1100°С в течение 2 ч. Максимальное удлинение при разрыве такого материала составляет 5) 0,03. Результаты исследований свойств полученных фильтров, изготовленных из изогнутых пластин пористого титана, приведены в табл.3.
Как видно из приведенных примеров, использование в качестве граней призматического фильтра изогнутых пористых пластин позволяет повысить эффективность фильтра на 30-60%. Причем выполнение приведенного в формуле изобретения соотношения является обязательным условием достижения положительного эффекта в рамках предлагаемой конструкции фильтра. При с0,25 & (табл.1 - 3, образцы 2 и 8) параметр эффективности фильтра с изогнутыми пластинами отличается от соответствующего параметра фильтра с недеформированными пластинами менее чем на 10%, что не превышает
ошибки эксперимента и не может служить основанием для вывода об улучшении свойств фильтра.
При фильтрующие элементы разрушаются и теряют свои эксштуата ционные свойства (табл.1 - 3, образ цы 6 и 12).
Следовательно, применение изогну тых пластин позволяет получить фильтр с повышенной проницаемостью при сохранении заданной тонкости фильтрации. Фиксация пористых пластин силами упругого после действия изгиба в канавках корпуса позволяет получить хорошую герметизацию пластины и обеспечить регенерацию.
При максимальная степень деформации растяжения превышает пре дел прочности пористого материала, что приводит к появлению трещин и разрушению заготовки в зоне растяжения, что неприемлемо с точки зрения изготовления и практического использования фильтрующих элементов.
1533731
Формула
изобретени-я
10
20
Фильтр для очистки сред, содержащий корпус, верхнюю крышку с входным отверстием и нижнюю с выходным, фильтрующий элемент в виде призмы, стенки которой выполнены из пористых пластин, и уплотиительные прокладки, о т- личающийся тем, что, с целью повышения эффективности сред и упрощения регенерации фильтрующего элемента, на внутренней поверхности корпуса по его образующим выполнены ,5 пазы, при этом пористые пластины выполнены изогнутыми, а их края попарно зафиксированы в пазах корпуса, а прогиб пластин определяется из соотношения
0,, к
где h - толщина пластины;
R - радиус прогиба; 25 8 - коэффициент максимального
удлинения разрыва пластины.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения пористых спеченных изделий | 1984 |
|
SU1184607A1 |
| Способ изготовления спеченных пористых изделий | 1989 |
|
SU1685603A1 |
| Способ изготовления спеченных пористых изделий | 1981 |
|
SU1014657A1 |
| Способ получения порошковых фильтров | 1985 |
|
SU1458079A1 |
| Способ получения пористых порошковых материалов | 2024 |
|
RU2833540C1 |
| Способ изготовления пористых порошковых материалов | 1986 |
|
SU1423281A1 |
| Способ получения спеченных фильтров | 1986 |
|
SU1435402A1 |
| Очиститель газов | 1991 |
|
SU1783988A3 |
| Способ получения фильтрующих материалов | 1989 |
|
SU1683865A1 |
| ФИЛЬТР | 1993 |
|
RU2070418C1 |
Фильтр относится к патронным фильтрующим элементам, предназначен для фильтрации жидкостей и газов в различных отраслях народного хозяйства. Цель - повышение эффективности очистки сред и упрощение регенерации фильтрующего элемента. Фильтр состоит из корпуса, верхней и нижней крышек с отверстиями подвода исходной и отвода очищенной среды, фильтрующего элемента, выполненного в виде призмы, боковые стороны которой выполнены из пористых изогнутых пластин, верхнего и нижнего уплотнений пластин, зафиксированных силами упругого последействия изгиба пластин в проточках, выполненных на внутренней поверхности корпуса по образующей. Прогиб пластины определяется из соотношения 0,25δ≤H/R*982, где H - толщина пластины
R - радиус изгиба пластины
δ - максимальное удлинение при разрыве пористого материала, из которого изготовлены пластины. Благодаря выбранной конструкции фильтрующих пластин, схеме их уплотнения и сборки достигается повышение эффективности очистки и упрощение регенерации фильтрующих элементов. Кроме того, фильтр целесообразно использовать для очистки агрессивных сред, т.к. все конструктивные элементы могут быть выполнены из материалов, стойких к агрессивным средам. 3 табл., 2 ил.
3 3 3 3
500 200
100
0,006 0,015 0,03
21 20 17 15
0,109 0,110 0,125 0,135
Составитель А.Евдокимов Редактор А.Мотыль Техред Л.Сердюкова Корректор И.Муска
Заказ 6
Тираж 556
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Продолжение табл.2
Подписное
