.1
Изобретение относится к порошковой металлургии, в частности к способам получения порошковых фильтров
Целью изобретения является повышение проницаемости фильтров при сохранении тонкости очистки.
Способ осуп;ествляют следующим образом.
Металлический порошок засыпают в форму с внутренней конической полостью и осуществляют прессование в направлении от меньшего основания конуса, к большему при соблюдении соотношений
0,05 и tgc6 6
копосов
высо в оснаоот0.7
(1)
0,02 --2- tgoi (I -i:) 21п7
,r,
(2)
где 2cii- угол конуса;
- коэффициент бокового давлет
ния nopoDiKa; Пр - пористость засыпки;
h - длина изделия; минимальный радиус основания
усеченного конуса; К - коэффициент внутреннего трения порошка.
При tgci 0,05 эффект изменения плов5ади изделия по его длине незначителен и изготовленные образцы обладают практически теми же свойствами,
, 1438079
что и аналогичные образцы, изготов-процесс изготовления tgis6 0,36 и
ленные по известному способу.h is
Кгt -8oi.(l-f) 1,15. Для изделия
При tg ci г-г напряжения сдви-- in
15опрад -лялись коэффициент проницаемосга, вызванные наклоном стенки пресс-ти К,, 2,7Ь-10- ° м и размер пор
формы относительно оси прессования,d /.30 мкм.
превосходят силы внутреннего трения в в целях раскрытия супшости изобреобъеме порошковой заготовки, что при-тения и обоснования выбранных режимов
водит к раЬслоению порошка, снижению юпо аналогичному примеру технологии
прочности спрессованных образцов, за-при различных значениях об , h и г .
трудняя проведение процесса спекания.было изготовлено 6 пористых элементов.
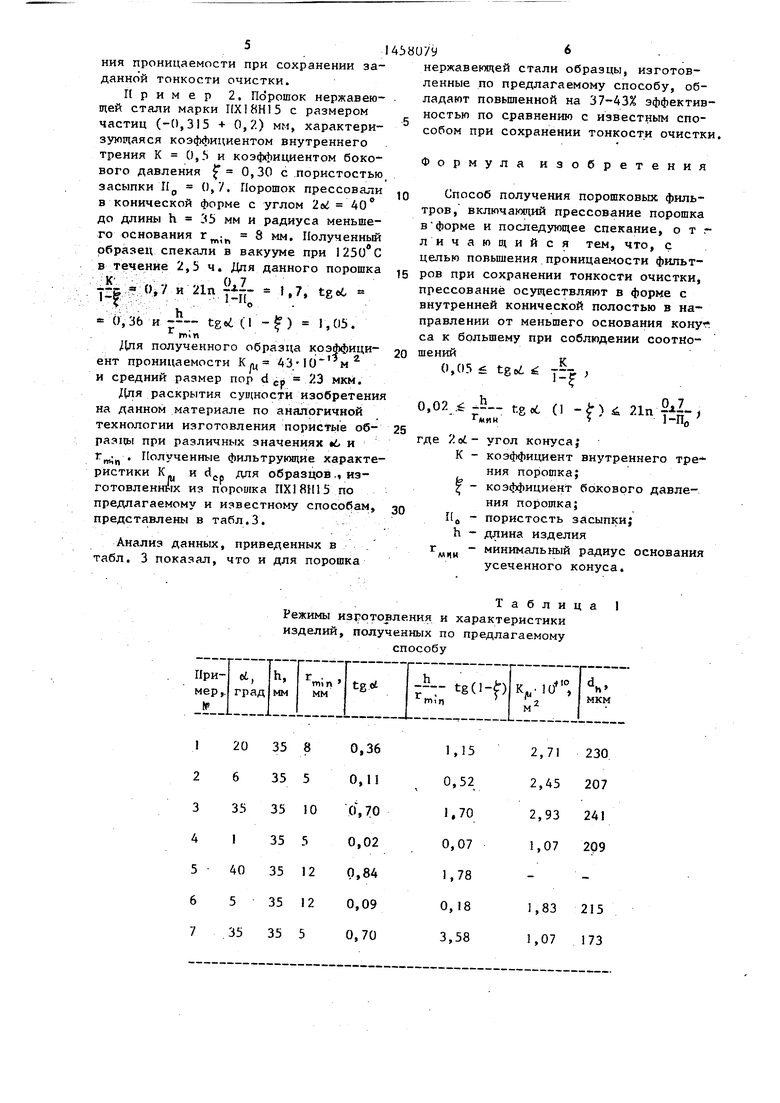
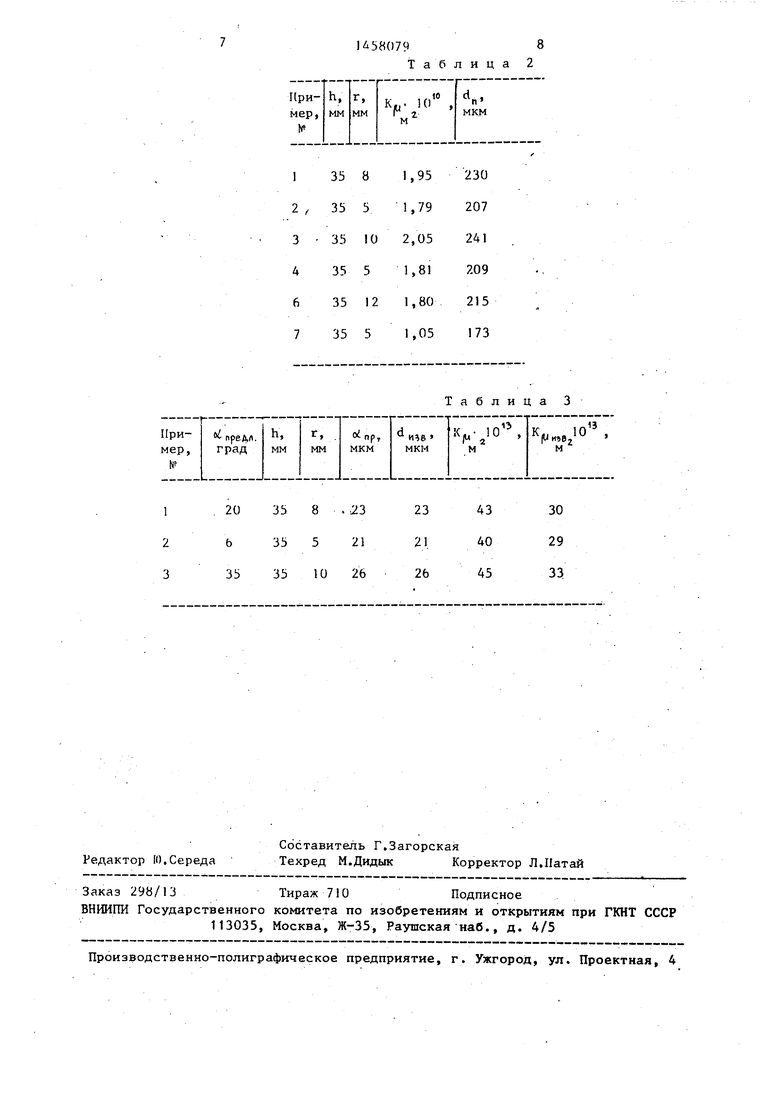
Кроме того, возникающая, при расслое-для которых были определены фильтруюнии неоднородность свойств образцащие характеристики. Данные по примеприводит к появлению дефектов при 15рам сведены в табл.1, спекании.
Приtgoi (1 - ) : 0,02 из.ме-И образце, изготовленном по техно. логии, описанной в примере 5,-наблюнение давления по длине прессуемогодалось отслоение боковой поверхности,
образца незначительно, вследствиезо вследствие чего изменилась его форма
чего изменение пористости по длинеи наблюдалось частичное разрушение,
изделия мало и не приводит к эффекту/ пя сравнения по известному спосо- получения материала с повышенной про- бу из порошка титана марки ПТЭС-0 с
ницаемостью при заданной тонкостиразмером частиц (-1,0 + 0,63) мм
очистки.25 были cп)eccoвaны цилиндрические обПри.--- tgc.i,(l -) 21п -i--разцы, которые затем спекали в вакуу min l f oме при 1 в течение 2 ч, Характеизменение пористости по длине спрее-ристики полученных образцов представ- сованного образца достигает такой ве- лены в табл...
личины,что даже при минимальном измене-30
НИИ пористости в зоне с наименьшим дав-Данные образцы прессовались до
лением,при котором обеспечивается не-состояния, при котором радиус пор
обходимая прочность брикета,в зоне ссоответствует-размерам пор образцов,
максимальным давлением пористостьизготовленных по предлагаемому спосостановится ниже 20%, что приводит.д бу. Радиус изделий, изготовленных по к появлению закрытых пор и значитель- известному способу, выбирали равным
ному сниженша проницаемости образца.минимальному радиусу основания издеСледовательно, в этом случае не дос-лия, изготовленных по описанному спотигается эффект повьш1ения проницаемо-собу. Это обусловлено тем, что в
сти изделия. данном случае обеспечивается максиПример 1. Порошок титанамальное отношение h/r, что позволяет
марки Г(ТЭС-0 с размерами частицсоздать наибольшее изменение порис- ( 1,0 + 0,63) мм, характеризуемый ко- тости по длине образца, и, следоваэффициентом внутреннего трения К тельно, максимальный коэффициент про- 0,ЬЬ и коэффициентом бокового дав- д ницаемости при сохранении заданной
ления - 0,27 и пористостью сво-тонкости очистки. Анализ данных, прибодной насыпки П„ 0,75, засыпали введенных в табл. 1 и 2 (примеры J-3)
форму с конической полостью, характе-показал, что изделия, изготовленные
ризуемую углом 2oi 40 . Затем изпо предлагаемому способу обладают при
данного порошка спрессовали заготов-gg заданной тонкости очистки коэффицику в виде усеченного конуса длинойентом проницаемости, на 37-43% преh 35 радиусом меньшего основа-восходящим коэффициент проницаемости
™ min Полученный образецизделий, изготовленных по известному
спекали в вакууме при 1100 С в тече- способу,
ние 2 ч. Для используемого порошкаgg Сравнение данных, приведенных в
значение - П 7S 91 л / примерах 4, Ь и 7 (табл.1 и 2) пока- значение - О,/5, и /In зало, что при выходе за пределы ре, ,° жимов, определенных согласно равен- 2,06, а величины, характеризующие ствам (1) и (2), нет эффекта повыше5
ния проницаемости при сохранении заданной тонкости очистки.
Пример 2, Порошок нержавеющей стали марки ПХ18Н15 с размером частиц (-0,315 + 0,2) мм, характеризующаяся коэффициентом внутреннего трения К 0,5 и коэффициентом бокового давления 0,30 с пористостью засыпки IIjj 0,7. Порошок прессовали в конической форме с углом 2e(J 40 до длины h 35 мм и радиуса меньшего основания 8 мм. Полученный образец спекали в вакууме при в течение 2,5 ч. Для данного порошка
Т%
- h °
О, 36 (1 - ) г, 05.
Для полученного образца коэффициент проницаемости К
/
43-10- м
и средний размер пор d ер 23 мкм.
Для раскрытия супщости изобретения на данном материале по аналогичной технологии изготовления пористые образцы при различных значениях «6 и глп ftf y eHHbie фильтрующие характеристики К и d для образцов., из- готовленн 1х из порошка ПХ18Н15 по предлагаемому и известному способам, представлены в табл.3. .
Анализ данных, приведенных в табл. 3 показал, что и для порошка
5807У6
нержавеющей стали образцы, изготовленные по предлагаемому способу, обладают повьппенной на 37-43% эффективностью по сравнению с известным спо5
10
15
20
25
0
собом при сохранении тонкости очистки. Формула изобретения
Способ получения порошковых фильтров, включающий прессование порошка в форме и последующее спекание, о т г личающийся тем, что, с целью повьш1ения проницаемости фильтров при сохранении тонкости очистки, прессование осуществляют в форме с внутренней кониче1ской полостью в направлении от меньшего основания конуп са к большему при соблюдении соотношений
0,05- te ,
0. tgo (1 -)б , мин 1-Пд
где 2oL- угол конуса,
К - коэффициент внутреннего тре
ния порошка;
- коэффициент бокового давления порошка; KO - пористость засыпки;
h - длина изделия
ики минимальный радиус основания усеченного конуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фильтр для очистки сред | 1988 |
|
SU1533731A1 |
| Способ изготовления двухслойных пористых изделий | 1988 |
|
SU1521523A1 |
| Способ получения фильтрующих материалов | 1989 |
|
SU1683865A1 |
| Способ изготовления пористых порошковых материалов | 1986 |
|
SU1423281A1 |
| Способ получения пористых порошковых материалов | 2024 |
|
RU2833540C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ ДЕТАЛЕЙ ИЗ СТАЛЕЙ СО СТРУКТУРОЙ МЕТАСТАБИЛЬНОГО АУСТЕНИТА | 1993 |
|
RU2082558C1 |
| Способ изготовления спеченных пористых изделий | 1989 |
|
SU1685603A1 |
| БЫТОВОЙ ФИЛЬТР ДЛЯ ОЧИСТКИ ВОДЫ, СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 1992 |
|
RU2060950C1 |
| Способ получения спеченных фильтров | 1986 |
|
SU1435402A1 |
| Способ получения фильтрующих материалов | 1987 |
|
SU1435403A1 |
Изобретение относится к порошко - вой металлургии, в частности к способам получения порошковых фильтров. Цель - повышение проницаемости фильт ров при сохранении тонкости очистки. Металлический порошок засьтают в форму с внутренней конической полостью и осуп1ествляют прессование в направлении от меньшего основания конуса к большему при соблюдении соотношений 0,05 tgoi К/1 -, 0,02 6 (h/ ,,-n)tg ( -П 21п(0,7/) - П„), где 2oL- угол конуса; К - коэффициент внутреннего трения порошка; - коэффициент бокового давления; П - пористость засыпки; h и - длина и минимальный радиус основания усечен ного конуса. 3 табл. (Л
Таблица
Режимы изготовления и характеристики изделий, полученных по предлагаемому способу
Таблица 3
| Способ изготовления спеченных пористых изделий | 1978 |
|
SU772718A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Либенсон Г.А | |||
| Производство спеченных изделий | |||
| М.: Металлургия, 1982, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
