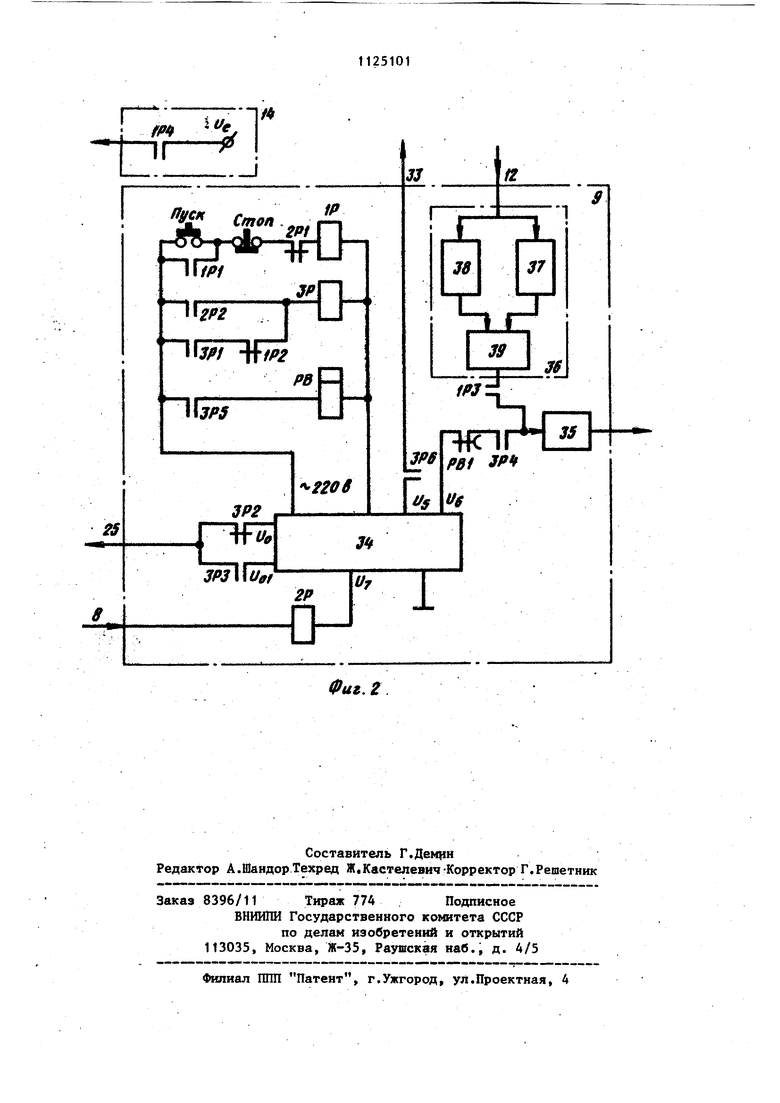
I Изобретение относится к литейному и металлургическому производству, в частности к оборудованию для залив ки металла в формы через промежуточную проточную емкость. , Известно устройство для непрерывного литья, снабженное измерителем уровня металла в форме (кристаллизаторе) и датчиком веса расплава в промежуточной емкости. Применение этого устройства позволяет контролировать расход жидкого металла в Text нологическом потоке и поддерживать требуемые режимы разливки Cll. Наиболее близким по технической сущности к изобретению является устройство автоматического регулирования уровня металла в К1)исталлизато ре, содержащее измеритель уровня, металла в изложнице, датчик веса металла в промежуточной емкости, масштабный преобразователь, задатчик уровня металла, блок з равления и привод поворота ковша С23. Недостаток конструкции этого устройства состоят в том, что при заливке сменных форм, например, изложниц, доза металла, слитого в форму, зависит от отклонения веса расплава в промежуточной емкости от заданного значения. Это связано с тем, что в процессе разливки измеритель уровня металла в форме установлен неподвижно на заданной высоте и своим сигналом фиксирует постоянное количество металла в форме. Как только зеркало расплава в форме поднимается к этому уровню, поступает сигнал на прекращение подачи металла из разливочного ковша в промежуточную емкость. Поэтому, если в момент срабатывания измерителя уровня, вес метал ла в промежуточной емкости отличается от заданного значения, такое же отклонение по весу имеет и слиток. Опыт показывает, что при разливке металла из поворотного ковша с большими расходами (порядка сотен кг в секунду) отклонения веса расплава в промежуточной емкости могут достигать 1,2-1,5 т. Поэтому применение известного устройства в данных услоВИЯХ приводит к недоливам или переполнениям изложниц. Цель изобретения - повышение точности дозирования металла. Поставленная цель достигается ,тем, что устройство для разливки . 012 стали в изложницу, содержащее измеритель уровня металла в изложнице, датчик веса металла в проемкости,, масштабный преобразователь, задатчик уровня металла, блок управления и привод поворота ковша, дополнительно содержит следящую систему, механически соединеннзпо с измерителем уровня, сумматор, второй масштабный преоб- . разователь, функциональный преобразователь, датчик скорости поворота ковша и блок сравнения, причем, выход датчика веса соединён с первым входом блока сравнения и входом масштабного преобразователя, второй вход блока сравнения соединен с выходом задатчика, а выход - с первым входом блока управления, выход измерителя уровня соединен с вторым входом блока управления, первый выход блока управления соединен с первым входом второго масштабного преобразователя, выход датчика скорости поворота ковша соединен с входом функционального преобразователя, выход которого соединен с вторым входом второго масштабного преобразователя, выход которого соединен с первым входом сумматора, второй вход которого соединен с вторым выходом блока управления, а третий выход блока управления соединен с входом привода ковша, третий вуод сумматора соединен с выходом первого масштабного преобразователя, а выход сумматора соединен с входом следящей системы. Кроме того, следящая система, механически соединенная с измерителем уровня, содержит подвижную каретку, на которой установлены датчик уровня, двигатель привода каретки. Датчик положения каретки, усилитель и блок сравнения, причем выход датчика положения каретки соединен с первым входом блока сравнения, второй вход которого соединен с сумматором, выход блока сравнения соединен с входом усилителя, выход которого соединен с двигателем привода каретКИ. На фиг. 1 изображена конструкция устройства; на фиг. 2 - электрическая схема блока управления. Под сливным носком поворотного ковша 1 на платформе датчика 2 веса установлена промежуточная проточная емкость 3. Пунктиром показаны проходные сечения разливочного стакана 4 и отверстия 5 в межкамерной стенке емкости. Выход измерителя 6 уровня металла в форме 7 соединен с входом 8 блока 9 управления, выход 10 которо го подключен к приводу 11 поворота ковша. Вход 12 блока 9 управления соединен с выходом элемента 13 срав нения, опорный вход которого подклю чен к задатчику 14, а контрольный вход - к выходу датчика 2 веса рас.плава в емкости. На валу привода 11 установлен датчик 15 скорости поворота ковша. Измеритель 6 уровня металла в фо ме размещен на каретке 16, которая может перемещаться вертикально по рейке 17 с помощью серводвигателя 1 На каретке размещен также датчик 19 управляющий элемент которого жестко соединен с валом серводвигателя 18. Выход датчика 19 подключен к контрольному входу элемента 20 сравнени выход которого через усилитель 21 соединен с управлякяцей. обмоткой сер водвигателя 1В. Таким образом, привод перемещения каретки 16 представ ляет собой следящую систему 22. Ее вход (опорный вход элемента 20 сравнения) соединен с выходом сумма тора 23. Положительный вход 24 сумматора соединен с выходом 25 блока 9 управ ления. Отрицательный вход 26 сумматора подключен к выходу масштабного преобразователя 27, вход которого соединен с выходом датчика 2 веса. Второй отрицательный вход 28 суммат ра подключен к вькоду масштабного преобразователя 29 цифрового типа, имеющего два входа. Информационный вход 30 соединен с выходом функционального преобразователя 31 а упра лякяций вход 32. - с выходом 33 блока 9 управления. Вход функционально го преобразователя 31 подключен к в ходу датчика 15 скорости поворота ковша 1. На фиг. 2 представлена электрическая схема блока 9 управления. Блок содержит источник 34 питани усилитель 35 мощности, пропорционал но-интегральный регулятор 36, состо щий из интегратора 37, масштабного преобразователя 38 и сумматора 39. Кроме того, в блоке имеются три электромагнитных реле IP, 2Р, ЗР, реле времени (РВ) и две кнопки .упра ления - с нормально разомкнутыми (Пуск) и нормально замкнутыми (Стоп) контактами. Нормально открытые контакты 1Р4 реле IP введены в цепь подачи опорного сигнала И задатчика 14. В исходном состоянии ,реле IP и 2Р обесточены, измеритель 6 уровня поднят над изложницей, цепь управления приводом 11 поворота ковша 1 разo iкнyтa, ковш неподвижен, реле ЗР и реле времени РВ находятся во включенном состоянии, (контакты РВ1 разомкнуты) . Устройство работает следующим образом. После подачи команды на заливку с выхода задатчика 14 на опорный вход элемента 13 сравнения поступает сигнал, пропорциональный весу, который должен иметь жидкий металл в проточной емкости 3 в процессе разливки. Поскольку в емкости металла нет, на входе 12 и на выходе 10 блока 9 управления действуют сигналы, полярность которых соответствует направлению поворота ковша в сторону слива металла в емкость 3, а величина - задает скорость поворота ковша. В блоке 9 между входом 12 и выходом 10 включен изодромный регулятор. Поэтому, как только в проточной емкости установится требуемое количество расплава и на входе 12 блока 9 сигнал исчезнет, на выходе 10 блока 9 сигнал становится постоянным, и ковш поворачивается с требуемой скоростью. . Одновременно с подачей команды на заливку с выхода 25 блока 9 управления на вход 24 сумматора 23 поступает сигнал UQ положительной полярности. Его величину выбирают такой, чтобы при отсутствии сигналов на входах 26 и 28 сумматора следящая система, отрабатывая сигнал U, поднимала, измеритель 6 до требуемого уровня заполнения изложницы. В процессе разливки выходной сигнал и датчика 2 веса расплава в промежуточной емкости 3 поступает через масштабный преобразователь 27 на отрицательный вход 26 сумматора, где вычитается из сигнала U. Поэтому на входе следящей системы 22 сигнал и. уменьшается на величину Кд,-и и каретка 15 перемещает датчик 6 вниз на расстояние h. Коэффициент Kjn масштабного преобразователя 27 выбирают таким, чтобы перемещение h измерителя 6 в полость изложницы было равно приращению в ней уровня металла за счет полного слива расплава, имеющегося в данный момент в промежуточной емкости, Это условие вьтолняется, если принять J. 1 K.Kj у8„ где К - коэффициент передачи датчика 2 веса, ; Kj - коэффициент передачи следящей системы 22, удельный вес расплава т«м площадь зеркала расплава в изложнице, м. На отрицательный вход 28 сумматора поступает сигнал , зависящий от скорости W поворота ковша. При этом происходит дополнительное вертикальное перемещение hj вниз измерителя 6 уровня. Подбором коэффициента К передачи масштабного преоб разователя 29 обеспечивают равенство
между перемещением hj и тем приращением уровня расплава в изложнице, которое появляется за счет объема Vp металла, сливающего из ковша после подачи сигнала на его реверсирование в конце заливки. Для выполнения этого услойия необходимо, чтобы 1
К,
мг Зп к; к;7к;
где Кд - коэффициент передачи датчи
АС ка скорости, в-с-М ; масштаб функционального Ко преобразователя, т.е. масштаб воспроизведения зависимости ) в единицах входного и и выходного и сигналов преобразовате31, град, угол-с м . Поэтому при появлении зеркала металла в зоне (d срабатывания измерителя 6 уровня объем незаполненной до заданного уровня oi части изложницы всегда равен объему металла, который сливается в нее после подачи сигнала на прекращение заливки. Этот сигнал поступает на вход 8 блока 9 управления, в результате чего на его выходе 10 появляется сигнал, реверсирующий привод 11 поворота ковша и слив металла в емкость 3 прекращается.
Одновременно с приходом сигнала на вход 8 блока 9 на его выходе 3
сумматора 23 восстанавливается. На выходе 25 блока 9 появляется напряжение Up -и цикл заливки очередной изложницы повторяется.
Таким образом, введение в устрой-. ство следящего привода вертикального перемещения измерителя уровня металла в изложнице и его подключение к выходу сумматора сигналов датчика веса расплава в промежуточной емкости и датчика скорости поворота ковша позволяют автоматически корректировать момент реверсирования ковша в зависимости от текущих значений количества расплава в проточной емкости и расхода металла из ковша. Это дает возможность существенно
(в рассмотренном примере почти на орядок: 0,6А% вместо 6,13%) снизить
огрешность дозирования.
Поскольку как недолив изложницы,
так и ее переполнение увеличивают потери металла. Применение предлагаеого устройства позволяет на 1,01,5% повысить экономию металла и на 30% снизить затраты труда на разивке.
Экономический эффект,ожидаемый по предварительным расчетам, от внедрения предлагаемого устройства составит 700-800 тыс. руб. в год на один разливочнь1й агрегат. появляется сигнал, который, воздействуя на вход 32 масштабного преобразователя 29, разрывает цепь подачи сигнала U на вход 28 сумматора 23. Поэтому обратное вращение ков ша с большой скоростью не влияет на положение измерителя 6 уровня. Кроме того, с приходом сигнала на вход 8 блока 9 управления на его выходе 25 формируется сигнал U положительной полярности, величину которого выбирают такой, чтобы при отсутствии сигнала на входе 26 сумматора измеритель 6 уровня полностью вьш1ел из изложницы. Поэтому как только расплав из емкости 3 полностью сливается в изложницу, измеритель 6 поднимается над уровнем ее верхней кромки. После прихода новой изложни1хы на позицию заливки оператор подает команду в блок 9, сигнал на его выходе 33 исчезает и цепь подачи сигнала датчика 15 скорости через масштабц й преобразователь 29 на вход 28
ИГ5Т
Cmon.
1k
f
yps
wa
/г. 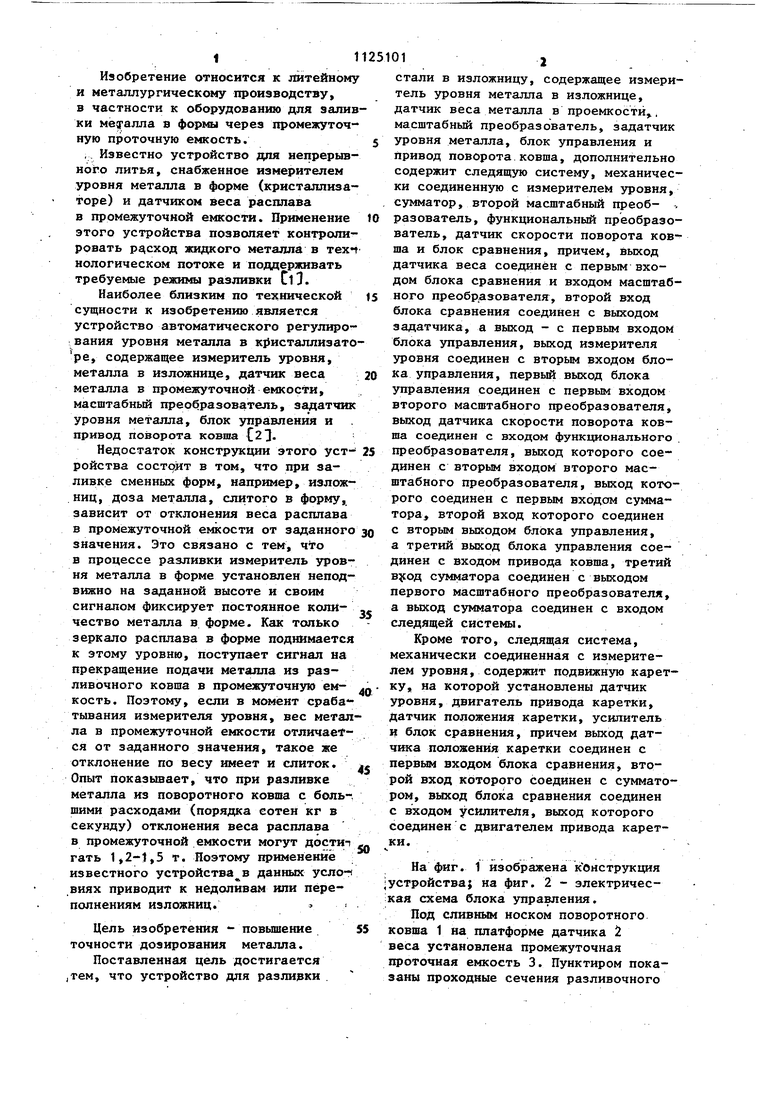


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разливки металла | 1980 |
|
SU942881A1 |
| Устройство для автоматизации процесса разливки стали в изложницы | 1981 |
|
SU984668A1 |
| Способ управления машиной непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1433633A1 |
| Способ управления процессом непрерывной разливки металла в неподвижный кристаллизатор и устройство для его осуществления | 1987 |
|
SU1447551A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Устройство для автоматической стабилизации массы металла в промежуточных ковшах машины непрерывного литья заготовок | 1990 |
|
SU1764794A1 |
| Устройство для непрерывного горизонтального литья | 1981 |
|
SU996075A1 |
| Способ дозирования стали в изложницу | 1976 |
|
SU730467A1 |
| Устройство для заливки стали в изложницу | 1984 |
|
SU1225685A1 |
| Способ определения массы шлака в расплаве и устройство для его осуществления | 1986 |
|
SU1431893A1 |

1. УСТРОЙСТВО ДЛЯ РАЗЛИВКИ СТАЛИ В ИЗЛОЖНИЦУ, содержащее нзмеря тель уровня металла в изложнице, датчик веса металла в промежуточной емкости, масштабный преобразователь задатчик уровня металла, блок управления и привод поворота ковша, о т- . л и ч a ю щ е е с я тем, что, с целью повьш1ения точности дозирования металла, оно дополнительно содержит следящую систему, механически соединенную с измерителем уровня, сумматор, второй масштабный преобразователь, функциональный преобразователь, датчик скорости поворота ковша и блок сравнения, причем выход датчика веса соединен с первым вхо- ; дом блока сравнения и входом масштабного преобразователя, второй вход блока сравнения соединен с выходом задатчика, a выход первым входом блока управления, выход измерителя уровня соединен с вторым входом блока управления, первый выход .блока управления соединен с первым входЬм второго масштабного преобразователя, выход датчика скорости поворота ковша соединен с входом функционального преобразователя, выход которого соединен с вторьа4 входом второго масштабного преобразователя, выход которого соединен.с первым входом сумматора, второй вход которого соединен с вторым выходом блока у10 авления, a третий выход блока управления соединен с входом привода ковша, третий вход-сумматора соединен с выходом первого масштабного преобразователя, a выход су а4атора соединен с входом следящей систем. 2. Устройство по п. 1, отличающееся тем,.что,следящая система, механически соединенная с измерителем уровня, содержит подЮ , .шную каретку, на которой установР1 .лены датчик уровня, двигатель привоi да каретки, датчик положения каретки, усилитель и блок сравнения, причем выход датчика положения каретки соединен с первым входом блока сравн«ния, второй вход которого соединен с сумматором, выход блока сравнения i соединен с входом усилителя, выход которого соединен с двигателем привода каретки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Система управления уровнем металла в кристаллизаторе машины в непрерывного литья | 1975 |
|
SU590077A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство автоматического регулирования уровня металла в кристаллизаторе | 1974 |
|
SU515580A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
