г
внешнего трения при прессовании;
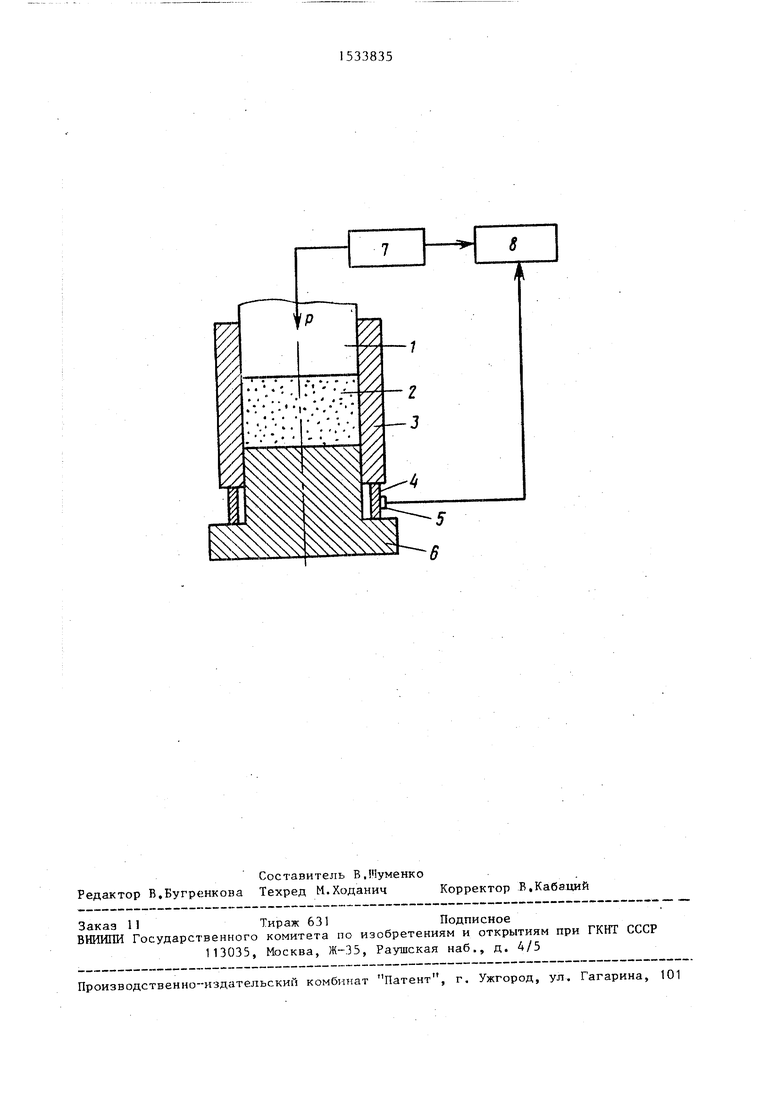
- коэффициент бокового давления при разгружении. На чертеже представлена схема реализующая способ.
При прессовании нагружающий пуансон 1 создает усилие в прессуемом порошке 2, За счет трения порошка о стенки матрицы 3 на жестком основании 4 регистратором 5 нулевого усилия передается вертикальная сила. При этом на поверхности нижнего пуансона 6 создается давление, величина которого обуславливается давлением прессования и потерями на трение. При достижении нагружающим устройством 7 задан ного давления, которое фиксируется измерительным устройством 8, начина- ется разгрузка. При этом усилие, с которым матрица давит на жесткое основание, начинает уменьшаться и при до- стижении последнего нулевого значе- |ния с регистратора 5 нулевой силы по- дается сигнал на измерительное устройство 8, на котором фиксируется осевое давление„
Физический смысл выражения (1) заключается в следующем.
На конечном этапе прессования упругая составляющая деформации прессовки равна
Е
(2)
ос.
де Ј0 - упругая деформация прессовки;
среднее осевое давление на конечном этапе прессования, равное среднему от давлений на нижнем и верхнем пуансонах;модуль Юнга прессовки.
Е При разгружении осевая деформация упругого последствия прессовки отсутствует, так как есть давление на матрице со стороны жесткого основания, в противном случае матрица за счет трения прессовки о ее стенки отошла бы от жесткого основания. В этом случае остается упругая деформация Е0 , которую можно определить выражением
EtrirJ t t
(3)
e PTD
осевое давление, соответствующее силам трения прессовки о стенки матрицы, расчетное остаточное давление на пуансоне при разгрузке, когда сила, с которой опирается матрица (3) на основе (6), равна нулю
.EtEJ™
S
(4)
5
0
где F
Ррсур ff V f
(5)
rp.f
- сила трения при раэгружении;
Sj - площадь боковой поверхности прессовки;
S - площадь торцовой поверхности прессовки;
Ј - коэффициент бокового давления при разгрузке, Тогда уравнение (3) примет вид
Јо , P L H±IEJ L.SL/SI (6)
где f - коэффициент внешнего трения. Приравнивая правые части (6) и (2) получаем расчетное выражение для Р . , соответствующее нормативному течению процесса
р „Pjc
.р , . „ .. Н 1 +4.$,- f 5
Поднимая во внимание, что SUbJt.,
(7)
(8)
ос 2 Среднее давление на верхнем пуан- соне равно давлению прессования Р, среднее давление на нижнем пуансоне равно давлению прессования за вычетом потерь на трение
н.п.
,Р „ EJLJLSL-.
v s v s
- - - № « I.
где F - сила трения при уплотнении. Подставляя значения Рь,п и Рн п в выражение (8), получим
PO-2-f.f 2).
Р-+( f )
Н,
(Ю)
Подставляя выражение (10) нение (7), получим
1533835 в уравТаблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования труб из порошковых материалов | 1985 |
|
SU1344515A1 |
| Способ формования металлических порошков | 1988 |
|
SU1650362A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2132253C1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2225280C2 |
| Способ прессования изделий из порошка | 1990 |
|
SU1726128A1 |
| СПОСОБ ПРЕССОВАНИЯ ВЫСОКОПЛОТНЫХ ЗАГОТОВОК И ДЕТАЛЕЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА В ПРИСУТСТВИИ ЖИДКОЙ ФАЗЫ | 2008 |
|
RU2399458C2 |
| Пресс-инструмент для прессования таблеток | 1985 |
|
SU1292914A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2510308C1 |
| Способ изготовления прямозубых порошковых шестерен | 1990 |
|
SU1771881A1 |
Изобретение относится к области порошковой металлургии, в частности к способу прессования порошковых материалов. Цель изобретения - повышение и стабилизация плотности материала. В процессе прессования измеряют остаточное давление на пуансоне в момент отсутствия давления на матрице. При этом изделие считают годным, когда остаточное давление на пуансоне не меньше расчетного, определенного по соотношению Pразг.р=P(1-2.ξ.F.H/D)/1+4.ξр.F.H/D , где Pра3г.р - расчетное давление на пуансоне при разгрузке, когда давление на матрице равно нулю, МПа
P - давление прессования, МПа
H, D - соответственно высота и диаметр прессовки, мм
ξ, F - коэффициенты бокового давления и внешнего трения при прессовании
ξр - коэффициент бокового давления при разгружении. Значение остаточного давления при прессовании порошка ниобия 36,3 МПа (P=550 МПа), нитрата калия 42,8 МПа, (P=200 МПа), нитрата натрия 61,0 МПа (P=200 МПа). Плотности прессовок 5,69, 2,03 и 2,13 г/см3 соответственно, вместо 5,51, 2,01 и 2,03 по известному способу. Неравноплотность полученных образцов на @ 30% меньше, чем в известном способе. 1 ил., 3 табл.
Н
P(l-2-$-f 5 )
ГР
I +4 f5
а коЗначения величины давления прес
Н сования и отношения - задаются,
эффициенты $ . Јр отражающие свойства порошка, определяются экспериментально. Методы определения указанных констант известны.
i
Пример 1. При прессовании серии образцов из порошка ниобия высотой 25 мм и диаметром 15,9 MI. давлением 550 МПа предварительно определяют коэффициенты , 1 и f, отражающие свойства порошка ниобия. При этом устанавливают, что ф 0,43; ,69, ,57.
На основании полученных данных определяют по формуле (1) расчетное
давление на пуансоне Р,
ряуг.р
в момент
отсутствия давления на матрице, соответствующее нормальному течению процесса прессования
.f 36,3 МПа.
В табл.1 приведены значения Средней плотности и разноплотности образцов, полученных по известному и предлагаемому способам
Таблица 1
Пример 2. По зависимости (1) определяют давление Рроы-, для нитратов калия и натрия, при давлении прессования 200 МПа. В результате прессе- 55 вания образцов размера примера I получают изделия с меньшим значением разноплотности. Результаты представлены в табл„2 и 3.
а ко10
15
20
0
Формула изобретения Способ прессования порошковых материалов, включающий приложение давления к порошковому материалу, замер давления на пуансоне и матрице и сравнение его с расчетным, отличающийся тем, что, с целью повышения и стабилизации плотности материала, измеряют остаточное давление на пуансоне, в момент отсутствия дав- 5 ления на матрице, при этом остаточное давление на пуансоне должно быть не меньше расчетного, определенного по соотношению
40
pOj -Mj) l+Mp-fF
где Р.
5
.р
0
5
$ $f
-расчетное давление на пуансоне при разгрузке, когда давление на матрице равно нулю, МПа;
-давление прессования, МПа;
-коэффициенты бокового давления при прессовании и при разгрузке соответственно;
f - коэффициент внешнего трения при прессовании;
Н и D - высота и диаметр прессовки соответственно, мм.
| Способ контроля процесса прессования порошковых материалов | 1980 |
|
SU996099A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Скотников К.В | |||
| и др | |||
| Определение коэффициентов бокового давления и внешнего трения„ Порошковая металлургия, 1985, № 6, с„ 14-17. | |||
