Изобретение относится к области порошковой металлургии, в частности к способам формования металлических порошков.
Целью изобретения является повышение качества формовок за счет снижения разноплотности по длине.
На чертеже представлена схема осуществления способа.
Способ осуществляют следующим образом.
Порошок 1 засыпают в матрицу 2 и прессуют пуансоном 3 с одновременным продавливанием порошка через очко матрицы (или пространственно-закрытый калибр). По мере перемещения пуансона в матрице усилие прессования изменяют в сторону уменьшения от максимального значения в соответствии с зависимостью
Р(х)Р,
Sn + ff (I - х) Sn-ff(l-x)
где РО - усилие прессования порошка без учета потерь на преодоление сил трения между порошком и боковыми стенками матрицы;
Sn - площадь поперечного сечения пуансона;
f - коэффициент трения между порошком и стенками матрицы;
а - периметр поперечного сечения полости матрицы;
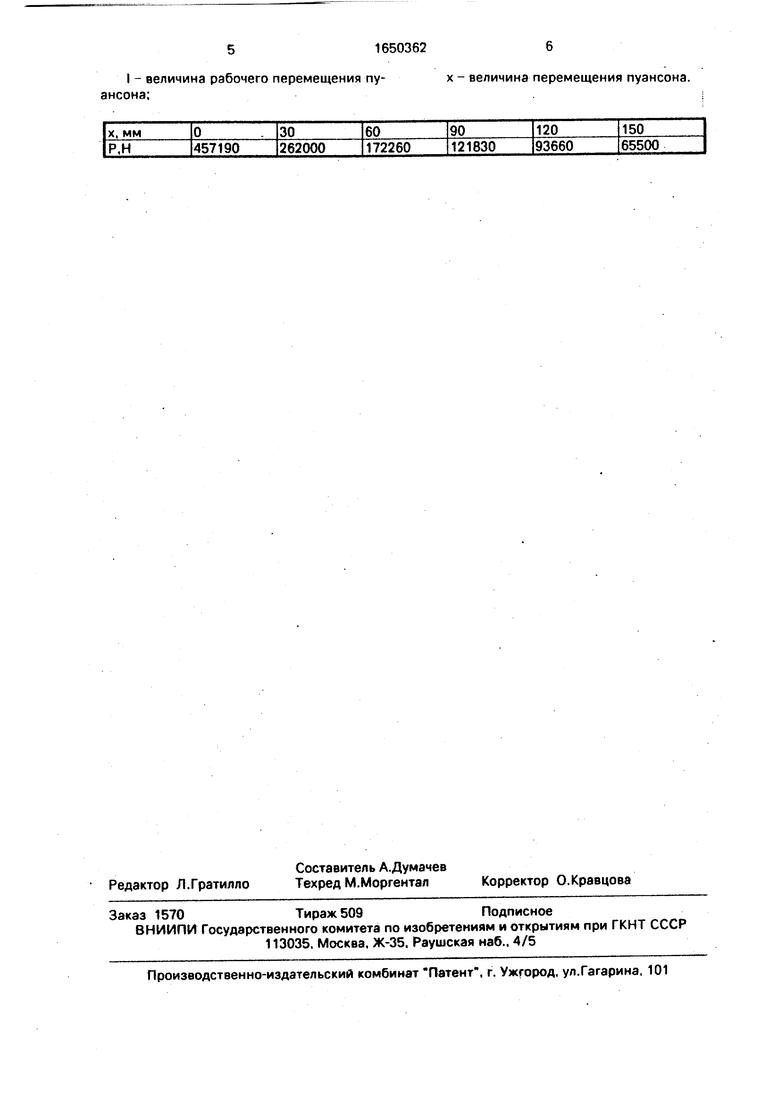
I - длина рабочего перемещения пуансона;
х - перемещение пуансона.
Пример. Изготавливали формовки диаметром 8 мм из порошка марки ПЖ-4 с использованием гидравлического пресса Г СМ-50 и матрицы, диаметр полости которой мм (внутренний диаметр поперечного сечения ,8 мм), путем прессования порошка пуансоном и одновременного про- давливания через очко матрицы. Длина рабочего хода пуансона площадью поперечного сечения , 2 мм2 составляла 150 мм. Коэффициент трения порошка о стенки матрицы ,05. Усилие прессования порошка с продавливанием через очко матрицы без учета потерь на преодоление сил трения (было определено экспериментально путем прессования малого количества порошка, когда мм) составляло Р0«65500 Н.
Усилие прессования изменяли в соответствии с зависимостью
Sn + Щ( - х) Р(х)Ро1
Sn ff(I - X)
в сторону уменьшения от максимального усилия 457190 Н до усилия 65500 Н. Результаты расчета по указанной зависимости иллюстрирует таблица.
Изменение усилия прессования осуществлялось в автоматическом режиме при помощи гидрорегулятора.
Формовки, изготовленные описываемым способом, имели разноплотность по длине, определяемую как разность плотностей образцов, вырезанных из передней и концевой частей каждой из трех формовок и подвергнутых гидростатическому взвешиванию, 3; 2.5 и 5%.
При изготовлении формовок известным
способом (с постоянным усилием прессования Р 457190Н) разноплотность составляла 9 и 11%.
Снижение, разноплотности формовок при использовании описываемого способа
связано с тем, что в очаге деформации порошка через очко матрицы поддерживается постоянное гидростатическое давление.
Таким образом, описываемый способ позволяет повысить качество формовок в
результате снижения 6-10% разноплотности по длине.
Формула изобретения
Способ формования металлических порошков, включающий засыпку порошка в полость матрицы и прессование пуансоном с одновременным продавливанием порошка через очко матрицы, отличающийс я тем, что, с целью повышения качества формовок за счет снижения разноплотности по длине, усилие прессования Р(х) изменяют в сторону уменьшения от максимального значения в соответствии с зависимостью
Р(х)Р,
Sn + ff (I - х)
Sn
ff 0 - х)
где РО - усилие прессования без учета потерь на преодоление сил трения между порошком и боковыми стенками матрицы;
Sn площадь поперечного сечения пу- ансона;
f - коэффициент трения между порошком и стенками матрицы;
а - периметр поперечного сечения полости матрицы;
I - величина рабочего перемещения пуансона;
16503626
х - величина перемещения пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования изделий из порошка | 1990 |
|
SU1726128A1 |
| Способ прессования порошковых материалов | 1987 |
|
SU1533835A1 |
| Устройство для прессования изделийиз пОРОшКА | 1978 |
|
SU827266A1 |
| СПОСОБ ПРЕССОВАНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 2007 |
|
RU2364468C1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2132253C1 |
| Устройство для выдавливания длинномерных изделий из порошка | 1985 |
|
SU1337195A1 |
| Пресс-форма для прессования изделий из порошков | 1988 |
|
SU1694341A1 |
| Устройство для прессования изделий из порошков | 1986 |
|
SU1315137A1 |
| Способ прессования изделий с отверстиями из порошков | 2023 |
|
RU2823590C1 |
Изобретение относится к порошковой металлургии, в частности к способам формования металлических порошков. Цель - повышение качества формовок за счет снижения раэноллотности по длине. Изготавливают формовку площадью поперечного сечения Sn-314,2 нм диаметром 8 мм из 0. порошка ПЖ-4. Порошок 1 засыпают в матрицу 2, имеющую периметр поперечного сечения ,8 мм, диаметр 20 мм, и прессуют пуансоном 3 с одновременным продавлива- нием через очко матрицы. По мере перемещения пуансона в матрице на длину рабочего хода мм усилие прессования изменяют в сторону уменьшения от максимального значения Р(1)457190Н до Ро 65500Н в соответствии с зависимостью Р(х)Р, Sn + ff (I - х) х) Для расчета использу5и - ff (I ют коэффициент трения порошка со стенкой матрицы ,05. Po усилие прессования без учета потерь на преодоление сил трения между порошком и стенками матрицы - определяют предварительно из эксперимента по прессованию малого количества порошка, когда мм. 1 ил., 1 табл, Г О сл о со Os ю
| Способ мундштучного прессования изделий из порошка | 1977 |
|
SU657913A1 |
| Анциферов В | |||
| И | |||
| и др | |||
| Порошковая металлургия и напыленные покрытия | |||
| М.: Металлургия | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Прибор для измерения силы звука | 1920 |
|
SU218A1 |
