И-юбрснние относится к магнитной де фскгмсыпии и мо/кет быть использовано при i onipoie качества и-петий и и сварных сое-щнении во всех об частя ч машиносгро ения
Lit 1ью и {обретения является повышение юс ют рное ги конгрогя путем исключения В1ИЯНИЯ на реп гьтаты оценки качества из ie inn ориентации вектора индукции магнит ной тенты
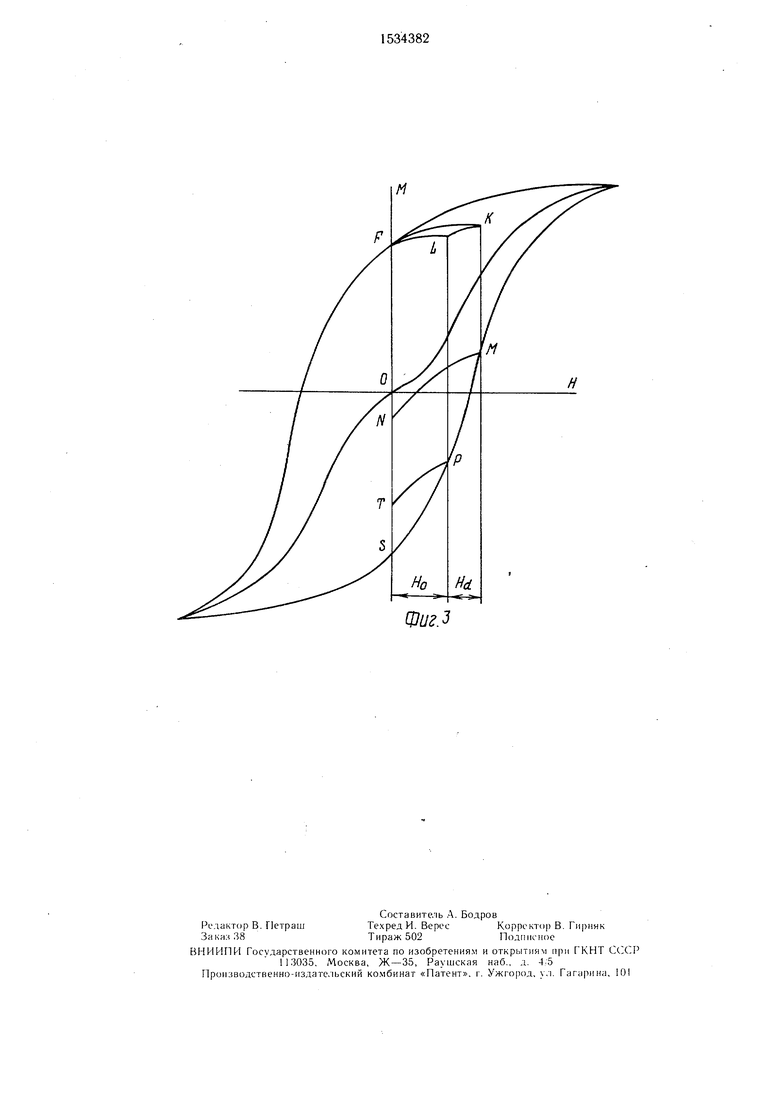
На фш I показана лента, предваритель но намагниченная в направлении стрелки поперечное сечение на фиг 2 - лента ело ленная вдспь дшны после предварительно ю намагничивания поперечное сечение, на фи 3 график записи полей дефектов по и местному и предлагаемому способам
Способ осуществляется следующим обра ЮМ
При прешаритечьном намагничивании в инь ирсжи (фиг 1) лента намагничи Bcii Ti я in насыщения После сложения вдвое направ it шн остаточной намагниченности обеих час гс и кмпы указано стрелками (фиг 2) В таком ви ie енту можно транс поргировагь в Kacceiax
При контроте сложенную в хвое ленту укчадывают на намагниченную поверчность независимо от направчення предваритель ного намагничивания изделия При этом один и ее участков (верхний или нижний, фиг 2) намагничен в направлении, проти воположном остаточной нама ниченности издечия Этот участок ленты сохраняет свой ства записывать поля дефектов Лент преч. почтительно складывать так. чтобы ферро магнитные слои обеих ее частей находились внутри Тогда оба слоя нахочятся приблл зитепьно в одинаковых условиях, так как расположены на весьма близком расстоянии ч. от друга, и, кроме того, защищены от возможных повреждений вследствие сопри косновения с поверхностью контролируемого объекта Разница амплитуд сигналов, счн тываемых с ленты в случае, когда рабочий слой находится сверху и снизу, - не более чем 3%
Процесс записи полей дефектов // на ленту происходит следующим образом Слои ленты, который оказался предварительно намагниченным противоположно направ лению намагничивания изделия noi ч.ей
(Л
ел
со
-U
со
00 N2
ствием внешнего поля Нп перемагничивается по кривой ТР, достигая намагниченности, соответствующей отрезку ОТ. В местах действия поля дефекта Н,, он перемагничивается по кривой SPAf V Контраст записи в этом слое ленты соответствует отрезку NT
Второй слой ленты под действием внешнего поля Hi) перемагничивается по кривой FLf-, а его участки, находящиеся под действием поля дефекта Н „ - по кривой F LKF Контраст магнитной записи в том слое равен
Таким обра юм, суммарный контраст магнитной чашки ленты согласно предлагаемому способу приблизительно такой же, как и при известном способе При этом ис ключается необходимость определения направления намагничивания ленты и изделия с целью их правильного взаимною расгю ложения при контроле
Повторное использование той же ленты облегчает запись, несмотря на добавление операций разворачивания ленты, так как упрощается операция скдадыва-ния ленты вдвое вследствие наличия перегиба
Пример 1 Контролируют кольцевой свар ной шов трубы диаметром 78 мм, содержа щи и искусственный сквозной дефект Намат ничивание соединения осуществляют клеща ми Конструкция клещей не позволяет пред варительно намагнитить в них магнитную ленту J.G насыщения Поэтому магнитную ленту намагничивают г.о насыщения заранее между полюсами 11 обра зного намагничи
0
5
0
5
0
вающего устройства и хранят в кассете Направление намагничивания ленты и изделия определяют с помощью феррозонда-полимера, после чет ленту хкдашвают на контролируемую поверхность так, чтобы векторы магнитной индукции ленты и изделия были направлены противоположно Амплитуда сигнала от дефекта составляет 64 мВ
Пример 2 Тог же объект контролируют предлагаемым способом Ленту намагничивают до насыщения, после чего складывают вдвое так, что ферромагнитные слои ее половин находятся внутри (фиг 2) При контроле ленту укладывают на изделие любой поверхностью (АО или ОВ) Амплитх та сиг- ната о г дефекта L оставляет 62 м В
Применение способа ма ни ни рафиче ко го контроля позволит повысить нагежноиь контроля
Формула и тире: енич
Способ ма1 пито рафического ho ijou изделий заключающийся гз юм ч о маг п;т ленту перед контролем H..MJI ничивают в поперечном направлении до насыщения укладывают ее на намагниченное изгелие тан чтобы векторы Mai ни гной иннкции ленты и из1елия бы ч и параллельны, считы вакп магнитный рельеф поверхности а о ка че пи mie inH СУДЯТ по понченной магни тограмме, п 1ичан и(иСи я тем, что, с повышения на и /кности контроля после на- ма( ничив i нпя, лент 1К1а1Ываюг в t-e 1ины ферромагнитными ними внутрь
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ | 1965 |
|
SU174415A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1988 |
|
SU1534380A1 |
| Способ магнитографического контроляСВАРНыХ шВОВ | 1979 |
|
SU819680A1 |
| Способ магнитографического контроля стыковых швов | 1990 |
|
SU1748037A1 |
| Способ магнитографического контроля | 1982 |
|
SU1599754A1 |
| Способ магнитографического контроля | 1987 |
|
SU1439481A1 |
| Способ магнитографического контроля изделий | 1990 |
|
SU1744630A1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ СТЫКОВЫХ СВАРНЫХ ШВОВ ДВУМЯ ЛЕНТАМИ | 1993 |
|
RU2086973C1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| Способ магнитографического контроля стыковых сварных соединений | 1987 |
|
SU1506346A1 |
Изобретение относится к магнитной дефектоскопии и может быть использовано при контроле качества изделий. Целью изобретения является повышение достоверности контроля. Эффект достигается благодаря применению в процессе контроля двухслойной ленты с антипараллельно намагниченными слоями. Для достижения цели магнитную ленту предварительно намагничивают в поперечном направлении до насыщения, складывают вдоль ее длины вдвое, укладывают на контролируемое изделие так, чтобы векторы магнитной индукции ленты и изделия были параллельны, а о качестве изделия судят по полученной магнитограмме. 3 ил.
О
О
Фиг.1
в
в
фиг 2
ФигЗ
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
