Изобретение относится к измерительно технике и может быть использовано в шинном производстве.
Цель изобретения - повышение точности путем учета погрешности выбега подающего механизма в последующе цикле измерения.
На чертеже приведена функциональная схема устройства.
Устройство содержит импульсный датчик 1 длины продукта, выход которого подключен к счетному входу пересчетного блока 2 и входу блока
3контроля останова подающего механизма. Выход пересчетного блока 2 подключен к счетным входам первого
4и второго 5 счетчиков импульсов. Установочный вход первого счетчика 4 импульсов соединен со схемой 6 сброса. Выход первого счетчика 4 импульсов соединен с первым входом схемы 7 сравнения, второй вход которой соединен с задатчиком 8 продукта, а выход - с установочным входом второго счетчика 5 импульсов входом блока 9 управления приводом
и третьим входом элемента И 10, второй вход которого соединен с выходом датчика 11 наличия материала, а выход - с резательным приспособлением 12, выход которого соединен с установочным входом пересчетного блока 2 и с входом разрешения параллельной записи первого счетчика 4 импульсов, вход параллельной записи которого соединен с выходом второго счетчика 5 импульсов. Раскраиваемый продукт 13 (например,
5
протектор) приводится в движение подающим механизмом 14.
Устройство работает следующим
5 образом
Передний конец раскраиваемого продукта 13, например протектора, укладывается на подающий механизм (ленточный конвейер) 14 под мерное
0 колесо импульсного датчика 1 длины продукта. Переключателями, установленными в задатчике 8 длины продукта, устанавливается номинальное значение длины отрезаемой заготовки. После включения питания устройства схема 6 сброса формирует импульс положительной полярности, устанавливающий первый счетчик 4 импульсов в нулевое состояние. При этом на
0 выходе схемы 7 сравнения, на третьем входе элемента И 1П, на входе блока 9 управления приводом возникает уровень логического нуля, который устанавливает второй счетчик 5 импуль5 сов в нулевое состояние, так как схема 7 сравнения работает следующим образом: если А Ъ, то на выходе схемы присутствует уровень логической единицы. Если А - Б, го на
Q выходе - уровень логического нуля (Л - код на выходе первого счетчика U импульсов, Б - код на выходе задатчика 8 длины продукта). При этом блоком 9 управления приводом включается привод (не показан) подающего транспортера (уровень логического нуля на выходе блока 9 - включение привода, уровень логической единицы - выключение), а на
5
5I
вход ре зательного приспособления с ныхсда -jjit Nt мгп И 10 поотупа- ет уровень логического нуля, запрещающий рез материала (при поступлении па вход резательного приспособления
уровня логическои единицы
осукествляется рез). Раскраиваемый материал (продукт) 13 начинает двигаться. С иыхода импульсного датчика 1 цлины продукта импульсы поступают на счетный вход пересчетного блока 2, коэффициент пересчета которого постоянен и ранен iO , где п - количество разрядов предварительного счета, и па вход блока 3 контроля останова подающего транспортера, который работает таким образом, что при вращении мерного колеса импульсного датчика 1 длины продукта на его пьгходе ирису г с тпует уровень логического нуля, а при останове подающего транспортера - уровень логической единицы.
С выхода пересчетного блока 2 импульсы поступают на счетные входы первого 4 и второго 5 счетчиков импульсов. Второй счетчик 5 импульсов заблокирован в нулевом состоянии уровнем логического нуля с выходы схемы 7 сравнения, а первый счетчик 4 импульсов начинает суммироват импульсы, поступающие от импульсног датчика 1 длины продукта.
Когда число импульсов, поступивших на счетный вход первого счетчика 4 импульсов, станет больше или равно числу, установленному в задатчи- ке 8 длины продукта (Л К), то на выходе схемы / сравнения, на третьем входе элемента И 10, на входе блока 9 управления приводом и на установочном входе второго счетчика 5 импульсов появляется уровень логической единицы. Привод подающего транспортера блоком 9 управления приводом выключается и включается тормоз (не показан).
Второй счетчик 5 импульсов начинает подсчет импульсов от момента подачи сигнала на останов привода до полной остановки мерного колеса импульсного датчика 1 длины продукта.
При полной остановке подающего механизма 14 на выходе блока 3 контроля останова гк дающего механизма появляется уровень логической единицы, а так как тчкоч ле уровень при-
3filH96
сутствует и на выходах схемы 7 сравнения и датчика 11 наличия материала Vpn наличии рг н-кра ваемого материала на выходе датчика 11 - уровень J логической единипп, при отсутствии - уровень логического куля), то на вход резательного приспособления 12 поступает уровень логической едини- .д цы и производится рез материала, а по окончании реза на выходе резательного приспособления 12 появляется кратковременный импульс, который поступает на установочный вход пе- 5 Расчетного блока 2, устанавливая его в нулевое состояние, и на вход разрешения параллельной записи пер- гктго счетчика 4 импульсов, записы- ная в него код, присутству щ-й на
0
5
ныходе второго счет -г.р а 5 импульсов, т.е. число, равное выбегу подающего транспортер, в первом И-м) цикле отмер 1. При чтом на выходе схемы сравнения, н.1 третьем л;;оде
5 элемента 1 1 0 и на входе блока 9 управления приводом возникает уро- B Tib логического нупя, который устанавливает второй счетчик 5 импульсов в нулевое состояние.
оДалее процесс orvepa заданной
длины повторяется. Отличие последующих циклов отмера от описанного первого цикла заключается р том, ч ; схема 7 сравнения с раб a TI IB ie т и подает сигнал на отключение привода подающел о механизма 14 не при достижении заготовкой заданной номинальной длины, а раньше на величину, равную истинному значению выбега подающего механизма 14 в предыдущем (i-м) иикле отмера. Достигается это за счет того, что в каждом последующем цикле отмера первый счетчик 4 импульсов начинает подсчет импульсов не от нуля, а от числа, равного выбегу подающего механизма 14 в предыдущем цикле отмера. Поэтому совпадение кода на выходе первого счетчика 4 импульсов с уставкой задатчика 8 длины продукта происходит раньше на величину выбега подающего механизма в предыдущем цикле отмера.
Формула изобретения
0
5
0
Устройство контроля наработки заданной длины продукта, содержащее пересчетный блок, импульсный датчик длины продукта, подключенный к Счетному входу пересчетного блока, элемент И, первый счетчик импульсов, задатчик длины продукта и блок управления приводом, отличающееся тем, что, с целью повышения точности, в него введены второй счетчик импульсов, блок контроля останова подающего механизма, схема сброса, датчик наличия материала, схема сравнения и резательное приспособление, выход импульсного датчика длины продукта соединен с входом блока контроля останова подающего механизма, выход которого соединен с первым входом элемента И, второй вход которого соединен с выходом датчика наличия материала, а выход - с входом резательного при36189
10
15
8
способления, выход которого соединен с установочным входом пересчетного блока и с входом разрешения параллельной записи первого счетчика, установочный вход которого соединен с выходом схемы сброса, а выход - с первым входом схемы сравнения, второй вход которой соединен с выходом эадатчика длины продукта, а выход - с третьим входом элемента И, входом блока управления приводом и установочным входом второго счетчика импульсов, выход которого соединен с входом параллельной записи первого счетчика импульсов, выход пересчетного блока соединен со счетными входами первого и второго счет- ч иков импульеов „
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля наработки заданной длины продукта | 1983 |
|
SU1133478A1 |
| Измеритель длины наматываемого в рулон материала | 1982 |
|
SU1027505A1 |
| Устройство контроля качества текстильных материалов | 1987 |
|
SU1590493A1 |
| Устройство для резки заготовок заданной длины | 1987 |
|
SU1497018A2 |
| Устройство для наработки заданной длины жгута полимерного волокна | 1986 |
|
SU1467097A1 |
| Устройство для отмера волокнистого материала заданной массы | 1984 |
|
SU1189744A1 |
| Устройство для контроля длины и площади движущегося полосового материала | 1981 |
|
SU1019225A1 |
| Устройство для управления перемоточным станком | 1982 |
|
SU1087594A1 |
| Устройство для измерения мощности цилиндров двигателя внутреннего сгорания | 1990 |
|
SU1789898A1 |
| Устройство для регистрации времени переходного режима вращающегося механизма | 1981 |
|
SU1015410A1 |
Изобретение относится к измерительной технике. Цель изобретения - повышение точности. Это достигается путем учета погрешности выбега подающего механизма в последующем цикле измерения. После включения питания устройства схема 6 сброса вырабатывает импульс, обнуляющий первый счетчик 4 импульсов. На выходе схемы 7 сравнения возникает уровень логического нуля, который включает привод посредством блока 9 управления приводом и одновременно удерживает второй счетчик 5 импульсов в нулевом состоянии. На счетный вход первого счетчика 4 импульсов поступают импульсы с выхода пересчетного блока 2. Как только число импульсов, поступивших на счетный вход первого счетчика 4, станет равным числу, установленному в задатчике 8 длины продукта, на выходе схемы 7 сравнения появляется уровень логической единицы, разблокирующий второй счетчик 5 импульсов, который начинает подсчет импульсов от момента подачи сигнала на останов привода до полной остановки мерного колеса импульсного датчика 1 длины продукта и выключения привода. При полной остановке подающего механизма 14 на выходе блока 3 контроля останова подающего механизма появляется уровень логической единицы, включающий резательное приспособление 12. По окончании реза обнуляется пересчетный блок 2, а в первый счетчик 4 импульсов производится запись числа импульсов, соответствующих длине выбега подающего механизма после отмера заданной длины. При этом на выходе схемы 7
пре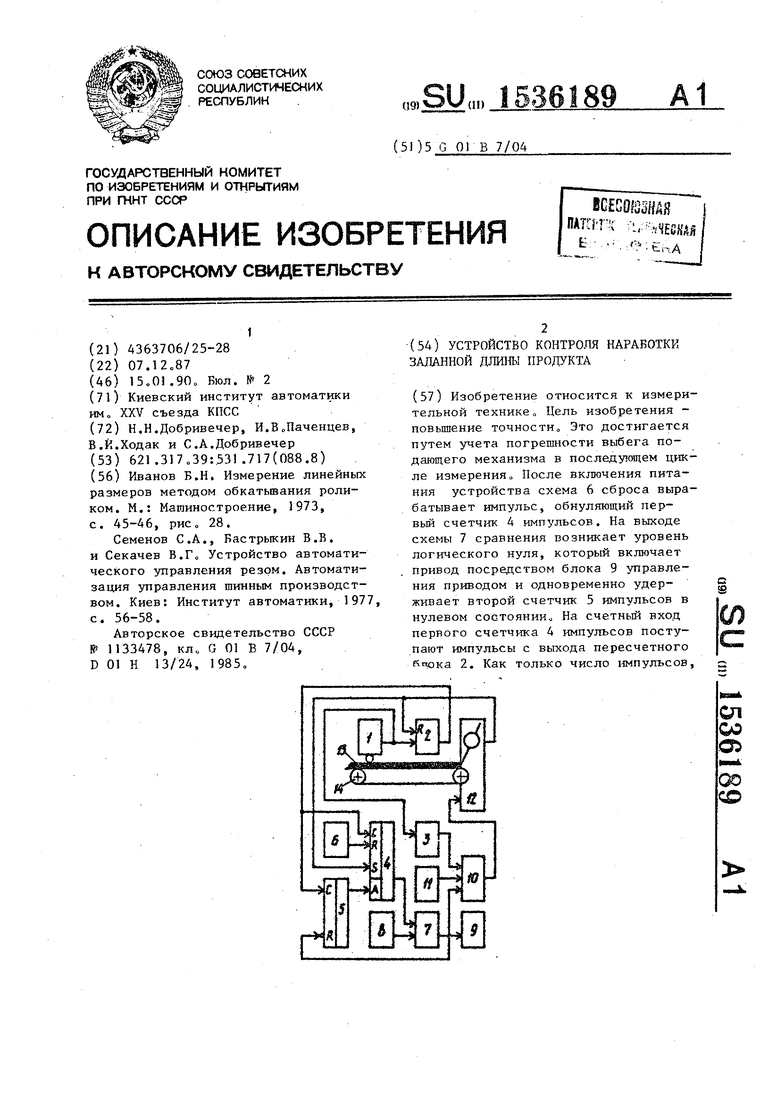
| Иванов Б.Н | |||
| Измерение линейных размеров методом обкатывания роликом | |||
| М.: Машиностроение, 1973, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Семенов С.А., Бастрьгкин В.В | |||
| и Секачев В.Г„ Устройство автоматического управления резом | |||
| Автоматизация управления тинным производством | |||
| Киев: Институт автоматики, 1977, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Устройство контроля наработки заданной длины продукта | 1983 |
|
SU1133478A1 |
