Изобретение относится к технике нанесения покрытия на поверхности изделий и может быть использовано в устройствах для нанесения полимерных, масляных и т. п. текучих веществ на изделия удлиненной формы, например на ручки слесарно-монтажно- го инструмента, на предприятиях инструментальной и других отраслей промышленности.
Цель изобретения - улучшение качества покрытия путем сохранения осевого вращения изделий до и после выхода из ванны.
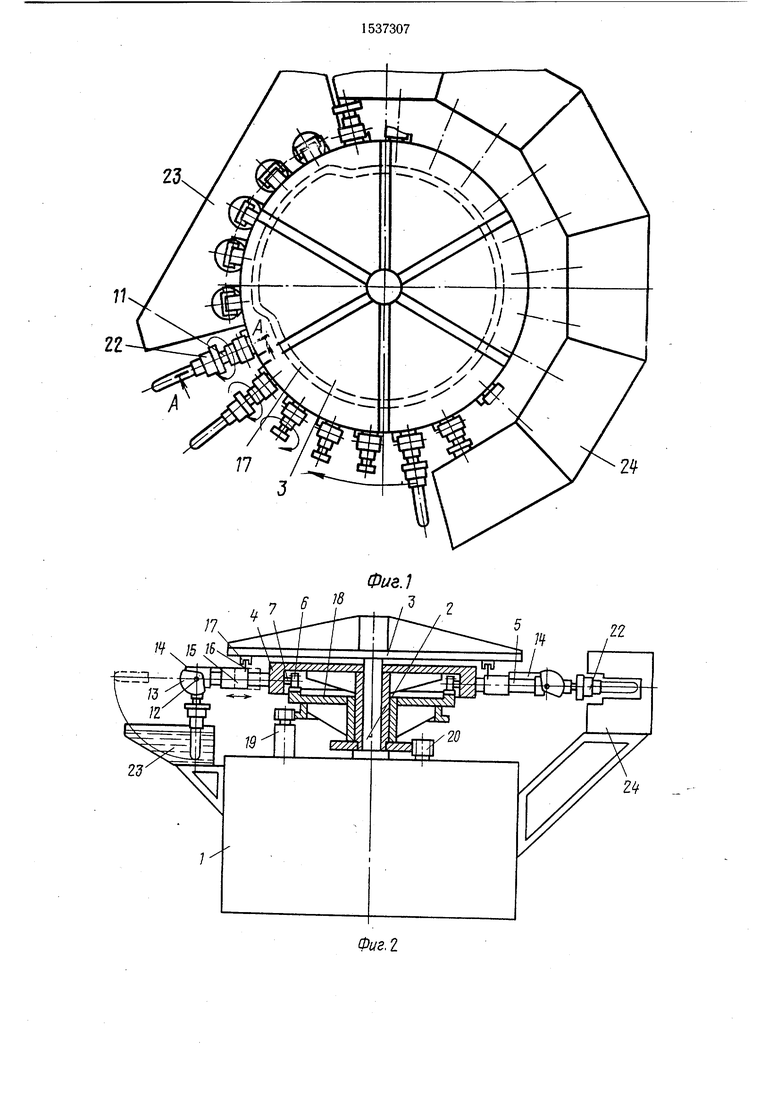
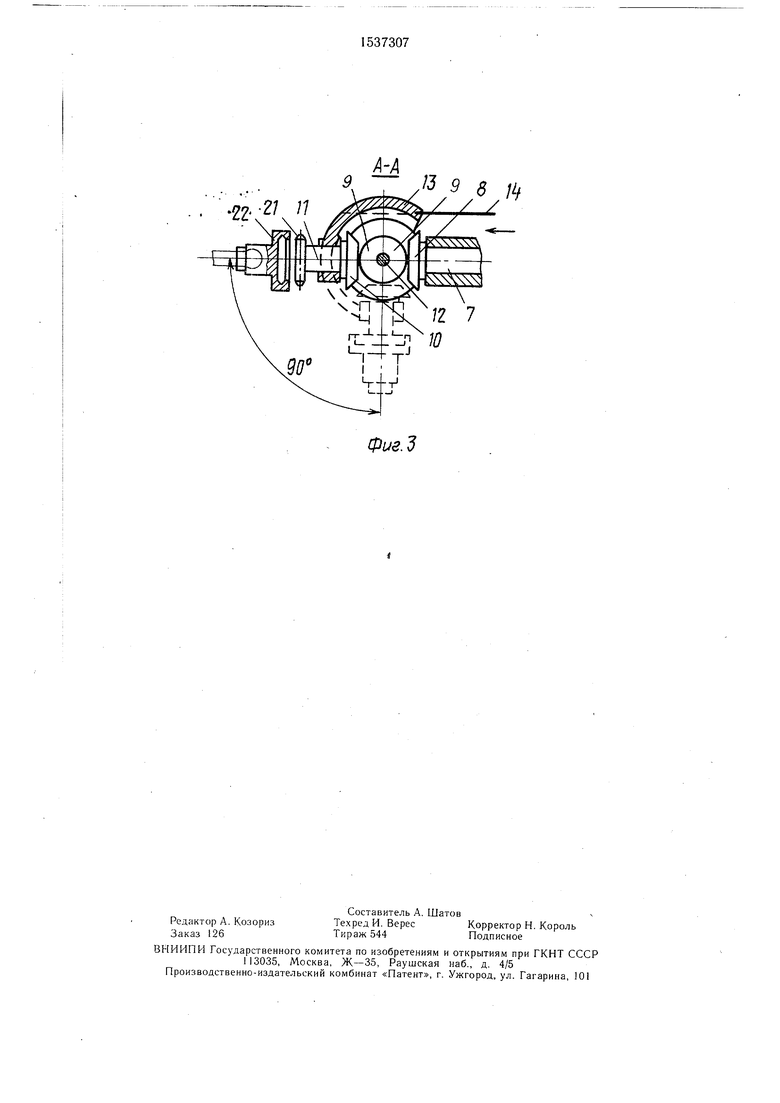
На фиг. 1 представлена установка для нанесения покрытия, вид в плане; на фиг. 2 - то же, вид сбоку; на фиг. 3 - сечение А-А на фиг. 1.
Устройство для нанесения покрытий методом окунания состоит из основания 1, в котором жестко закреплен-а ось 2 с неподвижной плитой 3. На оси 2 установлен подвижный орган - планшайба 4 с зажатыми в ней носителями изделий в виде шпинделей 5.
Каждый из шпинделей 5 содержит шестерню 6, предназначенную для сообщения осевого вращения изделию через поворотный вал 7, блок взаимосвязанных конических шестерен 8-10 (фиг. 3) головке-держателю 11. причем центральная шестерня 9 установлена на оси 12, закрепленной перпендикулярно оси поворотного вала 7.
С целью погружения изделий в окрасочный материал головка-держатель 11 выполнена с возможностью качания (поворота) на угол 90° вокруг оси 12, для чего ее корпус 13 с одной стороны подвижно связан тягой 14 с ползуном 15, на котором установлен направляющий элемент - палец 16, взаимодействующий с копиром 17 в виде канавки, выполненной на внутренней поверхности неподвижной плиты 3 вдоль трассы движения изделий, и имеет изгибы в местах входа и выхода из ванны (фиг. 1). С другой стороны, в корпусе 13 головки- держателя 11 свободно установлена крайсл
со
со
няя коническая шестерня 10, находящаяся в постоянном зацеплении с центральной шестерней 9 блока Другая крайняя шестерня 8 блока жестко установлена на поворотном валу 7
Для обеспечения осевого вращения головок-держателей 11 как в горизонтальном, так и в вертикальном положении все шестерни 6 шпинделей 5 находятся в постоянном зацеплении с общим зубчатым колесом 18, установленным на оси 2 и связанным с приводом 19 Привод планшайбы 4 осуществляется от самостоятельного привода 20 На головке-держателе 11 выполнена обойма с шариками 21 для закрепления спутника 22 с изделиями. На основании 1 с помощью кронштейнов установлена ванна 23 с окрасочным материалом и сушильная камера 24
Установка работает следующим образом.
При одновременной работе двух приводов 19 и 20 происходят непрерывное движение по кругу планшайбы 4 со шпинделями 5, несущими изделия, и осевое вращение поворотных валов 7 с головками- держателями 11. Скорость вращения планшайбы 4 выбирается так, что позволяет устанавливать спутники 22 с изделиями без остановки планшайбы 4 в зоне загруз- ки-вьпрузки, находящейся перед ванной 23, после чего спутник 22 с изделием начинает вращаться вокруг своей оси в горизонтальном положении.
Перемещаясь по окружности (фиг. 1), спутник 22 оказывается в зоне ванны 23, при этом ползун 15, взаимодействующий через палец 16 с копиром 17, благодаря изгиб профиля при входе в зону ванны перемещается поступательно влево (фиг. 3) и через связанную с ним тягу 14 поворачивает своим корпусом 13 головку-держатель 11 против часовой стрелки на угол 90°, окуная изделия в окрасочный материал. При этом крайняя коническая шестерня 10 обкатывается по центральной шестерне 9, сохраняя зацепление, а головка-держатель продолжает осевое вращение благодаря кинематической связи блока конических шестерен 8-10 с поворотным валом 7.
Пройдя в таком положении всю ванну 23, головка-держатель 11 со спутником 22 благодаря изгибу в профиле копира 17 поворачивается по часовой стрелке в горизонтальное положение и, вращаясь, входит в синильную камеру 24.
Пройдя ее, спутник 22 с изделием оказывается в зоне загрузки-выгрузки и снимается со шпинделя 5. Затем на шпиндели 5 надеваются новые спутники 22 с зажатыми в них непокрытыми изделиями, для ко0
торых цикл обработки повторяется снова, без остановки оборудования.
Выполнение в установке держателей изделий в виде вращающихся шпинделей при нахождении их в окрасочной ванне препятствует образованию на покрываемых поверхностях различных пузырьков, неровностей и т. д., а при выходе из ванны и повороте в горизонтальное положение - препятствует образованию подтеков, капель на концах и способствует равномерному распределению слоя покрытия, обеспечивая требуемую толщину, тем самым улучшаются качество и внешний вид изделий.
Непрерывность цикла нанесения покрытия значительно повышает производительность труда Установку предложенной конструкции можно использовать в технологических линиях в комплексе с конвейером и устройством загрузки-выгрузки для покрытия различных изделий
Применение предлагаемой установки позволит сократить численность рабочих, занятых на операциях обдирки и полирования с тяжелыми и вредными условиями труда.
5 Кроме того, улучшается товарный вид и значительно сокращается трудоемкость их изготовления
Формула изобретения
0 Установка для нанесения покрытия ме- тодом окунания, содержащая основание со смонтированными на нем ванной, подвижным органом с поворотным валом, на котором закреплены носители изделий, шестерня, связанная с приводом через зубчатое зацеп5 ление, и направляющий элемент, взаимодействующий с копиром, расположенным на неподвижной части основания, отличающаяся тем, что, с целью улучшения качества покрытия путем сохранения осевого врашеQ ния изделий до и после выхода из ванны, установка снабжена дополнительными поворотными валами для каждого изделия, поворотный вал для каждого изделия снабжен головкой-держателем с блоком взаимосвязанных конических шестерен, установлен5 ной с возможностью качания, центральная из блока конических шестерен установлена на оси, перпендикулярной оси псворотного вала, одна крайняя шестерня жестко связана с ним, а другая подвижно соединена с головкой-держателем, связанной, в свою
® очередь, с направляющим элементом посредством тяги и ползуна, при этом подвижный орган выполнен в виде планшайбы, имеющей самостоятельный привод вращения и гнезда для установки поворотных валов.
23.
24
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для нанесения покрытия на изделия методом окунания | 1981 |
|
SU939119A1 |
| УСТАНОВКА ДЛЯ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2188751C2 |
| Приспособление для навивки пружин к токарному станку | 1988 |
|
SU1639849A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1991 |
|
RU2023538C1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| Труборезная головка | 1984 |
|
SU1211002A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Револьверная головка | 1990 |
|
SU1787697A1 |
| СПОСОБ ГАЛЬВАНО-МЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2333298C2 |
Изобретение относится к технике нанесения покрытия на поверхности изделий методом окунания. Цель - улучшение качества покрытия путем сохранения осевого вращения изделий до и после выхода из ванны. Для этого установка снабжена дополнительными поворотными валами для каждого изделия. Поворотный вал для каждого изделия снабжен головкой-держателем с блоком взаимосвязанных конических шестерен, установленной с возможностью качания. Центральная из блока конических шестерен установлена на оси, перпендикулярной оси поворотного вала. Одна крайняя шестерня жестко связана с ним, а другая подвижно соединена с головкой-держателем, связанной, в свою очередь, с направляющим элементом посредством тяги и ползуна. При этом подвижный орган выполнен в виде планшайбы, имеющей самостоятельный привод вращения и гнезда для установки поворотных валов. 3 ил.
/7 /К /5 «Об
Фиг.1
22
2
..2/ /7
А-А
9 Я 9 $ Щ / / /
Фие.З
| Устройство для нанесения покрытия на изделиях методом окунания | 1974 |
|
SU542565A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для нанесения покрытий на изделия погружением | 1981 |
|
SU954109A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
