Изобретение относится к литейному производству, в частности к технологии получения отливок из алюминиевых сплавов в металлических формах.
Цель изобретения - повышение физико- механических свойств поверхностных слоев отливок и металлических форм.
Указанная цель достигается тем, что в способе получения отливок из алюминиевых сплавов в металлических формах, включающем нанесение на поверхность металлической формы покрытия из термореактивного вещества, заливку алюминиевого сплава и извлечение отливки, заливку алюминиевого сплава осуществляют .при 690-900°С, а в качестве термореактивного вещества используют карба ми дно-фор мал ьдегидные смолы.
Пример. Получение отливок из алюминиевых сплавов в металлических формах осуществляют следующим образом.
На подогретую поверхность металлической формы перед заполнением ее жидким расплавом пульверизатором наносят карба- мидно-формальдегидную смолу, например смолу УКС, после чего заливается алюминиевый расплав с температурой 690-900°С.
Сущность процесса заключается в диффузионном насыщении поверхностных слоев отливки и металлической формы азотом. Образующийся углерод остается на форме, выполняя функции защитного покрытия.
При 480-600°С содержащийся в смоле карбамид разлагается по реакции: CO(NH2)2- CO+2N + 2H2 и 2СО- С+СО2.
Атомарный азот и углерод дифундируют в поверхностные слои металла и образуют нитриды и карбиды, повышая тем самым твердость, износостойкость и теплостойкость поверхностных слоев.
Самостоятельное выделение нитрида алюминия AtN возможно только при содержании в сплавах значительного количества алюминия.
Образовавшийся на поверхности алюминиевых отливок придает последним повышенную жаропрочность.
Выделение азота при разложении кар- бамидных смол не оказывает отрицательного воздействия на отливки из цветных сплавов с точки зрения образования пористости в отличие от стального литья, при котором образуется ситовидная пористость.
(Л
ел
00
J
СЭ
о
Јь
В то же время в процессе температурного воздействия расплава на металлические формы, на ее поверхности протекает процесс карбонитрации с образованием диффузионных слоев толщиной до 0,01 -
0,02 мм, что обеспечивает повышение стойкости форм в 3 и более раз.
Основные свойства смолы УКС приведены
в табл. 1.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Способ обработки алюминиевых сплавов | 1981 |
|
SU1014949A1 |
| Смесь для изготовления литейных стержней | 1984 |
|
SU1252014A1 |
| Способ модифицирования и легирования отливок при литье по газифицируемым моделям | 2017 |
|
RU2675675C1 |
| Способ литья под газовым давлением | 1983 |
|
SU1118475A1 |
| Способ получения отливок из алюминиевых сплавов | 1987 |
|
SU1556812A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ОТЛИВОК С ПРИМЕНЕНИЕМ САМОТВЕРДЕЮЩИХ СМЕСЕЙ С ПОСЛЕДУЮЩИМ УПЛОТНЕНИЕМ НАПОЛНИТЕЛЬНЫМ СОСТАВОМ | 2007 |
|
RU2374030C2 |
| Способ изготовления моделей и стержней из термореактивных и термопластичных смесей | 1983 |
|
SU1163964A1 |
| ХОЛОДНОТВЕРДЕЮЩАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ | 2014 |
|
RU2576289C1 |
Изобретение относится к литейному производству, в частности к технологии получения отливок из алюминиевых сплавов в металлических формах. Цель - повышение физикомеханических свойств поверхностных слоев отливок и металлических форм. В способе, включающем нанесение на поверхность форм покрытия из термореактивного вещества, заливку алюминиевого сплава и извлечение отливки, заливку алюминиевого сплава осущесвтляют при температуре 690...900°С, а в качестве термореактивного вещества используют карбамидноформальдегидную смолу, например УКС. Реализация изобретения также повышает стойкость металлической оснастки.
Показатели
Вязкость по ВЗ-4В, с Сухой остаток, % Содержание свободного формальдегида , %
Водородный показатель, рН Плотность, г/см3 Срок хранения, мес Стоимость 1 т смолы, руб
Отливки из алюминиевого сплава АЛ-2 получают на машине литья с противодавлением. Рафинирование сплава проводят гексахлорэтаном с последующим модифицированием его комплексным модификатором из смеси хлористых и фтористых солей калия и натрия. Температура заливаемого расплава и фтористых солей калия и натрия. Температура заливаемого расплава в пресс- формы 700°С.
На пресс-форму, нагретую в процессе заполнения ее расплавом до температуры 170-280°С, наносят пульверизатором кар- бамидную смолу, которая содержит -в своем составе до 20% азота и легко затвердевает при нагреве.
В качестве материалов пресс-форм используется сталь.
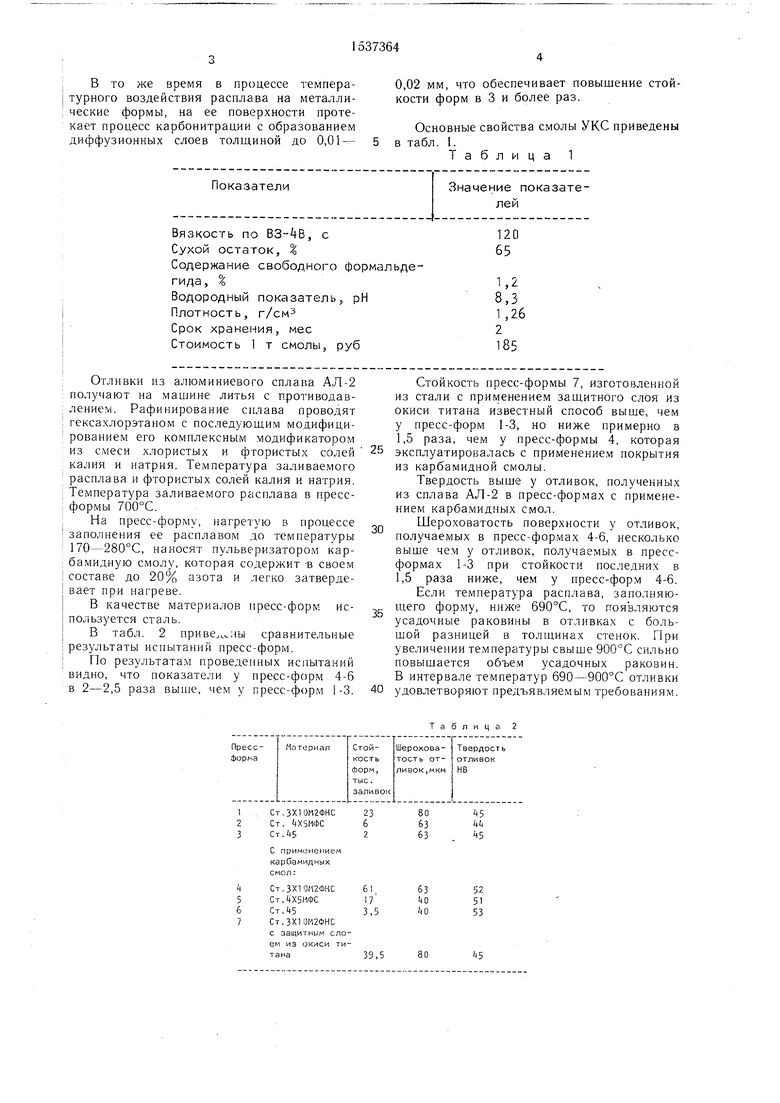
В табл. 2 приветны сравнительные результаты испытаний пресс-форм.
По результатам проведенных испытаний видно, что показатели у пресс-форм 4-6 в 2-2,5 раза выше, чем у пресс-форм 1-3.
Значение показателей
120 65
1,2 8,3 1,26
г
185
5
0
5
0
Стойкость пресс-формы 7, изготовленной из стали с применением защитного слоя из окиси титана известный способ выше, чем у пресс-форм 1-3, но ниже примерно в 1,5 раза, чем у пресс-формы 4, которая эксплуатировалась с применением покрытия из карбамидной смолы.
Твердость выше у отливок, полученных из сплава АЛ-2 в пресс-формах с применением карбамидных смол.
Шероховатость поверхности у отливок, получаемых в пресс-формах 4-6, несколько выше чем у отливок, получаемых в пресс- формах 1-3 при стойкости последних в 1,5 раза ниже, чем у пресс-форм 4-6.
Если температура расплава, заполняющего форму, ниже 690°С, то появляются усадочные раковины в отливках с большой разницей в толщинах стенок. При увеличении температуры свыше 900°С сильно повышается объем усадочных раковин. В интервале температур 690-900°С отливки удовлетворяют предъявляемым требованиям.
Т а
Л И Ц 3
52 5 53
1537364
56
Формула изобретениятем, что, с целью повышения физико-мехаСпособ получения отливок из алюминие-нических свойств поверхностных слоев отвых сплавов в металлических формах,вклю-ливок и металлических форм, заливку алючающий нанесение на поверхность ме-миниевого сплава осуществляют при 690-
таллической формы покрытия из термореак-5 900°С, а в качестве термореактивного ветивного вещества, заливку алюминиевогощества используют карбамидно-формальдесплава и извлечение отливки, отличающийсягидные смолы.
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
