на призму 22 (фиг.2,6). Своей поверх- 50 смежную секцию гребенок транспортеностью деталь 23 включает датчик 34 и в случае наличия свободного места на гребенках, о чем сигнализирует датчик 35, от программируемого контроллера (не показан) поступает сиг - нал на электропривод для включения электродвигателя привода стола 10,
Поворачиваясь но часовой стрелке, копирный палец 26 в начале поворота
ра 3,
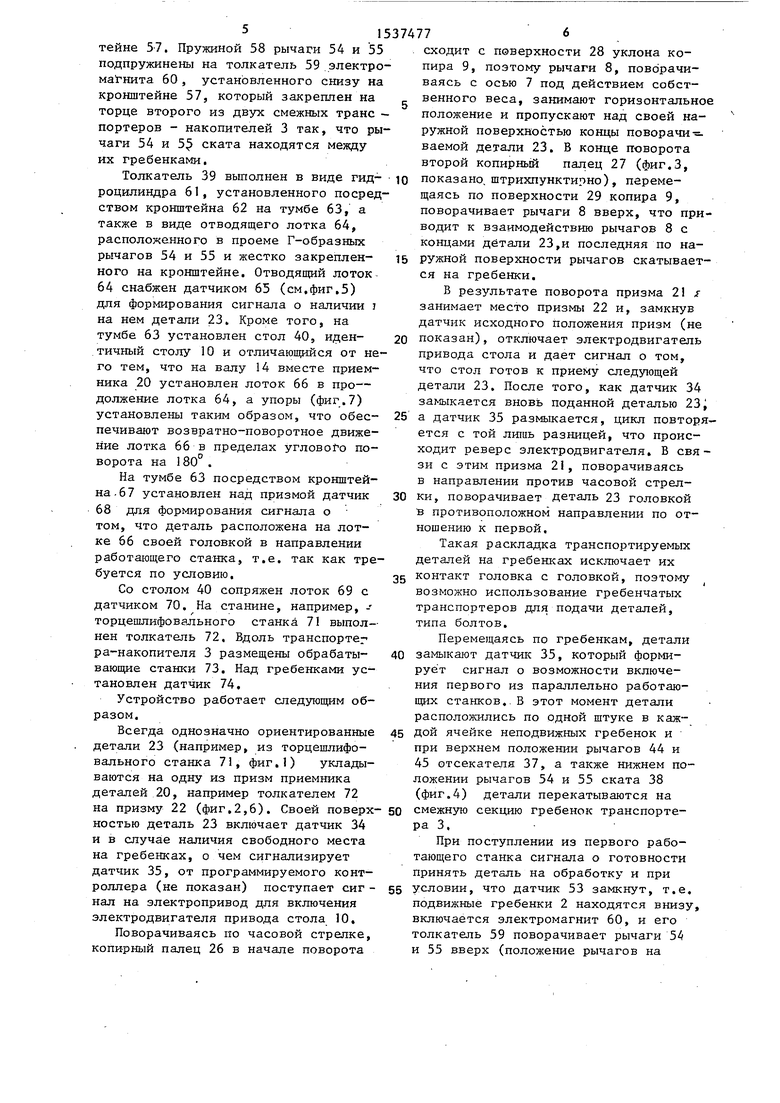
При поступлении из первого работающего станка сигнала о готовности принять деталь на обработку и при УСЛОВИИ, что датчик 53 замкнут, т.е. подвижные гребенки 2 находятся внизу, включается электромагнит 60, и его толкатель 59 поворачивает рычаги 54 и 55 вверх (положение рычагов на
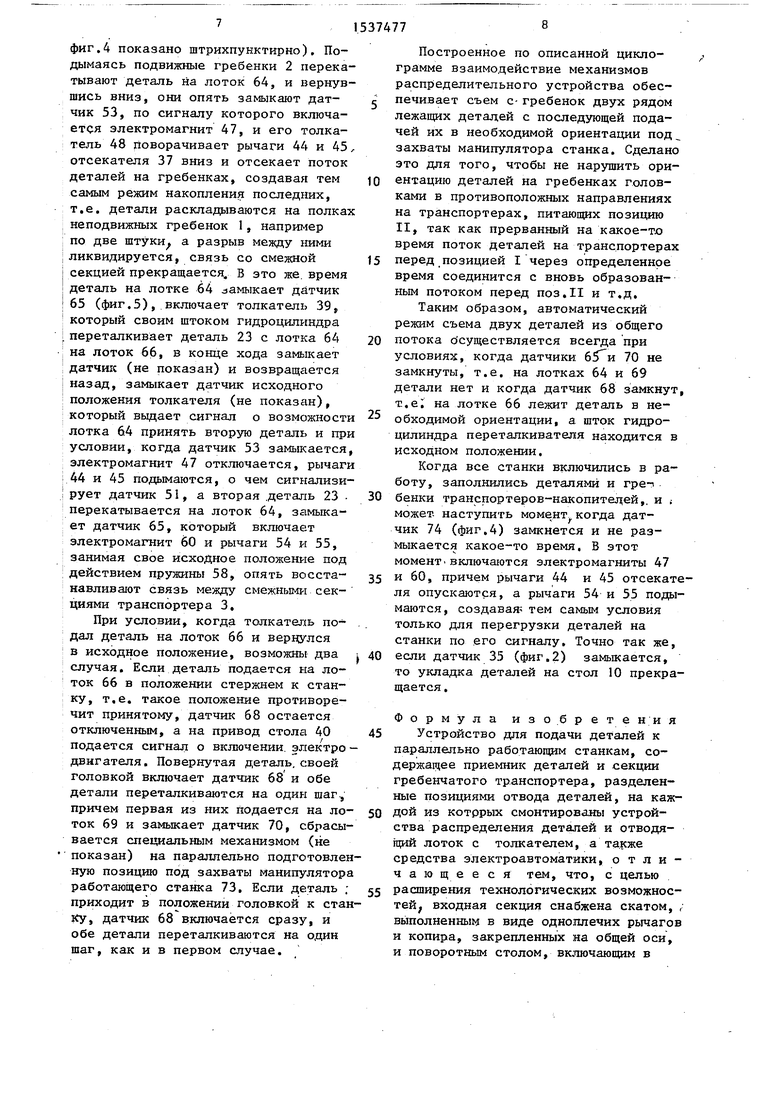
иг.4 показано штрихпунктирно). Поымаясь подвижные гребенки 2 перекаывают деталь на лоток 64, и вернувись вниз, они опять замыкают дат- с чик 53, по сигналу которого включается электромагнит 47, и его толкатель 48 поворачивает рычаги 44 и 45, отсекателя 37 вниз и отсекает поток еталей на гребенках, создавая тем JQ самым режим накопления последних, т.е. детали раскладываются на полках неподвижных гребенок 1, например по две штук а разрыв между ними иквидируется, связь со смежной 15 секцией прекращается. В это же время деталь на лотке 64 замыкает датчик 65 (фиг.5), включает толкатель 39, который своим штоком гидроцилиндра
переталкивает деталь 23 с лотка 64 20 на лоток 66, в конце хода замыкает датчик (не показан) и возвращается назад, замыкает датчик исходного положения толкателя (не показан), который выдает сигнал о возможности 25 лотка 64 принять вторую деталь и при условии, когда датчик 53 замыкается, электромагнит 47 отключается, рычаги 44 и 45 подымаются, о чем сигнализирует датчик 51, а вторая деталь 23 30 перекатывается на лоток 64, замыкает датчик 65, который включает электромагнит 60 и рычаги 54 и 55, занимая свое исходное положение под действием пружины 58, опять восста- 35 навливают связь между смежными секциями транспортера 3.
При условии, когда толкатель подал деталь на лоток 66 я вернулся в исходное положение, возможны два 40 случая. Если деталь подается на лоток 66 в положении стержнем к станку, т.е. такое положение противоречит принятому, датчик 68 остается отключенным, а на привод стола 40 45 подается сигнал о включении электро - двигателя. Повернутая деталь, своей головкой включает датчик 68 и обе детали переталкиваются на один шаг, причем первая из них подается на ло- 50 ток 69 и замыкает датчик 70, сбрасывается специальным механизмом (не
показан) на параллельно подготовленную позицию под захваты манипулятора работающего станка 73. Если деталь ; $5 приходит в положении головкой к станку, датчик 68 включается сразу, и обе детали переталкиваются на один шаг, как и в первом случае.
Построенное по описанной цикло- грамме взаимодействие механизмов распределительного устройства обеспечивает съем с-гребенок двух рядом лежащих деталей с последующей подачей их в необходимой ориентации под захваты манипулятора станка. Сделано это для того, чтобы не нарушить ориентацию деталей на гребенках головками в противоположных направлениях на транспортерах, питающих позицию II, так как прерванный на какое-то время поток деталей на транспортерах перед позицией I через определенное время соединится с вновь образованным потоком перед поз.II и т.д.
Таким образом, автоматический режим съема двух деталей из общего потока (Осуществляется всегда при условиях, когда датчики 70 не замкнуты, т.е. на лотках 64 и 69 детали нет и когда датчик 68 замкнут т.е; на лотке 66 лежит деталь в необходимой ориентации, а шток гидроцилиндра переталкивателя находится в исходном положении.
Когда все станки включились в работу, заполнились деталями и rpe-i бенки транспортеров-накопителей, и , может наступить момент когда датчик 74 (фиг.4) замкнется и не размыкается какое-то время. В этот момент.включаются электромагниты 47 и 60, причем рычаги 44 и 45 отсекатля опускаются, а рычаги 54 и 55 подымаются, создавая тем самым условия только для перегрузки деталей на станки по его сигналу. Точно так же, если датчик 35 (фиг.2) замыкается, то укладка деталей на стол 10 прекращается .
Формула изобретения
Устройство для подачи деталей к параллельно работающим станкам, содержащее приемник деталей и секции гребенчатого транспортера, разделенные позициями отвода деталей, на каждой из которых смонтированы устройства распределения деталей и отводящий лоток с толкателем, а также средства электроавтоматики, отличающееся тем, что, с целью расширения технологических возможностей, входная секция снабжена скатом, выполненным в виде одноплечих рычаго и копира, закрепленных на общей оси, и поворотным столом, включающим в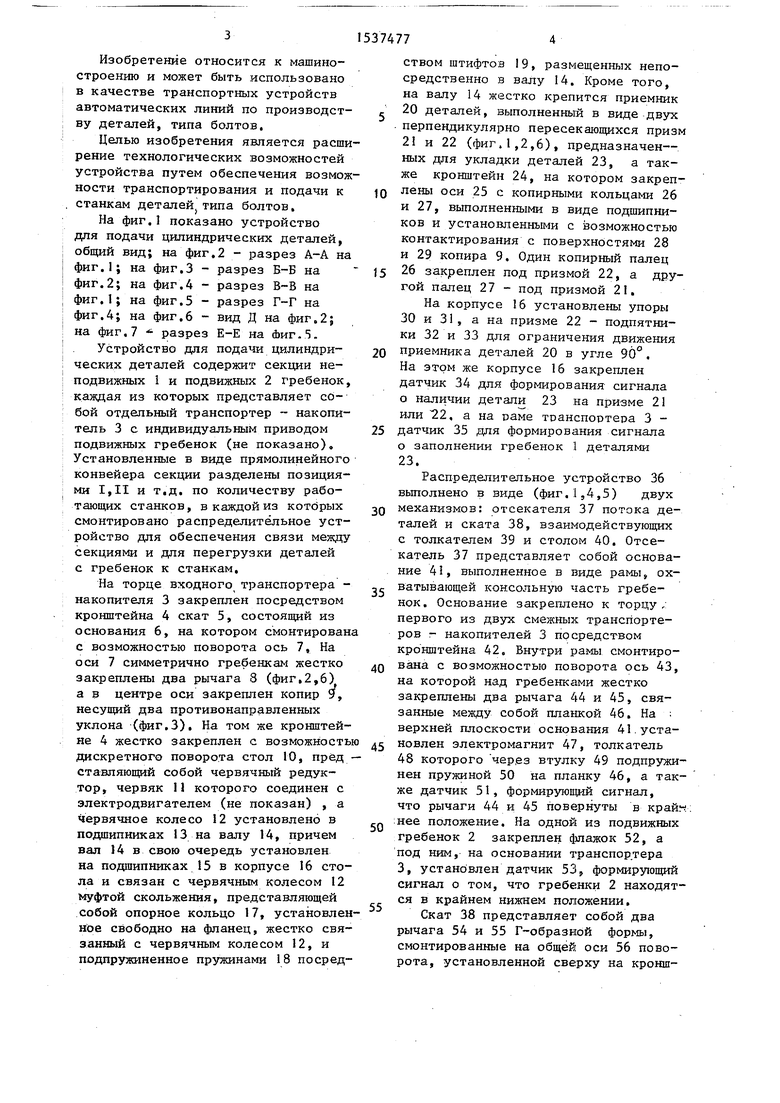
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортная система автоматической линии | 1980 |
|
SU982871A1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| Устройство для упаковки изделий в тару | 1978 |
|
SU766969A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Устройство для укладки в тару штучных изделий | 1973 |
|
SU526546A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| Торцеобрабатывающий автомат | 1981 |
|
SU986713A2 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |


Изобретение относится к области машиностроения и может быть использовано в качестве транспортных устройств автоматических линий по производству деталей типа болтов. Изобретение расширяет технологические возможности устройства за счет подачи деталей типа болтов в режиме гибкой связи со станками. Устройство представляет собой секционный гребенчатый транспортер с лотками для отвода деталей. Предварительно ориентированная деталь 23 толкателем перемещается в призму приемника 20, который закреплен на поворотном столе 10. Поворотом стола на 90° деталь 23 переориентируется и по рычагам 8 скатывается на гребенчатый транспортер. Далее толкателем очередная деталь перемещается во вторую призму приемника 20. Призмы последнего расположены под углом 90°. Поворотом стола на 90° очередная деталь переориентируется и по рычагам 8 скатывается на гребенчатый транспортер. Такая раскладка деталей на гребенках исключает их контакт головка с головкой. Гребенчатым транспортером через соответствующие лотки детали 23 доставляются к станкам линии. 7 ил.
50
ФиеЬ
k
7 8адй
Фиг 6
Составитель Е.Марков Редактор Н.Гунько Техред М.Дидык Корректор О.Ципле
Заказ 135
Тираж 659
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
S3
®ue5
JLЈ
Фие7
Подписное
| Устройство для подачи деталей к параллельно-работающим станкам | 1972 |
|
SU443742A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
