.1
Изобретение относится к транспортным устройствам автоматических линий и предназначено для подачи деталей к нескольким параллельно работающим станкам.
Известны устройства для подачи деталей к нескольким параллельно работающим станкам, представляющее собой секции шагового транспортера, разделенные позициями отвода деталей.
Предлагаемое устройство отличается тем, что, с целью обеспечения гибкой связи между транспортером и станками на позиции отвода Деталей смонтировано распределительное устройство, выполненное в виде возвратно-поступательно перемещающейся траверсы с призмой, кинематически связанной с храповым механизмом и отсекателем, положение которого относительно последовательно поступающих деталей задается настройкой храпового механизма.
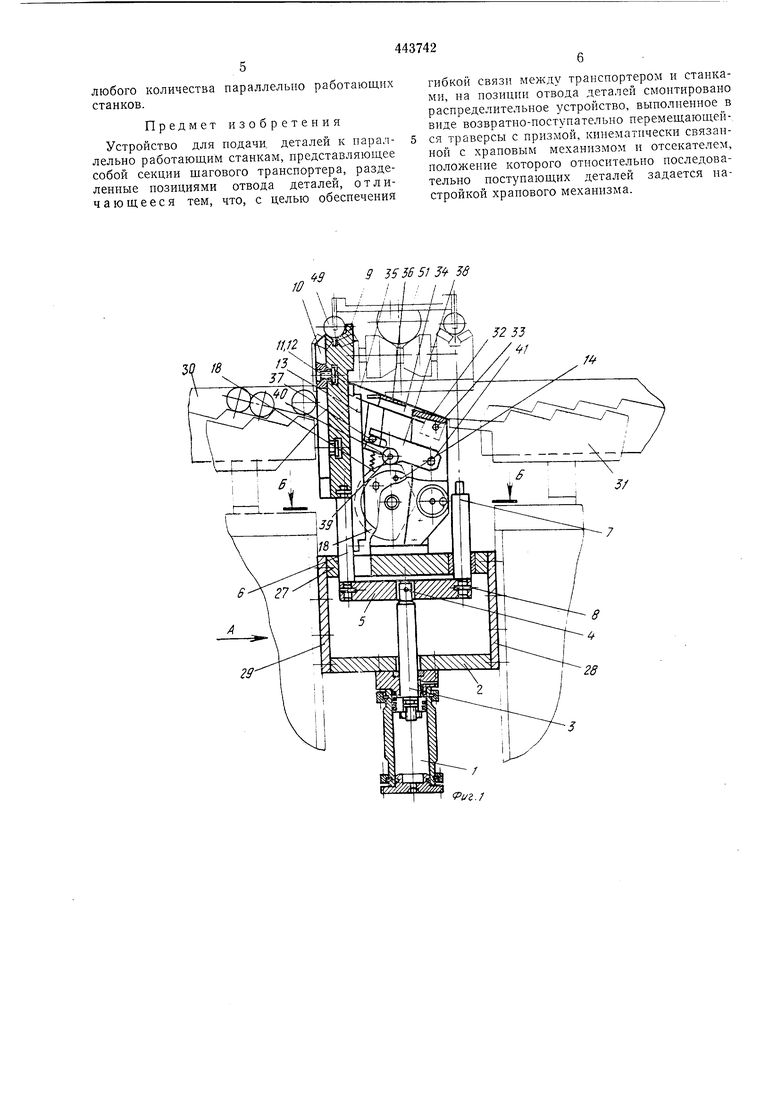
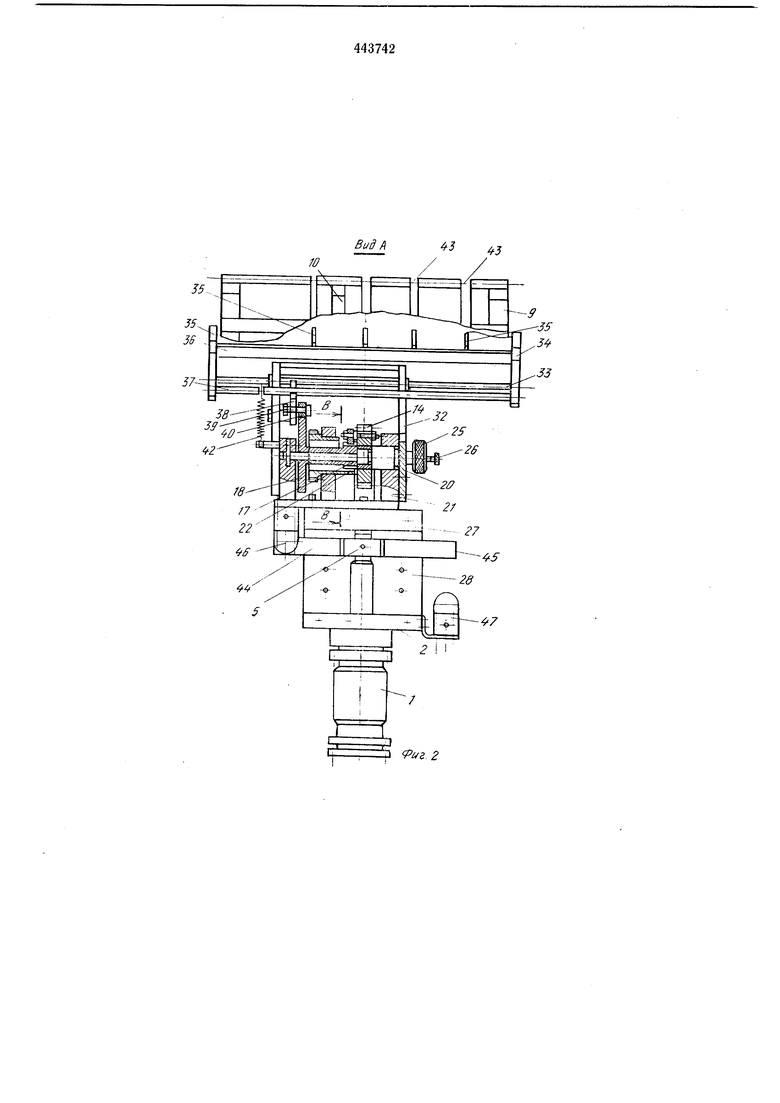
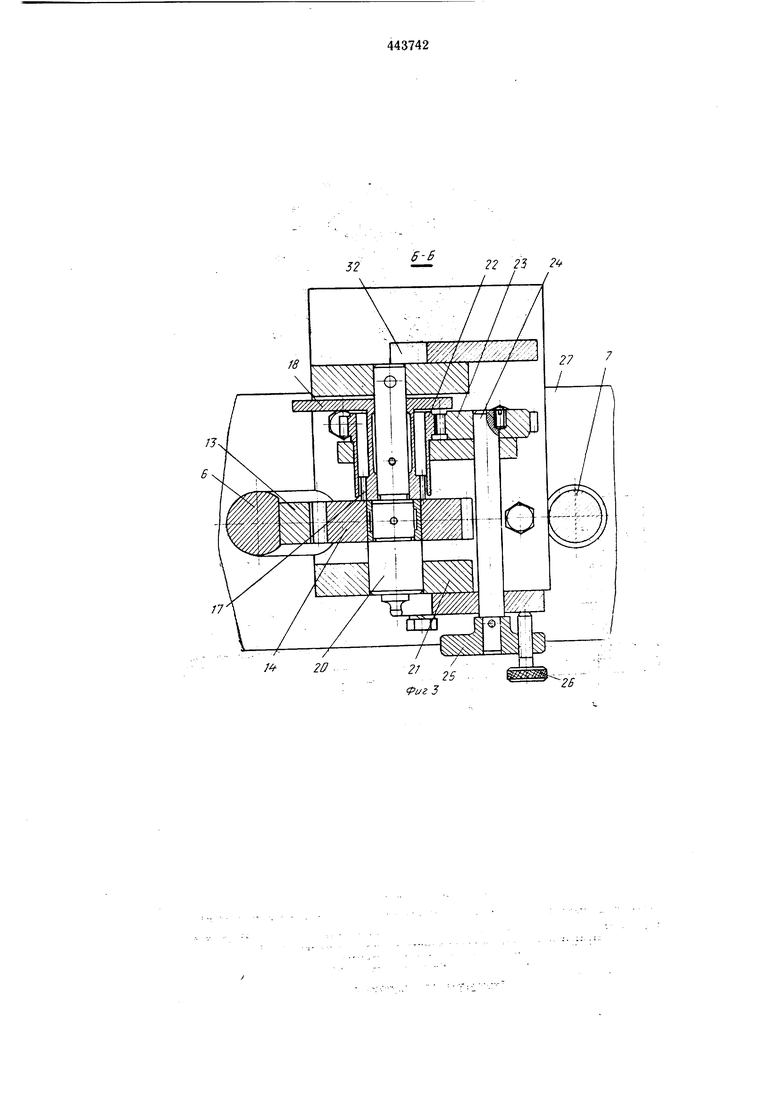
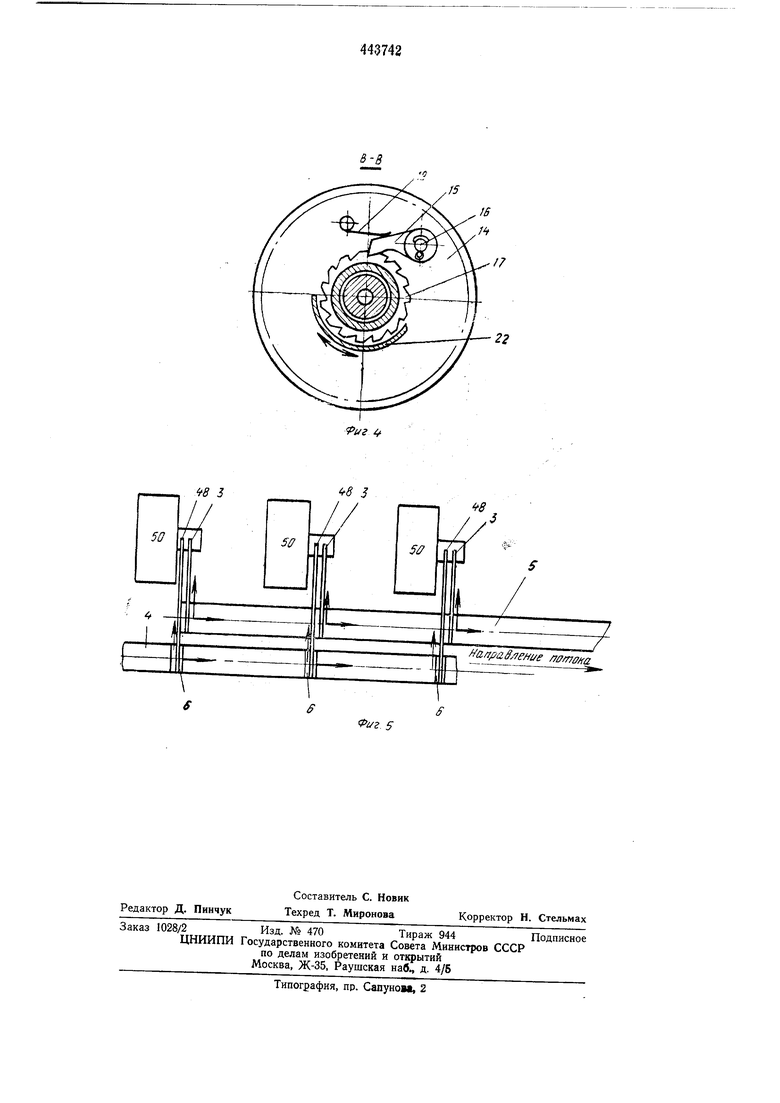
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид по стрел ке А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 2; на фиг. 5 - схема автоматической лиНИИ с тремя параллельно работающими стайками.
Устройство состоит из секций шагового транспортера, соединенных распределительным устройством, которое содержит гидроцилиндр 1, прикрепленный к перекладине 2, щток 3 гидроцилиндра, шарнирно связанный при помощи пальца 4 с траверсой 5, несущей на себе скалки 6 и 7.
Скалки жестко закреплены в траверсе 5 и зафиксированы в ней штифтами 8. На скалке 6 закреплена призма 9, имеющая Т-образные пазы и несущая на себе планку 10, которая крепится к призме 9 винтами 11 с сухарями 12. К призме 9 и скалке 6 крепится рейка 13, находящаяся в зацеплении с шестерней 14, несущей на себе собачку 15 с осью 16 (фиг. 4). Ось 16 закреплена в шестерне 14. Собачка 15 свободно поворачивается на оси 16 и находится в зацеплении с храповым колесом 17, выполненным заодно с кулачком 18. Собачка 15 поджимается к зубьям храпового колеса 17 пружиной 19. Шестерня 14 и храповое колесо 17 с кулачком 18 могут вращаться на оси 20, неподвижно закреплепной в опоре 21. В расточке опоры 21 помещена шестерня-упор 22, находящаяся в зацеплении с шестерней 23, закрепленной на оси 24. На оси 24 закреплен маховичок 25 с фиксатором 26. Опора 21 крепится к плите 27. Плита 27 и перекладина 2 соединены стенками 28 и 29, имеющими отверстия для крепления делителя распределительного устройства к секциям 30 или 31 транспортера.
К опоре 21 крепится кронштейн 32, имеющий П-образную форму. В кронштейне свободно враш,ается ось 33, на которую онирается отсекатель 34. Отсекатель представляет собой набор пластин 35, жестко соединенных между собой пластиной 36 и круглой осью 37. Ось 37 находится в ностоянном заценлении с вилкой 38, которая носредством оси 39 и ролика 40 опирается на кулачок 18. Вилка 38 может враш,аться вокруг оси 41, закрепленной в кронштейне 32. Вилка 38 через ось 37 постоянно поджимается к кулачку 18 посредством пружины растяжения 42. Концы пластин 35 отсекателя 34 при вертикальном перемещении призмы 9 входят в прорези 43, выполненные в призме 9. К траверсе 5 прикреплены два лепестка 44 и 45, входящие в пазы бесконтактных выключателей 46 и 47 и выдаЕощие команды в крайних положениях траверсы 5.
Устройство изображено в крайнем поднятом положении траверсы 5.
Работает устройство следующим образом.
Когда призма находится в крайнем нижнем положении (на фиг. 1 это положение изображено пунктиром) в нее с секции 30 транспортера подается деталь. При этом срабатывает датчик наличия детали, установленный на секции 30, и щток 3 гидроцилиндра 1 осуществляет подъем траверсы 5 и связанной с ней через скалку 6 призмы 9. При движении призмы вверх деталь встречает на своем пути пластины 35 отсекателя 34 и заставляет их поворачиваться вокруг оси 33 по часовой стрелке до тех пор, пока они не выйдут из зацепления с деталью. При этом призма 9, продолжая подъем, выносит деталь на ось лотка 48 деталей 49, а отсекатель 34, вращаясь вокруг оси 33 против часовой стрелки, возвращается в исходное положение под действием пружины растяжения 42. Поворот отсекателя против часовой стрелки ограничивается кулачком 18, на который он опирается посредством оси 37 и вилки 38 с роликом 40.
В том случае, если лоток 48 первого станка 50 не заполнен деталями (о чем сигнализирует датчик, установленный на лотке 48), последняя снимается с призмы 9 щтангой 51. В случае, если лоток 48 первого станка занолиен деталями, щтанга 51 не снимает деталь с призмы. В первом случае призма 9 возвращается в крайнее нижнее положение без детали, во втором случае - с ней.
Рассмотрим второй случай. Здесь может быть два варианта.
При первом варианте отсекатель 34 ноднят кулачком 18 в крайнее верхнее положение. В этом случае при движении призмы 9 вниз деталь останется на пластинах 35 отсекателя 34 и скатится на секцию 31 транспортера, которая нитает последующие параллельно работающие стайки.
При втором варианте отсекатель 34 опущен кулачком 17 в крайнее нижнее положение. В этом случае пластины 35 отсекателя 34
опустятся ниже детали, находящейся на призме 9, при крайнем нижнем положении призмы. Поэтому при движении призмы 9 вниз деталь не встречает на своем пути препятствия и опускается в исходное положение.
Таким образом, при первоначальном пуске автоматической линии заполнится вначале лоток 48 первого, параллельно работающего станка, затем второго и последующих до тех нор, пока не будут заполнены лотки всех параллельно работающих станков.
В автоматической линии, состоящей из трех параллельно работающих станков с уже заполненными лотками, дальнейшее распределение деталей происходит следующим образом: за время обработки предыдущей детали к из трех лотков 48 подается по одной детали. При этом распределительное устройство первого станка должно передать для последующих станков две детали и одну оставить для своего станка; раснределительное устройство второго станка должно передать для последующего станка одну деталь и одну оставить для своего станка; раснределительное устройство третьего станка не передает детали для последующих станков.
Такая взаимосвязь осуществляется следующим образом.
При ходе щтока 3 вверх движется связанная с ним через скалку 6 и призму 9 рейка 13, которая вращает шестерню 14. При этом вращается собачка 15 и находящееся с ней в зацеплении храповое колесо 17 с кулачком 18. При обратном ходе рейки 13 собачка 15 проскальзывает по зубьям храпового колеса 17, а колесо 17 и кулачок остаются неподвижными. Угол поворота кулачка регулируется с помощью щестерни-упора 22. Освободив фиксатор 26, маховичок 25, а следовательно, и находящиеся в зацеплении шестерни 22 и 23, вращают до тех пор, пока не будет установлен необходимый угол поворота храпового колеса 17 с кулачком 18 (см. фиг. 4). Такая настройка осуществляется один раз - при отладке автоматической линии. В результате настройки при одинаковом ходе потока 3 гидроцилиндра 1 можно получить разные углы поворота кулачка 18 за счет того, что собачка 15 выводится из зацепления с зубом храпового колеса 17 носредством регулируемого поворотного упора 22.
Угол поворота кулачка 18 регулируется так, чтобы отсекатель 34 находился в поднятом кулачком положении при первом, втором и третьем ходе щтока 3 вверх. В конце третьего хода вверх отсекатель 34 опускается ниже уровня детали в ее нижнем положении, что дает возможность оставить третью деталь на призме 9, не передавая ее для последующих станков. Две же детали передаются распределительным устройством первого станка для последующих станков. В конце четвертого хода штока 3 вверх кулачок 18 поворачивается и снова взводит отсекатель. Угол поворота кулачка 18 может быгь отрегулирован для
любого количества параллельно работающих станков.
Предмет изобретения
Устройство для подачи, деталей к параллельно работающим станкам, представляющее собой секции шагового транспортера, разделенные позициями отвода деталей, отличающееся тем, что, с целью обеспечения
гибкой связи между транспортером и станками, на позиции отвода деталей смонтировано распределительное устройство, выполненное в виде возвратно-поступательно перемещающейся траверсы с призмой, кинематически связанной с храповым механизмом и отсекателем, положение которого относительно последовательно поступающих деталей задается настройкой храпового мехагшзма.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU381497A1 |
| Многорезцовый станок с автоматизацией всего процесса работ | 1938 |
|
SU66613A1 |
| АВТООПЕРАТОР | 1971 |
|
SU305035A1 |
| Устройство для загрузки плоских изделий,преимущественно заготовок радиодеталей | 1985 |
|
SU1307619A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| Шаговый конвейер | 1978 |
|
SU749757A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Устройство для передачи деталей между конвейерами,расположенными на разных уровнях | 1980 |
|
SU1006344A1 |
| Шлифовальный станок | 1980 |
|
SU903082A1 |
5Q f8 9 355Б 51 5 в
35
Вид А
}
/4
6-Б
22 23 2 L L /
Фиг 3
/5
IB /
