В известной выпускной головке для шприцевых машин, формирующих ленту из резины, с применением съемного полого корпуса, дорн для получения ленты крепится на дорнодержателе посредством четырех крестовин. При прохождении резины через эти крестовины и поступлении на калибровочную шайбу уменьшается ее толш,ина, вследствие чего на готовых изделиях имеется недопрессовка.
Описываемая выпускная головка не имеет этих недостатков и по сравнению с известной ускоряет процесс регулирования толщины ленты. С этой целью внутри головки в приливе торцового фланца центрально установлен цилиндрический дорнодержатель с конусообразным хвостовиком, перед которым расположена калибровочная шайба, закрепляемая регулировочными винтами.
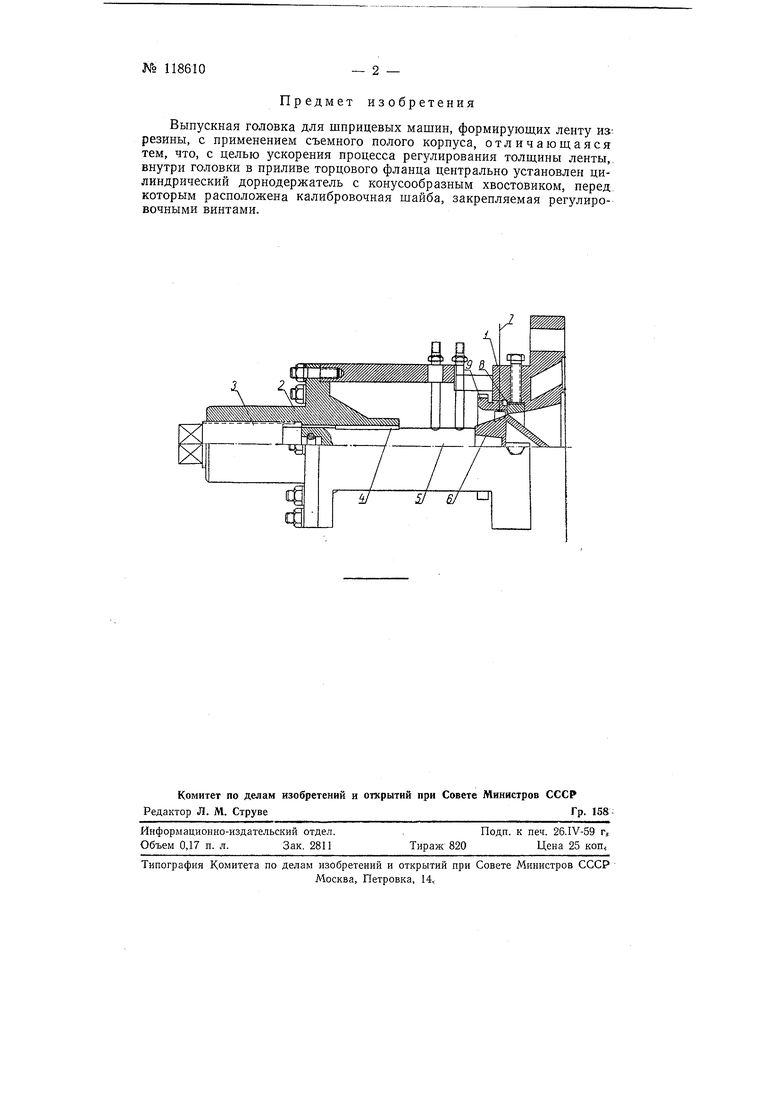
На чертеже изображена схема выпускной головки.
Стальной съемный полый цилиндрический корпус ./ выпускной головки крепится непосредственно на цилиндре шнрицмашины со стороны выхода червяка. На конце выпускной головки укреплен торцовый фланец 2, в который ввернут регулировочный винт 5. В приливе фланца 2 на продольной шпонке 4 установлен цилиндрический дорнодержатель 5, имеющий конусообразный хвостовик (дорн) с ножом 7. Перед конусообразным хвостовиком 6 в гнезде корпуса / расположена калибровочная шайба 8, закрепляемая зажимной гайкой 9.
Резиновая смесь, подаваемая червяком шприцмашины, проходит в зазор между калибровочной шайбой 8 и конусообразным хвостовиком 6 дорнодержателя 5 и выходит в виде трубы, которая разрезается на ленту ножом 7.
Получение готового изделия с требуемым калибром достигают перемещением дорнодержателя 5 в ту или иную сторону посредством поворота регулировочного винта 5.
№ 118610 Предмет изобретения
Выпускная головка для шприцевых машин, формирующих ленту изрезины, с применением съемного полого корпуса, отличающаяся тем, что, с целью ускорения процесса регулирования толщины ленты, внутри головки в приливе торцового фланца центрально установлен цилиндрический дорнодержатель с конусообразным хвостовиком, перед которым расположена калибровочная шайба, закрепляемая регулировочными винтами.
- 2 - 
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛАНГОВ И ПЛОСКОСВОРАЧИВАЕМЫХ РУКАВОВ С АРМИРУЮЩИМ КАРКАСОМ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2081749C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Устройство для формования профилированной ленты | 1980 |
|
SU889452A1 |
| Экструзионная головка для изготовления профилей из полимерных материалов | 1988 |
|
SU1537558A1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| ГОЛОВКА ЧЕРВЯЧНОГО ПРЕССА | 2011 |
|
RU2460644C1 |
| ЦИЛИНДРИЧЕСКАЯ ГОЛОВКА К ЧЕРВЯЧНОМУ ПРЕССУ | 1964 |
|
SU166820A1 |
| Экструзионная головка для изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1570929A1 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |