Фиг.1
Изобретение относится к термической обработке и может быть использовано, например, для нагрева заготовок перед обработкой давлением.
ляется их нагрев в течение времени одного оборота вертикального вара 2. При дальнейшем вращении вертикального вала 2 заготовка 7 выпадает через
Целью изобретения является повыше- вырез 14 во втором упорном диске 12
ляется их нагрев в течение времени одного оборота вертикального вара 2. При дальнейшем вращении вертикального вала 2 заготовка 7 выпадает через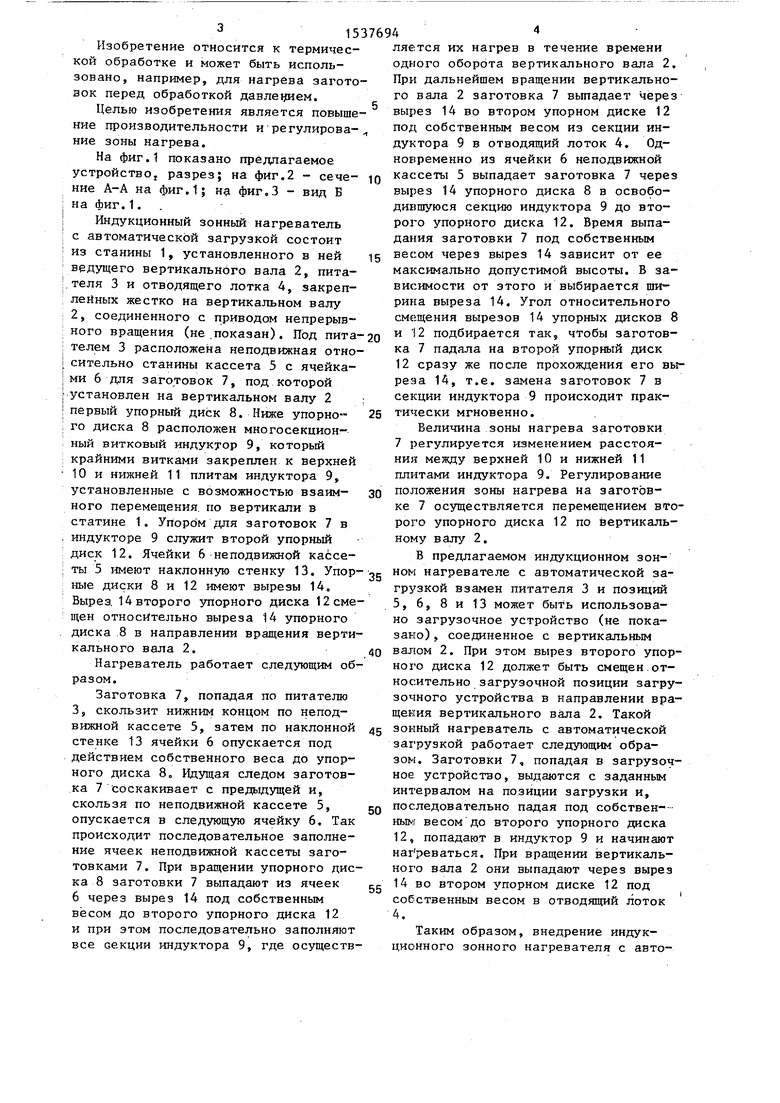
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционный нагреватель с автоматической загрузкой | 1985 |
|
SU1346684A1 |
| Автоматическая линия безоблойной штамповки | 1980 |
|
SU889482A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Индукционный нагреватель для заготовок | 1987 |
|
SU1601784A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Индукционная установка | 1981 |
|
SU969754A1 |
| Индукционная установка | 1981 |
|
SU1057556A1 |
| Транспортно-загрузочное устройство | 1978 |
|
SU745588A1 |
| Загрузочное устройство | 1977 |
|
SU701759A1 |
| Индукционное устройство для нагрева перекатываемых заготовок типа дисков | 1989 |
|
SU1760652A1 |
Изобретение относится к термической обработке и может быть использовано, например, для нагрева заготовок перед обработкой давлением. Цель - повышение производительности нагревателя и регулирование зоны нагрева. Заготовка 7, проходя по питателю 3, скользит по неподвижной кассете 5 и попадает по наклонной стенке в ячейку 6, падая под собственным весом до упорного диска 8. При вращении упорного диска 8 заготовка выпадает из ячейки 6 через вырез 14 до второго упорного диска 12, при этом заготовка 7 попадает в индуктор 9 и последовательно начинает нагреваться на всех секциях индуктора 9 в течение одного оборота вертикального вала, после чего выпадает через вырез 14 в втором упорном диске 12 в отводящий лоток 4. При этом вместо выпавшей заготовки 7 через вырез 14 в упорном диске 8 западает следующая заготовка. Величина зоны нагрева регулируется изменением расстояния между плитами 10 и 11. 2 з.п. ф-лы, 3 ил.
ние производительности и регулирование зоны нагрева.
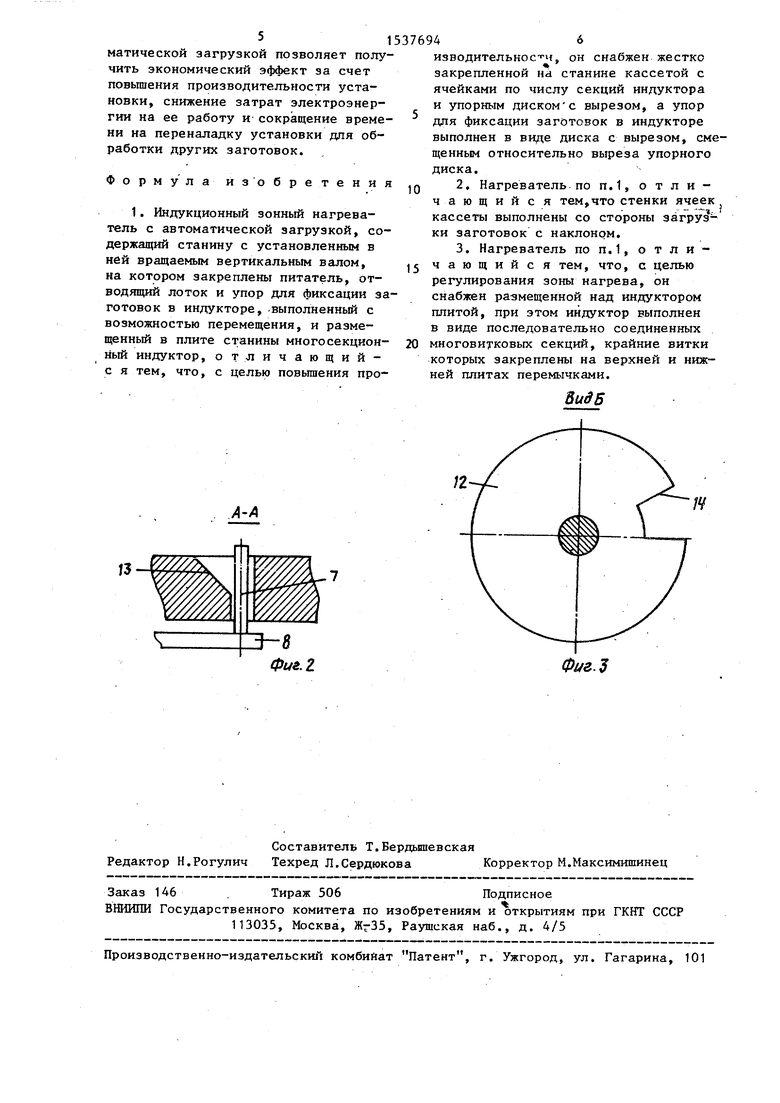
На фиг.1 показано предлагаемое устройство, разрез; на фиг.2 - сече- ние А-А на фиг.1; на фиг.З - вид Б на фиг.1.
Индукционный зонный нагреватель с автоматической загрузкой состоит из станины 1, установленного в ней ведущего вертикального вала 2, питателя 3 и отводящего лотка 4, закрепленных жестко на вертикальном валу 2, соединенного с приводом непрерывного вращения (не показан). Под пита телем 3 расположена неподвижная относительно станины кассета 5 с ячейками 6 для заготовок 7, под которой установлен на вертикальном валу 2 первый упорный диск 8. Ниже упорно- го диска 8 расположен многосекционный витковый индуктор 9, который крайними витками закреплен к верхней 10 и нижней 11 плитам индуктора 9, установленные с возможностью взаим- ного перемещения по вертикали в статине 1. Упором для заготовок 7 в индукторе 9 служит второй упорный диск 12. Ячейки 6 неподвижной кассеты 5 имеют наклонную стенку 13. Упор--,5 ном нагревателе с автоматической эа- ные диски 8 и 12 имеют вырезы 14. грузкой взамен питателя 3 и позиций Вырез 14 второго упорного диска 12сме- 5, 6, 8 и 13 может быть использова45
щен относительно выреза 14 упорного диска 8 в направлении вращения вертикального вала 2.40
Нагреватель работает следующим образом.
Заготовка 7, попадая по питателю 3, скользит нижним концом по неподвижной кассете 5, затем по наклонной стенке 13 ячейки 6 опускается под действием собственного веса до упорного диска 8. Идущая следом заготовка 7 соскакивает с предыдущей и, скользя по неподвижной кассете 5, опускается в следующую ячейку 6. Так происходит последовательное заполнение ячеек неподвижной кассеты заготовками 7. При вращении упорного диска 8 заготовки 7 выпадают из ячеек 6 через вырез 14 под собственным весом до второго упорного диска 12 и при этом последовательно заполняют все секции индуктора 9, где осуществ50
55
но загрузочное устройство (не показано) , соединенное с вертикальным валом 2. При этом вырез второго упорного диска 12 должет быть смещен относительно загрузочной позиции загрузочного устройства в направлении вращения вертикального вала 2. Такой зонный нагреватель с автоматической загрузкой работает следующим образом. Заготовки 7, попадая в загрузочное устройство, выдаются с заданным интервалом на позиции загрузки и, последовательно падая под собственным весом до второго упорного диска 12, попадают в индуктор 9 и начинают нагреваться. При вращении вертикального вала 2 они выпадают через вырез 14 во втором упорном диске 12 под собственным весом в отводящий лоток 4.
Таким образом, внедрение индукционного зонного нагревателя с автопод собственным весом из секции индуктора 9 в отводящий лоток 4. Одновременно из ячейки 6 неподвижной кассеты 5 выпадает заготовка 7 через вырез 14 упорного диска 8 в освободившуюся секцию индуктора 9 до второго упорного диска 12. Время выпадания заготовки 7 под собственным весом через вырез 14 зависит от ее максимально допустимой высоты. В зависимости от этого и выбирается ширина выреза 14. Угол относительного смещения вырезов 14 упорных дисков 8 и 12 подбирается так, чтобы заготовка 7 падала на второй упорный диск 12 сразу же после прохождения его выреза 14, т.е. замена заготовок 7 в секции индуктора 9 происходит практически мгновенно.
Величина зоны нагрева заготовки 7 регулируется изменением расстояния между верхней 10 и нижней 11 плитами индуктора 9. Регулирование положения зоны нагрева на заготовке 7 осуществляется перемещением второго упорного диска 12 по вертикальному валу 2.
В предлагаемом индукционном зон5
0
5
но загрузочное устройство (не показано) , соединенное с вертикальным валом 2. При этом вырез второго упорного диска 12 должет быть смещен относительно загрузочной позиции загрузочного устройства в направлении вращения вертикального вала 2. Такой зонный нагреватель с автоматической загрузкой работает следующим образом. Заготовки 7, попадая в загрузочное устройство, выдаются с заданным интервалом на позиции загрузки и, последовательно падая под собственным весом до второго упорного диска 12, попадают в индуктор 9 и начинают нагреваться. При вращении вертикального вала 2 они выпадают через вырез 14 во втором упорном диске 12 под собственным весом в отводящий лоток 4.
Таким образом, внедрение индукционного зонного нагревателя с автоФиг.З
| Индукционный нагреватель с автоматической загрузкой | 1985 |
|
SU1346684A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
