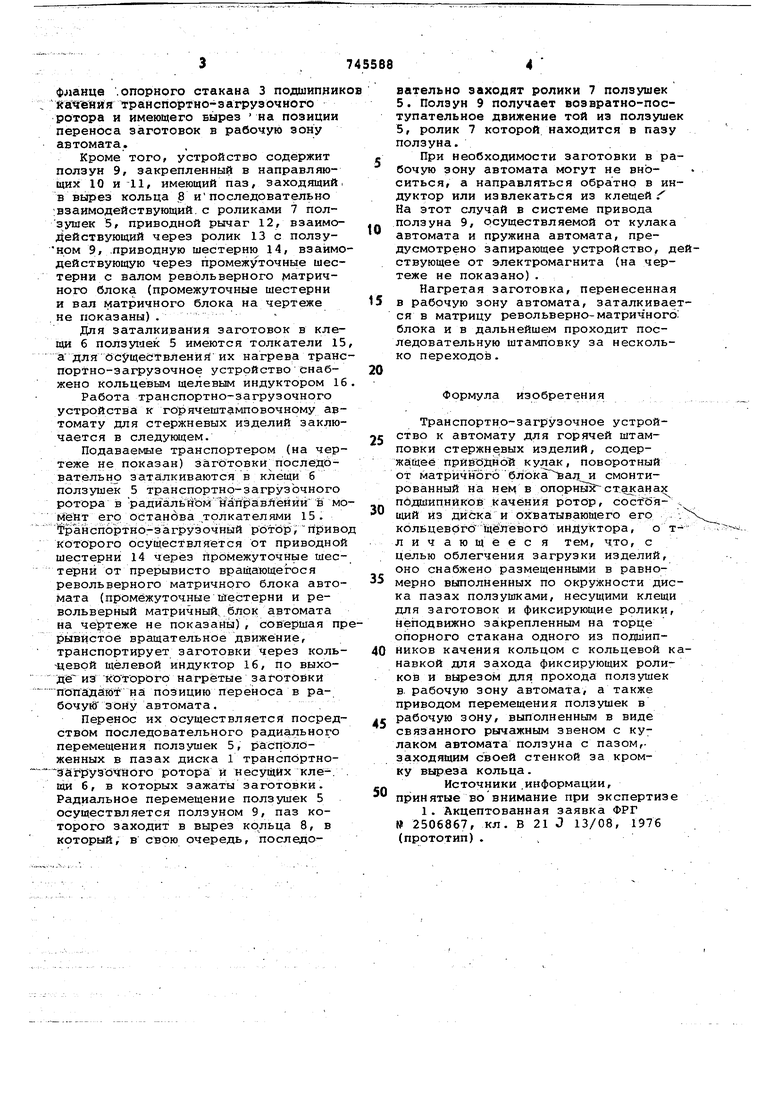
(54) ТРАНСПОРТНО-ЗАГРУЗОЧНОЕ .% Изобретение касается кузнечно- прёссОвото оборудования и может быть использовано в горячештампо вочНых автоматах для транспортиро. в.ания заготовок с одновременным их HarpiGBOM и последующей загрузкой в матричный блок . , Известно транспортно-загрузочное устройство к автомату для горячей штамповки стержневых изделей, содержащее приводной кулак, поворотный от матричного блока вал и. смонтированный на,нем в опорных стаканах подшипников качения ротор состоящий из диска и охватывающего его кольцевого щелевого индуктора 1 . Однако в известном устройстве из за наличия дополнительных перегрузочных позиций усложнен процесс загрузки изделий. С целью облегчения загрузки изделий предлагаемое устройство снабж но размещенными в равномерно выпол ненных по окружности диска пазах п зушкамиг несущими клеши для заготов и фиксирующие ролики, неподвижно .з крепленным на торце опорного стака одного из подшипников качения коль УСТРОЙСТВО цом с кольцевой канавкой для захода фиксирующих роликов и вырезом .для прохода ползушек в рабочую зону автомата, а также приводом перейещения ползушек в рабочую зону, выполненным в виде связанного рычажным звеном с кулаком автомата ползуна с пазом, заходящим своей стенкой за кромку выреза кольца. На фиг. 1 изображено транспортно-загрузочн6е устройство, общий вид; на фиг. 2 - продольный разрез А-А фиг. 1 на фиг. 3 - поперечный разрез Б-Б фиг. 2; на фиг. 4 - продольный разрез В-В на фиг. 3; на фиг. 5 - поперечный разрез Г-Г на фиг. 4. Транспортно-загрузочное устройство к горячештамповочному автомату для стержневых изделий содержит транспортно-эагрузочный ротор, состоящий из диска 1, .закрепленного на валу 2 в опорных стаканах 3 и- 4 ПО.ЦШИПНИКОВ качения, расположенные в пазах диска 1 ползушки 5, несущие клеши б и фиксирующиесяот радиального перемещения роликами 7, расположенными в кольцевой проточке кольца 8, неподвижно установленного на
фланце .опорного стакана 3 подшипник
йе чеййя транспортно-эагрузочного ротора и имеющего вырез на позиции переноса заготовок в рабочую зону автомата.
Кроме того, устройство содержит ползун 9, закрепленный в направляющих 10 и 11, имеющий паз, заходящий в вырез кольца 8 ипоследовательно
.взаимодействующий, с роликами 7 ползушек 5, приводной рычаг 12, взаимодействующий через ролик 13 с ползунрм 9, .приводную шестерню 14, взаимодействующую через промежуточные шестерни с валом револьверного матричного блока (промежуточные шестерни и вал матричного блока на чертеже
.не показаны). Для заталкивания заготовок в клещи б ползугдек 5 имеются толкатели 15 а для Осуществления их нагрева транспортно-загрузочное устройство снабжено кольцевым щелевым индуктором 16
Работа транспортно-загрузочного устройства к горячештамповочному автомату для стержневых изделий заключается в следующем.
Подаваемые транспортером (на чертеже не показан) заготовки последбвательнр заталкиваются в клещи б ползушек 5 транспортно-загрузочного ротора is радиалШЪм Мапр1авленйй в МОМент его останова толкателями 15. Франспортно-загрузочный ротор/ п риво которого осуществляется от приводной шестерни 14 через промежуточные шестерни от прерывисто вращающегося револьверного матричного блока автоМата (промежуточные шестерни и револьверный матричный., блок автомата на чертеже не показаны), совершая пррывистое вращательное движение, транспортирует заготовки через коль-цеврй щелевой индуктор 16, по выходё из коТОрого нагретые заготовки попадают на позицию переноса в рабочуй зону автомата,.
Перенос их осуществляется посредством последовательного радиального перемещения ползушек 5, расположенных в пазах диска 1 транспортно ЭагрузОчйого ротора и несущих кле-. щи 6, в которых зажаты заготовки. Радиальное перемещение ползушек 5 осуществляется ползуном 9, паз которого заходит в вырез кольца 8, в который, в свою очередь, последовательно заходят ролики 7 ползушек 5. Ползун 9 получает возвратно-поступательное движение той из ползушек 5, ролик 7 которой находится в пазу ползуна.
При необходимости заготовки в рабочую зону автомата могут не вноситься, а направляться обратно в индуктор или извлекаться из клещей На этот случай в системе привода ползуна 9, осуществляемой от кулака автомата и пружина автомата, предусмотрено запирающее устройство, дествующее от электромагнита (на чертеже не показано).
Нагретая заготовка, перенесенная в рабочую зону автомата, заталкивается в матрицу револьверно-матричногб: блока и в дальнейшем проходит последовательную штамповку за несколько переходов.
Формула изобретения
Транспортно-загрузочное устройство к автомату для горячей штамповки стержневых изделий, содержащее прйВОДноИ кулак, поворотный от матричного блЬкзГ ал и смонтированный на нем в опорнызГ-стаканах подшипников качения ротор, щий из диска и охватывающего его кОльцевОгО щёлевогО индуктора, отличающееся тем, что, с целью облегчения загрузки изделий, оно снабжено размещенными в равномерно выполненных по окружности диска пазах ползушками, неОущими клещи для заготовок и фиксирующие ролики, неподвижно закрепленным на торце опорного стакана одного из подшипников качения кольцом с кольцевой кнавкой для захода фиксирующих роликов и вырезом для прохода ползушек в. рабочую зону автомата, а также приводом перемещения ползушек в рабочую зону, выполненным в виде связанного рычажным звеном с кулаком автомата ползуна с пазом,заходящим своей стенкой за кромку выреза кольца.
Источники .информации, принятые во внимание при экспертизе
1 . Акцептованная заявка ФРГ 2506867, кл. В 21 J 13/08, 1976 (прототип) . .
..rMSrn-;- -J
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для горячей высадки изделийСТЕРжНЕВОгО ТипА | 1979 |
|
SU814543A1 |
| Устройство переноса заготовок к многопозиционным штамповочным автоматам | 1988 |
|
SU1503969A1 |
| Холодновысадочный автомат | 1977 |
|
SU659266A1 |
| Автомат для изготовления скоб | 1981 |
|
SU1000147A1 |
| Загрузочный ротор | 1990 |
|
SU1745508A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU205799A1 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
| Роторно-конвейерная машина | 1985 |
|
SU1286428A1 |
| Автомат для изготовления гвоздей | 1975 |
|
SU742013A1 |
| Многопозиционный автомат для объемной штамповки стержневых изделий | 1987 |
|
SU1505656A1 |


